剃须刀头自动装配线用刀头外壳上料机构的制作方法
1.本实用新型涉及一种剃须刀头自动装配领域,特别涉及一种剃须刀头自动装配线用刀头外壳上料机构。
背景技术:
2.电动剃须刀:利用电力带动刀片,剃剪胡须和鬓发的整容电器,电动剃须刀按刀片动作方式分为旋转式和往复式两类,前者结构简单,噪声较小,剃须力适中;后者结构复杂,噪声大,但剃须力大,锋利度高,电动剃须刀是否能把胡子刮干净,最重要因素就是刀头。目前,市面上出售的剃须刀的刀头大致可分为涡轮式、错刀式和网膜式三种,其中错刀式刀头:利用两块金属刀片交错震动的原理,将胡子推入沟槽内刮除。
3.现有的剃须刀头如图1、图2所示,主要包括刀头外壳、固定在刀头外壳上的定刀片、贴合在所述定刀片上的动刀片、用于将所述动刀片压合在所述定刀片上的压块、设置在所述刀头外壳内并将所述压块扣压在所述刀头外壳上的扭簧、以及固定设置在所述刀头外壳上的卡座。
4.目前,这类的电动剃须刀头的装配,主要采用人工取料、手动安装的方式,这种装配方式在存在人工成本过高、且效率低下、装配精度不高、工人容易受伤的缺点。
技术实现要素:
5.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种剃须刀头自动装配线用刀头外壳上料机构。
6.为实现上述目的,本实用新型提供了如下技术方案:剃须刀头自动装配线用刀头外壳上料机构,包括机架、设置在机架上的外壳输送组件、设置在机架上间歇旋转的第二分度盘以及设置在外壳输送组件一侧的外壳上料组件,其特征在于:所述外壳输送组件包括外壳输送架、外壳送料架与外壳振动盘,所述外壳送料架上设有外壳送料板与外壳送料气缸,所述外壳输送架上设有与外壳振动发生器连接的外壳振动板,所述外壳振动板上架设有外壳走料夹板,所述外壳走料夹板与外壳振动板之间形成供刀头外壳通过的外壳走料通道,所述外壳走料通道一端与外壳振动盘连接,另一端与外壳送料板连接,所述外壳送料板与外壳走料通道相抵设置,且开设有与外壳走料通道相导通的外壳送料槽,所述外壳送料气缸带外壳送料槽靠近或远离第二分度盘,所述第二分度盘对应外壳送料槽的一端为外壳上料工位,所述第二分度盘上设有若干个等距设置的第二刀头夹具,所述第二刀头夹具间歇停留于外壳上料工位内,所述外壳上料组件包括外壳上料架以及将外壳送料槽内的刀头外壳转送至第二刀头夹具上的外壳转料组件。
7.采用上述技术方案,刀头外壳统一放置到外壳振动盘内,通过外壳振动盘将其振动分筛后使刀头外壳具有卡座的一端朝上且按预设方向呈统一状态进入到外壳走料通道内,而外壳振动发生器用于驱动外壳走料通道内的刀头外壳持续往外壳送料板处运动,当刀头外壳进入到外壳送料板处时,由于此时外壳送料槽与外壳走料通道相导通,故刀头外
壳直接进入到外壳送料槽内,外壳送料气缸就会驱动外壳送料板将刀头外壳朝着第二分度盘的运送,且外壳送料板的移动,使外壳走料通道与外壳送料板相抵不能前进,实现刀头外壳的逐个送料,供后续的外壳转料组件进行转移,使刀头外壳能自动化送入第二分度盘内,实现刀头外壳的自动上料,替代人工作,可有效地提高生产效率,降低人工成本。
8.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳送料板的两端均设有外壳纠偏气缸,所述外壳纠偏气缸的输送端均设有朝向外壳送料槽设置的外壳纠偏杆,所述外壳纠偏杆与外壳送料板平行,所述外壳纠偏气缸带动外壳纠偏杆对外壳送料槽内的刀头外壳进行纠偏。
9.采用上述技术方案,未方便将刀头外壳逐个分料,故外壳送料槽的宽度会大于刀头外壳本身的宽度,为避免刀头外壳被夹取时位置错误,通过在两端设置外壳纠偏气缸,使两端的外壳纠偏气缸能带动外壳纠偏杆同时对刀头外壳定位纠偏,进而将刀头外壳保持在预设的位置被夹取,同时可避免刀头外壳脱出外壳送料槽。
10.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳送料架远离外壳走料通道一侧设有与外壳走料通道对应设置的外壳挡板,所述外壳挡板高度高于外壳送料槽。
11.采用上述技术方案,由于外壳挡板高于外壳送料槽,就能使刀头外壳进入到外壳送料槽后,不会从外壳挡板一侧落出。
12.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳送料板上设有用于检测外壳送料槽内刀头外壳的外壳送料传感器,所述外壳送料传感器的检测端设置于外壳送料槽远离外壳走料夹板的一端,所述外壳送料传感器与外壳纠偏气缸和或外壳送料气缸电连接。
13.采用上述技术方案,通过设置外壳送料传感器,使外壳送料传感器精准检测到刀头外壳是否完全进入到外壳送料槽内,避免刀头外壳输送到一半或是未正确上料,进而判断外壳送料槽内是否正确上料刀头外壳,进而联动外壳纠偏气缸和或外壳送料气缸,实现刀头外壳的送料与定位,其中外壳送料传感器优选为光电传感器。
14.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为::所述第二刀头夹具内均设有供刀头外壳容置的外壳容置槽。
15.采用上述技术方案,通过设置外壳容置槽,给与刀头外壳容置空间,方便其精准上料,还可在内部设置外壳磁铁,能紧密的吸附住刀头外壳上放后续会安装的定刀片,避免第二刀头夹具在转动时,导致刀头外壳或定刀片脱出,同时能辅助外壳转料组件上料。
16.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述第二分度盘内设有与机架固定连接的固定盘,所述固定盘对应外壳上料工位内设有用于检测外壳容置槽内刀头外壳的外壳容置传感器。
17.采用上述技术方案,通过设置固定盘,使固定盘不会随第二分度盘转动,始终能通过外壳容置传感器,检测外壳上料工位内的第二刀头夹具状况,而外壳容置传感器优选为光电传感器,能精准检测刀头外壳是否精准上料。
18.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳转料组件包括用于提取刀头外壳的若干个外壳转料吸盘、驱动外壳转料吸盘在外壳送料槽与第二刀头夹具之间来回往复位移的外壳横向驱动机构以及驱动外壳转料吸盘轴向升降的
外壳纵向驱动机构。
19.采用上述技术方案,由于刀头外壳内表面具有平整的吸附面,故只需设置外壳转料吸盘就能无损的对刀头外壳进行提取,其中外壳转料吸盘可以为真空吸盘,而外壳纵向驱动机构会带动外壳转料吸盘升降吸附刀头外壳,而外壳横向驱动机构有会带动外壳送料槽与第二刀头夹具之间来回往复位移完成送料。
20.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳横向驱动机构包括外壳横向安装座、设置于外壳横向安装座一侧的外壳转料气缸以及外壳吸盘安装板,所述外壳转料吸盘均设置于所述外壳吸盘安装板上,所述外壳吸盘安装板设置于外壳转料气缸的输出端,进而带动外壳吸盘安装板在外壳送料槽与第二刀头夹具之间来回往复移动。
21.采用上述技术方案,外壳转料气缸带动外壳转料吸盘在外壳送料槽与第二刀头夹具之间来回往复移动,实现自动化上料。
22.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳纵向驱动机构包括设置在外壳吸盘安装板与外壳横向安装座之间的外壳纵向气缸,所述外壳纵向气缸的一端通过滑块导轨结构与外壳横向安装座连接,其输送端与所述外壳吸盘安装板连接,所述外壳转料吸盘数量为3,且呈三角形分布于外壳吸盘安装板上。
23.采用上述技术方案,外壳纵向气缸主要带动外壳送料吸盘升降,使其能吸附柱外壳送料槽内的刀头外壳,而呈三角形分布的三个外壳转料吸盘,能使刀头外壳表面受力点的分布更科学,实现稳定提取送料。
24.上述的剃须刀头自动装配线用刀头外壳上料机构,可进一步设置为:所述外壳吸盘安装板上设有若干个外壳定位轴,所述外壳定位轴与外壳转料吸盘平行设置。
25.采用上述技术方案,由于外壳转料吸盘的吸盘表面比较柔软,外壳转料吸盘在第二刀头夹具处卸料时,一些细微的碰撞就容易使刀头外壳偏离正确的第二刀头夹具位置,导致刀头外壳上料不精准,通过设置外壳定位轴,使外壳定位轴与外壳转料吸盘配合,给外壳转料吸盘支撑力,外壳定位轴的数量优选为3且呈三角形分布,同时其中一个外壳定位轴可以为可与刀头外壳内卡座相抵的适配性结构,来方便对外壳转料吸盘定位,进而提高外壳上料时的稳定性。
26.下面结合附图对本实用新型作进一步描述。
附图说明
27.图1为剃须刀头的整体结构示意图。
28.图2为剃须刀头的的拆解示意图。
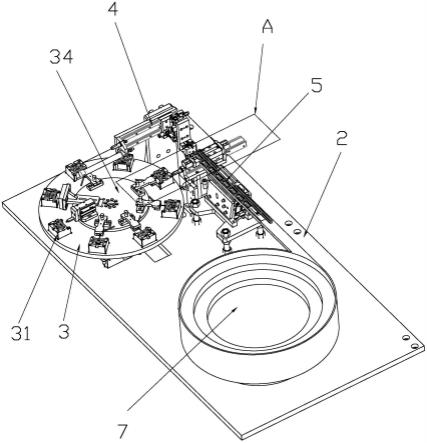
29.图3为本实用新型实施例的立体示意图。
30.图4为本实用新型实施例外壳输送组件删除外壳振动盘后的结构示意图。
31.图5为为本实用新型实施例外壳输送组件删除外壳振动盘后的工作状态示意图。
32.图6为本实用新型实施例外壳上料组件的立体示意图。
33.图7为本实用新型实施例第二分度盘与固定盘的局部结构示意图。
具体实施方式
34.如图1、图2所示,剃须刀头主要包括刀头外壳1、固定在刀头外壳1上的定刀片11、贴合在定刀片11上的动刀片12、用于将动刀片12压合在定刀片11上的压块13、设置在刀头外壳1内并将压块13扣压在刀头外壳1上的扭簧14、以及固定设置在刀头外壳1上的卡座15。
35.如图3、图7所示,剃须刀头自动装配线用刀头外壳上料机构,包括机架2、设置在机架2上的外壳输送组件、设置在机架2上间歇旋转的第二分度盘3以及设置在外壳输送组件一侧的外壳上料组件4,第二分度盘3上设有若干个等距设置的第二刀头夹具31,第二刀头夹具31内均设有供刀头外壳1容置的外壳容置槽32,外壳容置槽32内均设有外壳磁铁33,第二分度盘3内设有与机架2固定连接的固定盘34,第二分度盘3对应外壳输送组件的一端为外壳上料工位a,固定盘34对应外壳上料工位a内设有用于检测外壳容置槽32内刀头外壳1的外壳容置传感器35。
36.如图4、图5所示,外壳输送组件包括外壳输送架5、外壳送料架6与外壳振动盘7,外壳送料架6上设有外壳送料板61与外壳送料气缸62,所述外壳输送架5上设有与外壳振动发生器53连接的外壳振动板54,所述外壳振动板54上架设有外壳走料夹板51,所述外壳走料夹板51与外壳振动板54之间形成供刀头外壳1通过的外壳走料通道52,外壳走料通道52一端与外壳振动盘7连接,另一端与外壳送料板61连接,外壳送料板61与外壳走料通道52相抵设置,且开设有与外壳走料通道52相导通的外壳送料槽63,外壳送料气缸62带外壳送料槽63靠近或远离第二分度盘3,第二刀头夹具31间歇停留于外壳上料工位a内,外壳送料板61的两端均设有外壳纠偏气缸64,外壳纠偏气缸64的输送端均设有朝向外壳送料槽63设置的外壳纠偏杆641,外壳纠偏杆641与外壳送料板61平行,外壳纠偏气缸64带动外壳纠偏杆641对外壳送料槽63内的刀头外壳1定位纠偏,外壳送料架6远离外壳走料通道52一侧设有与外壳走料通道52对应设置的外壳挡板65,外壳挡板65高度高于外壳送料槽63,外壳送料板61上设有用于检测外壳送料槽63内刀头外壳1的外壳送料传感器66,外壳送料传感器66与外壳纠偏气缸64和或外壳送料气缸62电连接。
37.如图6所示,外壳上料组件4包括外壳上料架41以及将外壳送料槽63内的刀头外壳1转送至第二刀头夹具31上的外壳转料组件,外壳转料组件包括用于提取刀头外壳1的3个呈三角形分布的外壳转料吸盘42、驱动外壳转料吸盘42在外壳送料槽63与第二刀头夹具31之间来回往复位移的外壳横向驱动机构以及驱动外壳转料吸盘42轴向升降的外壳纵向驱动机构,外壳横向驱动机构包括外壳横向安装座43、设置于外壳横向安装座43一侧的外壳转料气缸44以及外壳吸盘安装板45,外壳转料吸盘42均设置于外壳吸盘安装板45上,外壳吸盘安装板45设置于外壳转料气缸44的输出端,进而带动外壳吸盘安装板45在外壳送料槽63与第二刀头夹具31之间来回往复移动,外壳纵向驱动机构包括设置在外壳吸盘安装板45与外壳横向安装座43之间的外壳纵向气缸46,外壳纵向气缸46的一端通过滑块导轨结构461与外壳横向安装座43连接,其输送端与外壳吸盘安装板45连接,外壳吸盘安装板45上设有三个呈三角形分布且与外壳转料吸盘42错位设置的外壳定位轴47,所述外壳定位轴47与外壳转料吸盘42平行设置。
38.如图3-图7所示,本实用新型的剃须刀头自动装配线用刀头外壳自动上料机构在使用过程中,其中第二分度盘3会带动第二刀头夹具31间歇转动,而刀头外壳1则统一放置到外壳振动盘7内,通过外壳振动盘7将其振动分筛后使刀头外壳1具有卡座15的一端朝上
且按预设方向呈统一状态进入到外壳走料通道52内,外壳振动发生器53用于驱动外壳走料通道52内的刀头外壳1持续往外壳送料板61处运动,当刀头外壳1进入到外壳送料板61处时,由于此时外壳送料槽63与外壳走料通道52相导通,故刀头外壳1会直接进入到外壳送料槽63内,并通过外壳挡板65避免刀头外壳1从外壳送料槽63远离外壳走料通道52脱出,当刀头外壳1会完全进入到外壳送料槽63内后,外壳送料传感器66会检测到刀头外壳1完全进入到外壳送料槽63内,此时外壳送料槽63两侧的外壳纠偏气缸64会驱动外壳纠偏杆641对外壳送料槽63内刀头外壳1纠偏定位,同时避免刀头外壳1在送料时从外壳送料槽63脱出,同时外壳送料气缸62也将驱动外壳送料板61将刀头外壳1朝着第二分度盘3的运送,且由于外壳送料板61的移动,使外壳走料通道52与外壳送料板61相抵不能前进,实现刀头外壳1的逐个送料,同时外壳纠偏气缸64解除对刀头外壳1表面的固定,方便后续转料,此时第二分度盘3带动第二刀头夹具31进入到外壳上料工位a内,外壳纵向气缸46驱动外壳转料吸盘62下移与刀头外壳1贴合,外壳转料吸盘62产生负压进而吸附组刀头外壳1,外壳纵向气缸46在上移并被外壳转料气缸44带动移动至第二刀头夹具31上方,然后通过外壳纵向气缸46将刀头外壳1放与第二刀头夹具31内,此时外壳转料吸盘62取消负压或吹气,同时外壳定位轴47会辅助外壳转料吸盘62刀头外壳1置于将外壳容置槽32内,固定盘34的的外壳容置传感器35将检测到外壳容置槽32内刀头外壳1,完成刀头外壳1自动上料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1