超快激光逐层钻孔系统及装置的制作方法
1.本实用新型涉及激光钻孔设备技术领域,具体涉及超快激光逐层钻孔系统及装置。
背景技术:
2.激光钻孔是激光和物质相互作用的热物理过程,它是由激光光束特性(包括激光的波长、脉冲宽度、光束发散角、聚焦状态等)和物质的诸多热物理特性决定的,激光钻孔利用高功率密度激光束照射被加工材料,使材料很快被加热至汽化温度,蒸发形成孔洞。
3.现有的超快激光逐层钻孔系统及装置在使用中不具备自动定位功能,例如申请号为cn201920603354.3公开的高精密度的激光钻孔机,现有的钻孔装置需要先在待钻孔的工件上进行划线标点,用以标示出需钻孔的位置,再由钻孔头的对准工件进行钻孔工作,操作麻烦,同时现有的钻孔装置不能对工件进行定位夹持,由此不能够防止工件出现偏移导致钻孔位置出现错误的现象,从而降低了工件的加工合格率。
4.因此,本发明超快激光逐层钻孔系统及装置来解决上述问题很有必要。
技术实现要素:
5.本实用新型的目的是提供超快激光逐层钻孔系统及装置,以解决技术中不具备自动定位功能的问题,现有的钻孔装置需要先在待钻孔的工件上进行划线标点,用以标示出需钻孔的位置,再由钻孔头的对准工件进行钻孔工作,操作麻烦,同时现有的钻孔装置不能对工件进行定位夹持,由此不能够防止工件出现偏移导致钻孔位置出现错误的现象,从而降低了工件的加工合格率。
6.为了实现上述目的,本实用新型提供如下技术方案:超快激光逐层钻孔系统及装置,包括机体、横向滑动机构、气动机构、激光钻孔头和底座,所述机体的上方设置有支撑柱,所述横向滑动机构的上方设置有气动机构,所述气动机构的前侧设置有升降器,所述升降器的下方设置有激光钻孔头,所述激光钻孔头的前侧设置有红外线定位器,所述激光钻孔头与红外线定位器之间相互平行,所述机体的上方设置有显示器,所述底座的左侧表面设置有控制器,所述底座的后端设置有驱动电机,所述驱动电机的上方设置有锥形轮,所述锥形轮的右侧连接有双头螺杆。
7.优选的,所述机体的底部固定安装有支脚,所述支脚设置有6个,所述支脚与机体之间相互垂直。
8.优选的,所述支撑柱设置有2个,所述支撑柱的前端设置有横向滑动机构,所述支撑柱与机体之间相互垂直。
9.优选的,所述机体的左侧设置有底座,所述底座的上方设置有支撑杆,所述支撑杆设置有4个,所述支撑杆与底座之间相互垂直。
10.优选的,所述支撑杆的上方设置有工作台,所述工作台呈矩形结构设计而成,所述工作台与支撑杆之间相互垂直。
11.优选的,所述双头螺杆上设置有螺纹套,所述双头螺杆与螺纹套之间为螺纹连接,所述螺纹套设置有2个,所述双头螺杆的一侧设置有滑杆。
12.优选的,所述滑杆上设置有滑套,所述滑杆与滑套之间为滑动连接,所述滑套设置有2个,所述螺纹套与滑套上方设置有连接板。
13.优选的,所述连接板之间设置有定位板,所述定位板设置有2个,所述定位板关于工作台之间相互中心对称,所述连接板与工作台的接触位置开设有滑槽。
14.在上述技术方案中,本实用新型提供的技术效果和优点:
15.1、通过红外线定位器的设置,当需要对工件进行确认位置来进行钻孔工作时,通过红外线定位器射出的红光线对工件的打孔位置进行照射定位,然后再将位置信息通过信号传输器输送至激光钻孔头处,由此激光钻孔头便可对指定的位置进行钻孔工作,从而有效保证钻孔位置的精确度,保证了定位精准性,提高了打孔时的精确度;
16.2、通过定位板的设置,当需要钻孔的工作放置在工作台上时,通过驱动电机能够带动双头螺杆进行转动,而螺纹套在双头螺杆和滑套的作用下可带动定位板进行左右移动,从而使得定位板可同时靠近或者远离工件,当定位板靠近工件时能对工件进行夹持定位,能够避免根据钻孔时偏移位置,导致工件钻孔错误,降低了工件的合格率。
附图说明
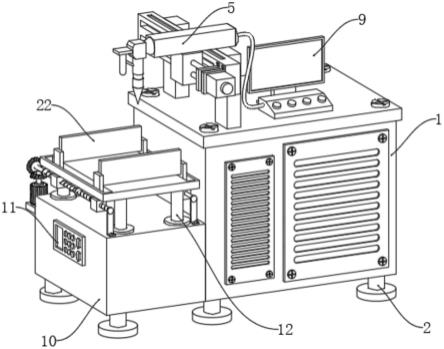
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型的横向滑动机构与气动机构立体结构示意图;
19.图3为本实用新型的激光钻孔头立体结构示意图;
20.图4为本实用新型的红外线定位器立体结构示意图;
21.图5为本实用新型的双头螺杆与螺纹套立体结构示意图;
22.图6为本实用新型的连接板与滑槽立体结构示意图。
23.附图标记说明:
24.1、机体;2、支脚;3、支撑柱;4、横向滑动机构;5、气动机构;6、升降器;7、激光钻孔头;8、红外线定位器;9、显示器;10、底座;11、控制器;12、支撑杆;13、工作台;14、驱动电机;15、锥形轮;16、双头螺杆;17、螺纹套;18、滑杆;19、滑套;20、连接板;21、滑槽;22、定位板。
具体实施方式
25.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
26.本实用新型提供了如图1-6所示的超快激光逐层钻孔系统及装置,包括机体1、横向滑动机构4、气动机构5、激光钻孔头7和底座10,机体1的上方设置有支撑柱3,横向滑动机构4的上方设置有气动机构5,气动机构5的前侧设置有升降器6,升降器6的下方设置有激光钻孔头7,激光钻孔头7的前侧设置有红外线定位器8,激光钻孔头7与红外线定位器8之间相互平行,机体1的上方设置有显示器9,底座10的左侧表面设置有控制器11,底座10的后端设置有驱动电机14,驱动电机14的上方设置有锥形轮15,锥形轮15的右侧连接有双头螺杆16。
27.机体1的底部固定安装有支脚2,支脚2设置有6个,支脚2与机体1之间相互垂直,支撑柱3设置有2个,支撑柱3的前端设置有横向滑动机构4,支撑柱3与机体1之间相互垂直。
28.机体1的左侧设置有底座10,底座10的上方设置有支撑杆12,支撑杆12设置有4个,支撑杆12与底座10之间相互垂直,支撑杆12的上方设置有工作台13,工作台13呈矩形结构设计而成,工作台13与支撑杆12之间相互垂直。
29.双头螺杆16上设置有螺纹套17,双头螺杆16与螺纹套17之间为螺纹连接,螺纹套17设置有2个,双头螺杆16的一侧设置有滑杆18,滑杆18上设置有滑套19,滑杆18与滑套19之间为滑动连接,滑套19设置有2个,螺纹套17与滑套19上方设置有连接板20,连接板20之间设置有定位板22,定位板22设置有2个,定位板22关于工作台13之间相互中心对称,连接板20与工作台13的接触位置开设有滑槽21。
30.本实用新型工作原理:
31.参照说明书附图1-6,在使用本装置时,首先通过支脚2将钻孔装置稳固放置在合适的位置处,再将需要钻孔的工件放置在工作台13上,然后通过控制器11打开驱动电机14,通过驱动电机14能够带动双头螺杆16进行转动,使得螺纹套17在双头螺杆16的带动下进行转动,而螺纹套17与滑套19相连接,所以通过滑套19与螺纹套17能够带动定位板22进行左右移动,从而使得定位板22可同时靠近或者远离工件,当定位板22靠近工件时能对工件进行夹持定位,能够避免根据钻孔时工件偏移位置,导致工件钻孔错误。
32.参照说明书附图1-6,在使用本装置时,而当定位板22限位定位好待钻孔工件时,便可通过显示器9和控制器11来打开横向滑动机构4和气动机构5,通过横向滑动机构4能够带动激光钻孔头7进行左右位置的调节,同时气动机构5和升降器6能够来控制激光钻孔头7和红外线定位器8前后位置和上下高度的调节,而当需要对工件进行确认位置来进行钻孔工作时,通过红外线定位器8射出的红光线对工件的打孔位置进行照射定位,然后再将位置信息通过信号传输器输送至激光钻孔头7处,使得激光钻孔头7接收信号,由此激光钻孔头7便可对指定的位置进行钻孔工作,从而有效保证钻孔位置的精确度,从而实现了钻孔装置对工件的钻孔工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1