一种加工钢纤维的折弯装置的制作方法
1.本技术涉及钢纤维折弯技术领域,具体而言,涉及一种加工钢纤维的折弯装置。
背景技术:
2.钢纤维是指以切断细钢丝法、冷轧带钢剪切、钢锭铣削或钢水快速冷凝法制成长径比(纤维长度与其直径的比值,当纤维截面为非圆形时,采用换算等效截面圆面积的直径)为40~80的纤维。不同的制取方式产出的钢纤维性能也不一样。虽然钢纤维问世不久,但应用已经越来越广泛,种类也越来越多。目前市面上的钢纤维折弯装置,节省了大量人工,并增加了生产效率低,但此钢纤维折弯装置缺点是无法批量生产,且工作台平行精准度低。
技术实现要素:
3.为了弥补以上不足,本技术提供了一种加工钢纤维的折弯装置,旨在改善折弯装置无法批量生产,且工作台平行精准度低的问题。
4.本技术实施例提供了一种加工钢纤维的折弯装置,包括主体结构和折弯结构。
5.所述主体结构包括框架和承载板,所述承载板表面两端开设有贯穿孔,并安装在框架内,所述折弯结构包括模具件和辅助折弯件,所述模具件包括上模具和下模具,所述下模具表面开设有凹槽,且底部与所述承载板表面连接,所述上模具表面设有与凹槽对应的凸起,且底部与所述框架内壁连接,所述辅助折弯件与所述框架内壁固定连接。
6.在上述实现过程中,通过框架和承载板连接,达到固定模具的作用,通过承载板表面两端开设的贯穿孔,达到承载板可以往复运动。通过上模具四角开设的螺栓孔与框架内壁螺栓连接,达到固定上模具的作用,利用上模具表面设有的凸起,方便对钢钎维进行辅助折弯,通过下模具四角开设的螺栓孔与承载板表面螺栓连接,达到固定下模具的目的,利用下模具表面开设的凹槽,可以对钢钎维进行辅助折弯,通过上模具凸起和下模具凹槽对齐,方便钢钎维的生产效率加快,利用辅助折弯件可以使承载板不产生偏移。
7.在一种具体的实施方案中,所述下模具表面两侧还设有连扳,所述上模具两侧设有与连扳对应的插接槽。
8.在上述实现过程中,通过下模具表面两侧的连扳,方便钢钎维在下模具上进行塑形,通过上模具两侧设有的与连扳对应的插接槽,达到不妨碍下模具与上模具的贴合,使钢钎维被批量生产出来。
9.在一种具体的实施方案中,所述辅助折弯件包括两根滑动杆和两个多级液压缸,所述滑动杆穿过贯穿孔,且两端均与框架内壁固定连接,所述多级液压缸活动端与所述承载板底部固定连接,固定端与所述框架内壁连接。
10.在上述实现过程中,通过滑动杆穿过承载板,且两端与框架内壁固定连接,达到辅助承载板上下往复运动,使承载板上的下模具无法产生偏移的目的,同时提高下模具平台的精准度,通过多级液压缸活动端与承载板底部固连接,使承载板进行往复运动,加速钢钎
维的生产效率,通过多级液压缸固定端四角的螺栓孔与框架内壁螺栓连接,使多级液压缸对承载板的支撑作用。
11.在一种具体的实施方案中,所述框架包括四根竖杆、顶板和底座,所述竖杆两端分别与所述顶板底部和所述底座表面固定连接。
12.在上述实现过程中,通过所有竖杆两端分别与顶板和底座四角固定连接,达到支撑顶板,并辅助固定上模具的目的,同时底座用于固定四个竖杆的稳定。
13.在一种具体的实施方案中,所述主体结构还包括两个缓冲弹簧,所述缓冲弹簧两端分别与所述顶板底部和所述承载板表面连接。
14.在上述实现过程中,通过缓冲弹簧两端分别与顶板和承载板固定连接,达到缓冲下模具与上模具之间的冲击力,同时用于辅助上模具与下模具进行分离。
15.在一种具体的实施方案中,所述主体结构还包括收集件,所述收集件与所述底座固定连接。
16.在上述实现过程中,通过收集件与底座焊接,达到储存生产好的钢钎维,减少运输的成本和时间。
17.在一种具体的实施方案中,所述收集件包括引导板和收集箱,所述引导板一端与所述下模具一侧固定连接,另一端延伸至所述收集箱上,所述收集箱底部与所述底座表面固定连接。
18.在上述实现过程中,通过引导板一端与下模具一侧固定连接,另一端延伸至收集箱上,达到引导钢钎维进入收集箱,防止钢钎维落到其它位置上从而影响折弯装置的生产效率,和平台的精准度,通过收集箱底部与底板固定连接,达到在震动中收集箱不产生位移。
19.在一种具体的实施方案中,所述主体结构还包括万向轮,所述底座底部四角均安装有所述万向轮。
20.在上述实现过程中,通过底座四角安装的万向轮,达到移动折弯装置的目的,利用万向轮上自带的刹车功能,可以防止折弯装置产生位移。
附图说明
21.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
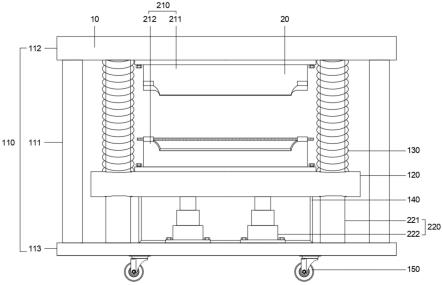
22.图1是本技术实施方式提供的加工钢纤维的折弯装置结构示意图;
23.图2为本技术实施方式提供的加工钢纤维的折弯装置侧视结构示意图;
24.图3为本技术实施方式提供的下模具结构示意图;
25.图4为本技术实施方式提供的上模具结构示意图。
26.图中:10-主体结构;110-框架;120-承载板;130-缓冲弹簧;140-收集件;150-万向轮;20-折弯结构;210-模具件;220-辅助折弯件;211-上模具;212-下模具;221-滑动杆;222-多级液压缸;111-竖杆;112-顶板;113-底座;141-引导板;142-收集箱。
具体实施方式
27.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
28.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
29.请参阅图1,本技术提供一种加工钢纤维的折弯装置,包括主体结构10和折弯结构20。
30.其中,主体结构10用于承载模具,防止膜具产生偏移,折弯结构20用于折弯钢钎维,提高生产效率。
31.请参阅图1、图2,主体结构10包括框架110和承载板120,承载板120表面两端开设有贯穿孔,并安装在框架110内,其中,通过框架110和承载板120连接,达到固定模具的作用,通过承载板120表面两端开设的贯穿孔,达到承载板120可以往复运动。
32.在一种具体的实施方案中,框架110包括四根竖杆111、顶板112和底座113,竖杆111两端分别与顶板112底部和底座113表面固定连接,其中,通过所有竖杆111两端分别与顶板112和底座113四角固定连接,达到支撑顶板112,并辅助固定上模具211的目的,同时底座113用于固定四个竖杆111的稳定。
33.在一种具体的实施方案中,主体结构10还包括两个缓冲弹簧130,缓冲弹簧130两端分别与顶板112底部和承载板120表面连接,其中,通过缓冲弹簧130两端分别与顶板112和承载板120固定连接,达到缓冲下模具212与上模具211之间的冲击力,同时用于辅助上模具211与下模具212进行分离。
34.在一种具体的实施方案中,主体结构10还包括收集件140,收集件140与底座113固定连接,其中,通过收集件140与底座113焊接,达到储存生产好的钢钎维,减少运输的成本和时间。
35.在一种具体的实施方案中,收集件140包括引导板141和收集箱142,引导板141一端与下模具212一侧固定连接,另一端延伸至收集箱142上,收集箱142底部与底座113表面固定连接,其中,通过引导板141一端与下模具212一侧固定连接,另一端延伸至收集箱142上,达到引导钢钎维进入收集箱142,防止钢钎维落到其它位置上从而影响折弯装置的生产效率,和平台的精准度,通过收集箱142底部与底板固定连接,达到在震动中收集箱142不产生位移。
36.在一种具体的实施方案中,主体结构10还包括万向轮150,底座113底部四角均安装有万向轮150,其中,通过底座113四角安装的万向轮150,达到移动折弯装置的目的,利用万向轮150上自带的刹车功能,可以防止折弯装置产生位移。
37.请参阅图1、图、图3、图4,折弯结构20包括模具件210和辅助折弯件220,模具件210包括上模具211和下模具212,下模具212表面开设有凹槽,且底部与承载板120表面连接,上模具211表面设有与凹槽对应的凸起,且底部与框架110内壁连接,辅助折弯件220与框架110内壁固定连接,其中,通过上模具211四角开设的螺栓孔与框架110内壁螺栓连接,达到固定上模具211的作用,利用上模具211表面设有的凸起,方便对钢钎维进行辅助折弯,通过
下模具212四角开设的螺栓孔与承载板120表面螺栓连接,达到固定下模具212的目的,利用下模具212表面开设的凹槽,可以对钢钎维进行辅助折弯,通过上模具211凸起和下模具212凹槽对齐,方便钢钎维的生产效率加快,利用辅助折弯件220可以使承载板120不产生偏移。
38.在一种具体的实施方案中,下模具212表面两侧还设有连扳,上模具211两侧设有与连扳对应的插接槽,其中,通过下模具212表面两侧的连扳,方便钢钎维在下模具212上进行塑形,通过上模具211两侧设有的与连扳对应的插接槽,达到不妨碍下模具212与上模具211的贴合,使钢钎维被批量生产出来。
39.在一种具体的实施方案中,辅助折弯件220包括两根滑动杆221和两个多级液压缸222,滑动杆221穿过贯穿孔,且两端均与框架110内壁固定连接,多级液压缸222活动端与承载板120底部固定连接,固定端与框架110内壁连接,其中,通过滑动杆221穿过承载板120,且两端与框架110内壁固定连接,达到辅助承载板120上下往复运动,使承载板120上的下模具212无法产生偏移的目的,同时提高下模具212平台的精准度,通过多级液压缸222活动端与承载板120底部固连接,使承载板120进行往复运动,加速钢钎维的生产效率,通过多级液压缸222固定端四角的螺栓孔与框架110内壁螺栓连接,使多级液压缸222对承载板120的支撑作用。
40.该加工钢纤维的折弯装置的工作原理:使用时,检查上模具211与下模具212是否对齐,把要生产的钢钎维放置在下模具212上,通过多级液压钢伸缩带动承载板120往复运动,使螺栓连接在承载板120表面的下模具212与上模具211进行贴合,加速了钢钎维生产效率,同时滑动杆221穿过贯穿孔,且两端与框架110内壁固定连接,达到辅助固定承载板120,防止承载板120产生位移的情况,通过缓冲弹簧130两端分别与承载板120和框架110连接,达到缓冲的目的,利用固定在底座113底部四角的万向轮150,方便折弯装置进行位移。
41.需要说明的是,上模具211、下模具212、多级液压缸222、缓冲弹簧130具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
42.以上,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1