一种背门装配对中控制工装的制作方法
1.本实用新型属于汽车焊接工装夹具技术领域,具体涉及一种背门装配对中控制工装。
背景技术:
2.汽车背门装配一直存在背门相对车体对中的难点。特别是手工装配生产线,往往高度依赖于操作人员的熟练程度,但过程稳定性保证较困难。背门相对车体对中精度仍需开发工装来保证。
3.为了解決上述问题,申请号为cn113579610a的中国专利公开了一种背门装配辅具包括两个辅助装配模块,分别关于车辆的纵向中线左右对称设置使用;其辅助装配模块包括仿形定位块和设置在所述仿形定位块上的定位机构及装配基准块,所述定位机构将辅助装配模块精确稳定的定位在后背门上,所述装配基准块控制后背门相对于汽车骨架的位置以使后背门装配后的位置处于后背门的理论设计位置。操作简便、灵活,有效提高了后背门装配精度和一致性。
4.但是,该辅具主要存在以下两个缺陷。
5.一是提供的基准块通过仿形定位块装配在背门上,受车体左右侧围开档精度尺寸波动影响,当背门包边与侧围匹配间隙偏小时,背门装配时工装基准块受侧围挤压容易导致装配模块发生翻转,从而影响定位。
6.二是目前越来越多的车型为了轻量化、造型需要等,在背门钣金外板上通过安装外饰件来与侧围匹配。在白车身背门装配时,背门与侧围没有外观面直接匹配,该辅具无法判断背门装配后,在整车外饰匹配状态下背门是否对中。
技术实现要素:
7.本实用新型的目的是:旨在提供一种背门装配对中控制工装,用来解决背门装配时,工装基准块受背门包边与侧围匹配间隙的影响;无法判断背门装配后,在整车外饰匹配状态下背门是否对中的问题。
8.为实现上述技术目的,本实用新型采用的技术方案如下:
9.本实用新型的一种背门装配对中控制工装,包括第一限位工装、第二限位工装、第一仿形工装和第二仿形工装,所述第一限位工装和第二限位工装、第一仿形工装和第二仿形工装均对称设置,所述第一限位工装包括定位块、第一仿形件和第一吸附件,所述定位块与第一仿形件之间固定连接,所述第一吸附件与第一仿形件之间固定连接,所述第一仿形工装的一侧开设有凹槽,所述凹槽与定位块相互嵌合。
10.进一步,所述第一仿形工装包括第二仿形件、定位组件和第二吸附件,所述定位组件与第二仿形件之间固定连接,所述第二吸附件与第二仿形件之间固定连接。这样的设置,用于将仿形第一仿形工装更好地贴合吸附在背门上。
11.进一步,所述定位块的截面呈l型。这样的设置,用于确定第一限位工装和第一仿
形工装的相互位置关系。
12.进一步,所述第一仿形件为侧围仿形块,所述侧围仿形块设置在侧围外板特征线处。这样的设置,使得侧围仿形块与侧围外板能够贴合良好,并保证侧围仿形块与侧围外板贴合的位置相对稳定。
13.进一步,所述定位块与侧围仿形块之间设置有可调垫片。这样的设置,用于调整定位块对于侧围仿形块的相对位置。
14.进一步,所述吸附件为第一强力磁铁,所述第一强力磁铁设置为多个,所述第一强力磁铁沉入侧围仿形块的底面0.5mm~1mm。这样的设置,用于防止侧围仿形面的底面与侧围外板不贴合。
15.进一步,所述第二仿形件为仿形块,所述仿形块上设置有仿形面,所述仿形面上设置有定位面,所述定位面设置为多个。这样的设置,用于第一仿形工装更好的贴合背门外板。
16.进一步,所述第一定位组件包括第一定位销和第二定位销,所述第一定位销和第二定位销均设置为圆销,所述第一定位销和第二定位销均设置为台阶销形式。这样的设置,用于固定第一仿形工装在背门上的位置。
17.进一步,所述第二吸附件为第二强力磁铁,所述第二强力磁铁设置为多个,所述第二强力磁铁沉入仿形块的底面0.5mm~1mm。这样的设置,用于防止定位面与背门外板不贴合。
18.进一步,所述仿形面上非定位面区域均设置有与背门避让的空间余量。这样的设置,用以防止接触背门外板。
19.采用上述技术方案的实用新型,具有如下优点:
20.1.通过侧围仿形块、仿形面和定位面,限位工装和仿形工装更够分别良好的贴合在侧围外板和背门外板上,完全模拟背门装饰板与侧围匹配的效果,可预测整车状态下背门与侧围匹配的间隙段差情况;
21.2.通过第一强力磁铁和第二强力磁铁,限位工装和仿形工装更够吸附于侧围外板和背门外板上,不必对车身产生破坏;
22.3.通过定位块和凹槽,确定背门与侧围的装配位置;
23.4.通过定位面、第一定位销和第二定位销,确定好仿形工装位于背门外板的位置。
附图说明
24.本实用新型可以通过附图给出的非限定性实施例进一步说明;
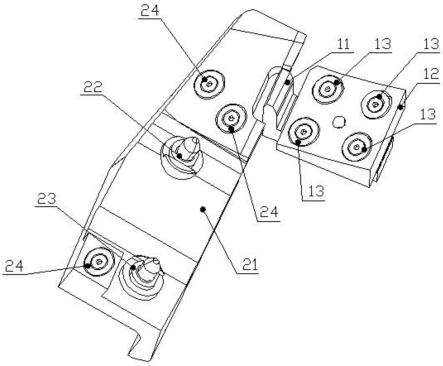
25.图1为本实用新型一种背门装配对中控制工装的结构示意图;
26.图2为本实用新型一种背门装配对中控制工装的一侧结构示意图;
27.图3为本实用新型一种背门装配对中控制工装中限位工装的结构示意图;
28.图4为本实用新型一种背门装配对中控制工装的使用状态图。
29.主要元件符号说明如下:
30.第一限位工装1、定位块11、侧围仿形块12、第一强力磁铁13、第一仿形工装2、仿形块21、第一定位销22、第二定位销23、第二强力磁铁24、第二限位工装3、第二仿形工装4。
具体实施方式
31.以下将结合附图和具体实施例对本实用新型进行详细说明,需要说明的是,在附图或说明书描述中,相似或相同的部分都使用相同的图号,附图中未绘示或描述的实现方式,为所属技术领域中普通技术人员所知的形式。另外,实施例中提到的方向用语,例如“上”、“下”、“顶”、“底”、“左”、“右”、“前”、“后”等,仅是参考附图的方向,并非用来限制本实用新型的保护范围。
32.如图1~4所示,本实用新型的一种背门装配对中控制工装,包括第一限位工装1、第二限位工装3、第一仿形工装2和第二仿形工装4,第一限位工装1和第二限位工装3、第一仿形工装2和第二仿形工装4均左右对称设置,且结构左右对称,用于一左一右限制背门左右的方向位置,同时便于在装配背门时,直接监测背门对中状态,一次性将背门装配居中到位,避免二次调整,提升效率。
33.第一限位工装1包括定位块11、侧围仿形块12和第一强力磁铁13,定位块11的截面呈l型,定位块11与侧围仿形块12之间设置有第一螺栓连接,定位块11与侧围仿形块12之间设置有可调垫片,用于调整定位块11对于侧围仿形块12的相对位置。定位块11由铁质材质制成,具有一定的硬度,不易产生形变;侧围仿形块12由硬度较小的尼龙材质制成,避免在装配过程中磕碰白车身,使车身存在磕碰等缺陷。
34.第一强力磁铁13设置为多个,本实施例中,第一强力磁铁13为4块,使得侧围仿形块12能够吸附在侧围外板上。第一强力磁铁13与侧围仿形块12之间设置有第二螺栓连接,第一强力磁铁13均匀分布在侧围仿形块12的底面,保证侧围仿形块12上的吸力一致。侧围仿形块12的底面型面与侧围外板的型面一致,使得侧围仿形块12与侧围外板能够贴合良好;侧围仿形块12设置在侧围外板特征线处,用以保证侧围仿形块12与侧围外板贴合的位置相对稳定;第一强力磁铁13沉入侧围仿形块12的底面0.5mm~1mm,用于防止侧围仿形块12的底面与侧围外板不贴合。
35.第一仿形工装2包括仿形块21、第一定位销22、第二定位销23和第二强力磁铁24,仿形块21上设置有仿形面,仿形面与背门外板的型面保持一致,使得仿形块21与背门外板能够贴合良好。仿形块21的一侧开设有与定位块相对应的凹槽,用以避让第一限位工装1,保证第一仿形工装2与第一限位工装1可以同时使用。仿形块21由铝合金材质制成,在保证操作便利性和定位精度外,尽量降低装配工人在装配时的劳动强度。
36.第一定位销22设置于仿形面的上端,第二定位销23设置于仿形面的下端,第一定位销22和第二定位销23与仿形块21之间均设置有螺母锁紧,本实施例中,第一定位销22和第二定位销23均为圆销,第一定位销22和第二定位销23为台阶销形式,装配时,用于固定在背门上,防止工装产生位移,影响最终的背门装配效果。
37.第二强力磁铁24设置有多个,本实施例中,第二强力磁铁24有三个,其中两个第二强力磁铁24设置在仿形面的上端,最后一个第二强力磁铁24设置在仿形面的下端,第二强力磁铁24与仿形块21之间均设置有第三螺栓连接,使得仿形块21能够吸附在背门外板上。仿形块21上设置有定位面,定位面设置为多个,本实施例中,定位面为三个,三个定位面分别位于安装有2个第二强力磁铁24的仿形面上端、安装有1个第二强力磁铁24的仿形面下端和第二定位销23的台阶面,背门装配时,用于确定仿形工装在背门外板上的具体位置。仿形面上非定位面区域均设置有与背门外板避让的空间余量,用以防止接触背门外板。第二强
力磁铁24沉入仿形块的底面0.5mm~1mm,用于防止定位面与背门外板不贴合。
38.本实用新型的使用方法:
39.装配背门时,先将第一限位工装1和第二限位工装3对称吸附在左右侧围外板的中部特征线位置,使得侧围仿形块12与侧围外板贴合良好,然后将带铰链的背门挂到车体上,再将第一仿形工装2和第二仿形工装4对称吸附到背门左右两侧,车身高度方向中部位置,与侧围匹配,利用定位面确定好具体位置,再用第一定位销22和第二定位销23固定位置。结合背门上下方其它方向限位,将背门人工推紧到工装限位位置,此时在限位工装的作用下,背门左右方向保证对中。通过监测第一仿形工装2和第二仿形工装4与侧围匹配间隙段差情况,确认背门装配对中效果是否满足要求,不满足要求时及时调整左右位置,保证一次性装配到位。完成背门装配后,取下第一仿形工装2和第二仿形工装4并打开背门一定角度,取下第一限位工装1和第二限位工装3。
40.以上对本实用新型提供的一种背门装配对中控制工装进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1