一种锂电池外壳自定位焊接装置的制作方法
1.本实用新型涉及自定位焊接装置技术领域,具体为一种锂电池外壳自定位焊接装置。
背景技术:
2.锂电池外壳用来对内部的锂电池进行保护,使锂电池不会受到损坏,锂电池外壳在进行生产时,会进行焊接,是通过超声波的方式,使工件表面及分子间的摩擦使传递到接口的温度升高,到达工件的熔点时,使工件的接口迅速熔化,进行焊接。
3.现有的锂电池外壳自定位焊接装置存在的缺陷是:
4.1、专利文件cn214082902u公开了一种双焊接头的超声波塑料焊接设备,“包括第一超声波塑料焊接头、第二超声波塑料焊接头和控制箱,第二超声波塑料焊接头和控制箱的外壁共同固定连接有壳体,壳体的外壁开设有与控制箱相配合的安装孔,第二超声波塑料焊接头的顶部活动连接有工作台,工作台的下表面与壳体的上表面固定连接,工作台的上表面开设有固定通孔,且固定通孔的孔壁固定连接有电动推杆。本实用新型能够有效提高超声波塑料焊接设备焊接塑料的效率和便捷性,也能够有效提高超声波塑料焊接设备放置稳定性和散热效率,避免超声波塑料焊接设备工作时发生意外情况,提高了超声波塑料焊接设备工作的安全可靠性,”但是该焊接装置,不便于进行自动定位,会使外壳的位置放置的不够准确。
技术实现要素:
5.本实用新型的目的在于提供一种锂电池外壳自定位焊接装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种锂电池外壳自定位焊接装置,包括焊接台、支撑柱和安装壳,所述焊接台的一侧安装有安装杆,焊接台的顶部安装有支撑柱,所述支撑柱的顶端安装有驱动箱,所述驱动箱的底部活动安装有移动杆;
7.所述安装壳的底部安装有工业相机;
8.所述安装壳的这个门面安装有警示壳,所述警示壳的正面安装有警示牌。
9.优选的,所述焊接台的正面安装有控制按钮。
10.优选的,所述安装杆的顶端安装有定位屏。
11.优选的,所述驱动箱的顶端贯穿安装有气压缸,且气压缸的输出端与移动杆的顶端相连接,驱动箱的正面安装有操控面板。
12.优选的,所述移动杆的底端安装有连接杆,且连接杆的底端与安装壳的顶部相连接。
13.优选的,所述安装壳的底部安装有焊接头,且焊接头位于工业相机的一侧。
14.优选的,所述警示壳的内部安装有警示灯。
15.与现有技术相比,本实用新型的有益效果是:
16.1、本实用新型通过在焊接台的一侧安装有安装杆,安装杆的顶端安装有定位屏,同时在安装壳的底部安装有工业相机,工业相机可以对工件摆放的位置进行拍摄,工业相机与定位屏电性连接,工业相机拍摄的工业位置,会通过定位屏进行显示,工作人员在放置外壳时可以通过观察定位屏来进行放置,从而使外壳放置的更加准确。
17.2、本实用新型通过在安装壳的正面安装有警示壳的内部安装有警示灯,同时在警示壳的正面安装有警示牌,警示灯与该装置中的控制系统电性连接,当该装置工作时,警示灯亮起,从而将警示牌照亮,起到警示的作用,可以防止该装置在进行工作时,有其他人员对该装置进行触碰,从而造成危险,通过安装警示装置,使该装置在运行时更加安全。
附图说明
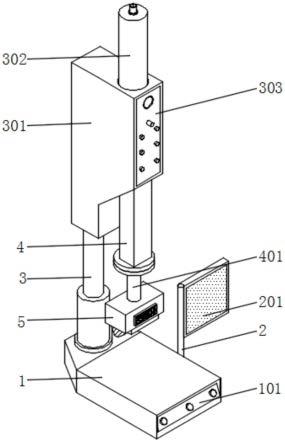
18.图1为本实用新型的立体图;
19.图2为本实用新型的焊接台结构示意图;
20.图3为本实用新型的安装壳结构示意图;
21.图4为本实用新型的警示壳结构示意图。
22.图中:1、焊接台;101、控制按钮;2、安装杆;201、定位屏;3、支撑柱;301、驱动箱;302、气压缸;303、操控面板;4、移动杆;401、连接杆;5、安装壳;501、工业相机;502、焊接头;6、警示壳;601、警示牌;602、警示灯。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
26.请参阅图1-2,本实用新型提供的一种实施例:一种锂电池外壳自定位焊接装置;
27.包括焊接台1、安装杆2、支撑柱3和移动杆4,焊接台1的一侧安装有安装杆2,焊接台1的正面安装有控制按钮101,安装杆2的顶端安装有定位屏201,焊接台1的顶部安装有支撑柱3,支撑柱3的顶端安装有驱动箱301,驱动箱301的顶端贯穿安装有气压缸302,且气压缸302的输出端与移动杆4的顶端相连接,驱动箱301的正面安装有操控面板303,驱动箱301的底部活动安装有移动杆4,移动杆4的底端安装有连接杆401,且连接杆401的底端与安装
壳5的顶部相连接,焊接台1为安装杆2提供安装位置,使其能够进行安装,同时也用来放置工件,控制按钮101用来控制该装置的高度,控制按钮101与气压缸302的气压系统相连接,安装杆2为定位屏201提供安装位置,使其能够进行安装,定位屏201起到显示的作用,用来对工业相机501拍摄的画面进行显示,方便工作人员将外壳放置在准确的位置,支撑柱3为驱动箱301提供安装位置,使其能够进行安装,驱动箱301为超声波焊接驱动机构提供安装位置,气压缸302可以将气压能转化为动能,从而带动移动杆4进行移动,为移动杆4的移动提供动力,操控面板303用来对超声波焊接进行控制,移动杆4为通过移动可以带动安装壳5进行移动,连接杆401起到连接的作用,使安装壳5能够进行安装。
28.请参阅图3,本实用新型提供的一种实施例:一种锂电池外壳自定位焊接装置;
29.包括安装壳5,安装壳5的底部安装有工业相机501,安装壳5的底部安装有焊接头502,且焊接头502位于工业相机501的一侧,安装壳5为焊接头502和工业相机501提供安装位置,使其能够进行安装,工业相机501可以对放置的外壳进行照射,从而对外壳进行定位,然后将拍摄的画面传输到定位屏201上,焊接头502是通过换能系统,通过工件表面及分子间的摩擦使传递到接口的温度升高,到达工件的熔点时,使工件的接口迅速熔化,进行焊接。
30.请参阅图4,本实用新型提供的一种实施例:一种锂电池外壳自定位焊接装置;
31.包括警示壳6,安装壳5的这个门面安装有警示壳6,警示壳6的正面安装有警示牌601,警示壳6的内部安装有警示灯602,警示壳6为警示牌601和警示灯602提供安装位置,使其能够进行安装,警示牌601上有警示文字,起到警示的作用,然后再通过警示灯602通电之后将电能转化为光能,将警示牌601照亮,可以很好的起到警示的作用,使该装置在进行工作时避免有人对其进行触碰,使该装置更加安全,避免造成危险事故的发生。
32.工作原理:在使用锂电池外壳自定位焊接装置前,应先检查该锂电池外壳自定位焊接装置是否存在影响使用的问题,首先将锂电池外壳自定位焊接装置放置到需要进行使用的位置,将需要焊接的外壳,放置在焊接台1上,先通过工业相机501和定位屏201进行定位,定位之后,气压缸302提供动力,使焊接头502向下进行移动与外壳相接触,通过工件表面及分子间的摩擦使传递到接口的温度升高,到达工件的熔点时,使工件的接口迅速熔化,进行焊接。
33.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1