一种快速更换冲头的小冲孔模具的制作方法
:
1.本实用新型涉及一种快速更换冲头的小冲孔模具。
背景技术:
2.在进行冲压时一定需要使用冲头,需要冲出什么形状的物品,都是由冲头和模具配合而成的,如何能够快速的更换冲头和模具是需要解决的问题。
3.现有的一种快速更换冲头的小冲孔模具(专利号:cn201820977212.9),包括上模及下模,所述下模包括下模板,所述上模内部设有一冲针,所述冲针的顶部安装于所述上模内部,所述冲针的底部外露于所述上模的底面下方;所述上模由上至下包括垫板、夹板、脱背板及脱板,所述夹板的中部设有第一通孔、所述脱背板上设有让位孔,所述脱板上设有第二通孔,所述第一通孔、让位孔及第二通孔相连通,所述第一通孔内安装有夹板入子,所述第二通孔内安装有脱板入子,所述冲针顶部安装于所述夹板入子内,所述冲针的底部依次穿过所述让位孔及所述脱板入子外露于所述脱板的底面下方。本实用新型提高了冲针的更换效率及更换便利性。
4.此专利存在的缺点是只有2个孔位,通过2个孔位、孔位没有可以变换的部分,无法实现小冲孔模具的快速变换,夹板入子也没有可变换的部分,无法实现快速更换冲头的目的。
技术实现要素:
5.本实用新型的目的是提供一种能够快速更换冲头和小冲孔模具,使用效果好的一种快速更换冲头的小冲孔模具。
6.上述的目的通过以下的技术方案实现:
7.一种快速更换冲头的小冲孔模具,其组成包括:冲压床本体,所述的冲压床本体具有冲头固定套,所述的冲头固定套的内上部开有左横v形卡槽和右横v形卡槽,所述的左横v形卡槽与所述的右横v形卡槽相对设置,所述的冲头固定套紧配合插入差杆柱,所述的差杆柱的底部连接冲头,所述的差杆柱开有左凹槽和右凹槽,所述的左凹槽的底部插入连接左弹性柱,所述的左弹性柱连接左横v形卡件,所述的左横v形卡件卡入所述的左横v形卡槽固定,所述的右凹槽的底部插入连接右弹性柱,所述的右弹性柱连接右横v形卡件,所述的右横v形卡件卡入所述的右横v形卡槽固定。
8.优选的,所述的一种快速更换冲头的小冲孔模具,所述的差杆柱的左侧连接左下压横杆,所述的差杆柱的右侧连接右下压横杆,所述的左下压横杆位于所述的冲头固定套的下部,所述的右下压横杆位于所述的冲头固定套的下部,所述的左下压横杆的外侧连接左手球,所述的右下压横杆的外侧连接右手球。
9.优选的,所述的一种快速更换冲头的小冲孔模具,所述的冲压床本体具有工作台,所述的工作台开有梯形通槽,所述的梯形通槽的左侧和右侧均封闭,所述的梯形通槽内紧配合装入梯形滑块,所述的梯形滑块在所述的梯形通槽内滑动调节。
10.优选的,所述的一种快速更换冲头的小冲孔模具,所述的梯形滑块之间通过模具板连接,所述的模具板开有一组横向排列的模具孔,所述的模具孔的直径从小到大排列,所述的模具孔具有左侧的3个固定尺寸模具孔,所述的模具孔具有右侧的3个可变尺寸模具孔。
11.优选的,所述的一种快速更换冲头的小冲孔模具,所述的可变尺寸模具孔连接左前插槽、右前插槽、后插槽,所述的左前插槽、所述的右前插槽、所述的后插槽呈三角形设置,所述的可变尺寸模具孔内紧配合插入模具套,所述的模具套连接左前插板、右前插板、后插板,所述的左前插板插入所述的左前插槽内固定、所述的右前插板插入所述的右前插槽内固定、所述的后插板插入所述的后插槽内固定。
12.有益效果:
13.1.本实用新型的冲头通过差杆柱插入冲头固定套内进行替换,通过左横v形卡件卡入左横v形卡槽内、右横v形卡件卡入右横v形卡槽内固定住,只需要用力插入或用力拔出即可,简单方便。
14.2.本实用新型的左弹性柱既能够连接左横v形卡件又能够带动左横v形卡件变换位置、右弹性柱既能够连接右横v形卡件又能够带动右横v形卡件变换位置,给差杆柱插入冲头固定套内固定提供了保证。
15.3.本实用新型的模具孔既有固定尺寸模具孔也有可变尺寸模具孔,既能够用于不变的模具使用,也能够根据需要调解着使用,使用既灵活又方便。
16.4.本实用新型的可变尺寸模具孔通过模具套进行调节,能够变换出不同尺寸的模具孔,使用非常方便。
附图说明:
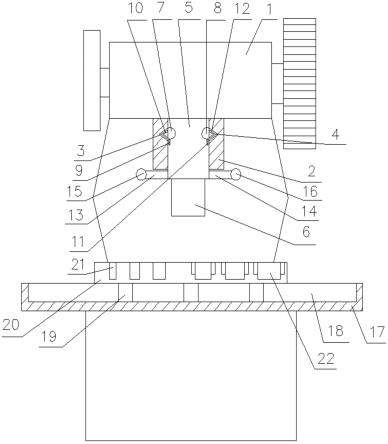
17.附图1是本产品的结构示意图。
18.附图2是附图1的俯视图。
19.附图3是本产品工作台的局部放大示意图。
具体实施方式:
20.下面将结合本实用新型的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
21.一种快速更换冲头的小冲孔模具,其组成包括:冲压床本体1,所述的冲压床本体具有冲头固定套2,所述的冲头固定套的内上部开有左横v形卡槽3和右横v形卡槽4,所述的左横v形卡槽与所述的右横v形卡槽相对设置,所述的冲头固定套紧配合插入差杆柱5,所述的差杆柱的底部连接冲头6,差杆柱、冲头为一体结构,插入、取出都方便,替换冲头效果好、方便,所述的差杆柱开有左凹槽7和右凹槽8,所述的左凹槽的底部插入连接左弹性柱9,所述的左弹性柱连接左横v形卡件10,左横v形卡件在差杆柱插入冲头固定套内时能够挤入左凹槽内,确保差杆柱能够顺利的插入冲头固定套内,确保冲头替换速度快、固定牢固,所述的左横v形卡件卡入所述的左横v形卡槽固定,所述的右凹槽的底部插入连接右弹性柱11,所述的右弹性柱连接右横v形卡件12,右横v形卡件在差杆柱插入冲头固定套内时能够挤入右凹槽内,确保差杆柱能够顺利的插入冲头固定套内,确保冲头替换速度快、固定牢固,所
述的右横v形卡件卡入所述的右横v形卡槽固定。
22.所述的差杆柱的左侧连接左下压横杆13,所述的差杆柱的右侧连接右下压横杆14,所述的左下压横杆位于所述的冲头固定套的下部,所述的右下压横杆位于所述的冲头固定套的下部,所述的左下压横杆的外侧连接左手球15,所述的右下压横杆的外侧连接右手球16。左下压横杆、左手球、右下压横杆、右手球能够给差杆柱插入、取出冲头固定套内提供助力,给冲头的快速替换提供了保证。
23.所述的冲压床本体具有工作台17,所述的工作台开有梯形通槽18,所述的梯形通槽的左侧和右侧均封闭,所述的梯形通槽内紧配合装入梯形滑块19,所述的梯形滑块在所述的梯形通槽内滑动调节。给模具板位置的变换提供了保证,并且方便调节模具板的位置。
24.所述的梯形滑块之间通过模具板20连接,所述的模具板开有一组横向排列的模具孔,所述的模具孔的直径从小到大排列,所述的模具孔具有左侧的3个固定尺寸模具孔21,固定尺寸模具孔方便与冲头配合使用,所述的模具孔具有右侧的3个可变尺寸模具孔22,可变尺寸模具孔给模具孔的调节提供了保证,方便能够冲出不同尺寸的冲件的使用需求,使用非常灵活。
25.所述的可变尺寸模具孔连接左前插槽23、右前插槽24、后插槽25,所述的左前插槽、所述的右前插槽、所述的后插槽呈三角形设置,所述的可变尺寸模具孔内紧配合插入模具套26,所述的模具套连接左前插板27、右前插板28、后插板29,所述的左前插板插入所述的左前插槽内固定、所述的右前插板插入所述的右前插槽内固定、所述的后插板插入所述的后插槽内固定,确保替换模具套时方便,并且替换模具套之后牢固。
26.模具套具有起套圈30,用刀尖插入起套圈的底部,向上用力起出模具套。
27.工作原理:
28.选取需要的冲头,将差杆柱用力插入冲头固定套内,通过左横v形卡件卡入左横v 形卡槽内固定、右横v形卡件卡入右横v形卡槽内固定。
29.在需要使用不同形状的模具时,将模具套插入可变尺寸模具孔内通过左前插板插入左前插槽内、右前插板插入右前插槽内、后插板插入后插槽内固定住。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1