一种自动化铜板剪切机的制作方法
1.本实用新型涉及铜板的加工技术领域,具体涉及一种自动化铜板剪切机。
背景技术:
2.采用氧化铍碳热还原法生产铜-铍中间合金的过程中,需要将铜板切成小块,而目前现有的铜板大多数是呈方形结构,采用现有的剪切设备大多只能先将其切成长块,再将长块切成小块,流程繁琐。此外,现有的铜板输入剪切设备的传动方式大多分为两种:第一种是直接放在转动的辊轴上;第二种是固定在滚珠丝杠上进行传送。第一种方式铜板与辊轴之间容易形成相对运动,导致铜板的进给缺乏动力,进给困难。第二种方式的滚珠丝杠只能进行单次进给,无法进行连续的传输,效率交底。
技术实现要素:
3.本实用新型提供了一种自动化铜板剪切机,能够一次剪切便能将方形的铜板剪切成小块,且铜板的进给动力充足且能够实现连续传输,效率高。
4.本实用新型通过下述技术方案实现:
5.一种自动化铜板剪切机,包括冲压机本体及进给装置,所述冲压机本体的上模包括剪切刀,所述剪切刀包括横向刀片及与所述横向刀片垂直设置并等间距布置的若干纵向刀片,所述纵向刀片的间距与待切成的小块的横向长度相对应;所述冲压机本体的下模包括与所述剪切刀相适配的凹槽;所述进给装置包括架体及安装于所述架体的若干辊轴组,每个所述辊轴组包括升降组件、以及一对上下布置的第一辊轴和第二辊轴,所述第一辊轴和第二辊轴之间设有铜板的插入空间,且所述第一辊轴和第二辊轴均能够主动驱动并带动所述铜板向所述凹槽的顶面进给,所述第二辊轴位于所述第一辊轴的正下方且所述第二辊轴竖向滑动安装于所述架体上;所述升降组件的驱动端与所述第二辊轴的两端连接,以实现所述第二辊轴的上下滑动。
6.本实用新型的工作原理如下:
7.本实用新型的自动化铜板剪切机包括冲压机本体及进给装置,通过在冲压机本体上安装剪切刀及对应的凹槽,使得本冲压机一次便能够直接将方形铜板剪切为小块,无需先剪切为长块再剪切为小块,流程简便;此外,通过进给装置的若干辊轴组来实现铜板的进给,将铜板直接插入第一辊轴和第二辊轴之间的插入空间内,通过第一辊轴和第二辊轴的驱动来带动,并可通过升降组件调节插入空间的高度,从而能够适用于不同厚度的铜板,本进给装置动力充足并且多块铜板可以进行连续插入,剪切效率高。
8.进一步地,所述插入空间的横向宽度与铜板的横向宽度相适配。
9.如此设置,插入空间与架体配合,使得铜板限制在辊轴的两端之间,避免在传输过程中出现偏移而影响剪切质量。
10.进一步地,所述进给装置还包括放置台,所述放置台设置于所述插入空间进给位置之前,且所述放置台的顶面与所述插入空间的底面相平齐。
11.如此设置,向进给装置插入铜板时,可将铜板直接放在放置台上推入,插入简便。
12.进一步地,所述升降组件包括液压缸或气缸。
13.进一步地,所述冲压机本体的下模设有容纳槽,所述容纳槽与所述凹槽邻近设置并用于接收已完成切割的小块铜板。
14.如此设置,在冲压机本体完成切割后,通过铜板的未切割部分直接推入容纳槽中进行收集,避免堆积。
15.进一步地,所述自动化铜板剪切机还包括传输装置,所述传输装置的一端设置于所述容纳槽内。
16.如此设置,传输装置能够将小块的铜板自动传输至目标地进行收集,进一步避免小块铜板在冲压机本体堆积。
17.本实用新型与现有技术相比,具有如下的优点和有益效果:
18.本实用新型的自动化铜板剪切机包括冲压机本体及进给装置,通过在冲压机本体上安装剪切刀及对应的凹槽,使得本冲压机一次便能够直接将方形铜板剪切为小块,无需先剪切为长块再剪切为小块,流程简便;此外,通过进给装置的若干辊轴组来实现铜板的进给,将铜板直接插入第一辊轴和第二辊轴之间的插入空间内,通过第一辊轴和第二辊轴的驱动来带动,并可通过升降组件调节插入空间的高度,从而能够适用于不同厚度的铜板,本进给装置动力充足并且多块铜板可以进行连续插入,剪切效率高。
附图说明
19.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
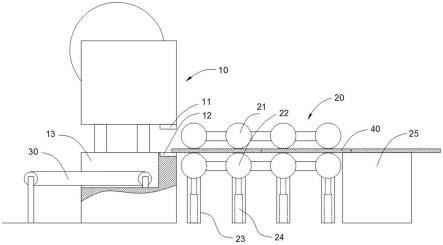
20.图1为本实用新型实施例自动化铜板剪切机的结构示意图;
21.图2为图1中进给装置的左视图;
22.图3为本实用新型实施例剪切刀的结构示意图。
23.附图中标记及对应的零部件名称:
24.10-冲压机本体;11-剪切刀;12-凹槽;111-横向刀片;112-纵向刀片;13-容纳槽;20-进给装置;21-第一辊轴;22-第二辊轴;23-架体;24-升降组件;25-放置台;30-传输装置;40
‑ꢀ
铜板。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
26.实施例
27.如图1至图3所示,一种自动化铜板剪切机,包括冲压机本体10及进给装置20。所述冲压机本体10的上模包括剪切刀11,所述剪切刀11包括横向刀片111及与所述横向刀片111 垂直设置并等间距布置的若干纵向刀片112,所述纵向刀片112的间距与待切成的小块的横向长度相对应。所述冲压机本体10的下模包括与所述剪切刀11相适配的凹槽12。这里,冲压机本体10一般包括上模、上基座、下模、下基座,上基座与下基座之间通过导柱连接,上基座
连接有曲柄滑块机构或液压驱动机构以实现上基座的上下滑动。这里,横向指的是垂直于铜板40的进给方向,纵向是平行于铜板40的进给方向。
28.所述进给装置20包括架体23及安装于所述架体23的若干辊轴组,每个所述辊轴组包括升降组件24、以及一对上下布置的第一辊轴21和第二辊轴22,所述第一辊轴21和第二辊轴 22之间设有铜板40的插入空间,且所述第一辊轴21和第二辊轴22均能够主动驱动并带动所述铜板40向所述凹槽12的顶面进给,所述第二辊轴22位于所述第一辊轴21的正下方且所述第二辊轴22竖向滑动安装于所述架体23上。所述升降组件24的驱动端与所述第二辊轴 22的两端连接,以实现所述第二辊轴22的上下滑动。这里,铜板40正好能够位于剪切刀11 与凹槽12之间,将铜板40切成预设宽度的小块。例如,在架体23开设竖直滑槽,第二辊轴 22通过滑块安装在滑槽中,然后升降组件24的驱动端与滑块连接驱动第二辊轴22升降,来调节插入空间的高度。例如,可通过调节第一辊轴21和第二辊轴22的转速、以及冲压机本体10的冲压周期来调节剪切的铜块的纵向长度。
29.本实用新型的工作原理如下:
30.本实用新型的自动化铜板剪切机包括冲压机本体10及进给装置20,通过在冲压机本体 10上安装剪切刀11及对应的凹槽12,使得本冲压机一次便能够直接将方形铜板40剪切为小块,无需先剪切为长块再剪切为小块,流程简便;此外,通过进给装置20的若干辊轴组来实现铜板40的进给,将铜板40直接插入第一辊轴21和第二辊轴22之间的插入空间内,通过第一辊轴21和第二辊轴22的驱动来带动,并可通过升降组件24调节插入空间的高度,从而能够适用于不同厚度的铜板40,本进给装置20动力充足并且多块铜板40可以进行连续插入,剪切效率高。
31.进一步地,所述插入空间的横向宽度与铜板40的横向宽度相适配。如此设置,插入空间与架体23配合,使得铜板40限制在辊轴的两端之间,避免在传输过程中出现偏移而影响剪切质量。这里,横向宽度指的是垂直于进给方向的长度。
32.进一步地,所述进给装置20还包括放置台25,所述放置台25设置于所述插入空间进给位置之前,且所述放置台25的顶面与所述插入空间的底面相平齐。如此设置,向进给装置 20插入铜板40时,可将铜板40直接放在放置台25上推入,插入简便。
33.进一步地,所述升降组件24包括液压缸或气缸。
34.进一步地,所述冲压机本体10的下模设有容纳槽13,所述容纳槽13与所述凹槽12邻近设置并用于接收已完成切割的小块铜板。如此设置,在冲压机本体10完成切割后,通过铜板40的未切割部分直接推入容纳槽13中进行收集,避免堆积。
35.进一步地,所述自动化铜板剪切机还包括传输装置30,所述传输装置30的一端设置于所述容纳槽13内。如此设置,传输装置30能够将小块的铜板40自动传输至目标地进行收集,进一步避免小块铜板在冲压机本体10堆积。
36.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1