一种用于加工吊扇灯壳体中圈的设备的制作方法
一种用于加工吊扇灯壳体中圈的设备
【技术领域】
1.本实用新型涉及一种用于加工吊扇灯壳体中圈的设备。
背景技术:
2.吊扇灯通常包括与天花板相对固定连接的吊杆组件、与吊杆组件下端连接的电机、与电机连接且被电机带动转动的若干片叶片以及灯具组件。如今为了便于安装叶片,吊扇灯壳体中圈周壁上开设有用于供叶片连接端进入而与电机连接的避让孔槽。
3.目前对吊扇灯壳体中圈上的避让孔槽的加工通常采用冲压装置以在吊扇灯壳体中圈周壁上冲压出避让孔槽,但是,采用冲压装置存在加工成本高和模具维修频繁的缺陷,例如一套冲压装置只能冲压出单一规格大小的避让孔槽,若需要冲压出不同规格大小的避让孔槽则需要多套冲压装置;另外采用冲压装置还存在工伤风险系数大、加工效率低和噪音大的问题。
4.为此,本实用新型即针对上述问题而研究提出。
技术实现要素:
5.本实用新型目的是克服了现有技术的不足,提供一种用于加工吊扇灯壳体中圈的设备,可以改善现有技术存在的问题,能够根据所需求的避让孔槽规格大小进行切割,具有提高产品质量及生产效率的特点,另外还具有加工成本低的优点。
6.本实用新型还提供一种用于加工吊扇灯壳体中圈的工艺,由于采用一种用于加工吊扇灯壳体中圈的设备,为此具有提高产品质量和加工成本低的特点。
7.本实用新型是通过以下技术方案实现的:
8.一种用于加工吊扇灯壳体中圈的设备,包括机架1,所述机架1上设有能相对机架1转动且用于定位吊扇灯壳体中圈100的定位组件,所述机架1上设有用于驱使定位组件带动吊扇灯壳体中圈100相对机架1转动的第一驱动组件2;还包括能沿机架1z轴方向升降且用于顶压吊扇灯壳体中圈100上端以配合定位组件夹紧吊扇灯壳体中圈100的压板5,所述压板5配合定位组件夹紧吊扇灯壳体中圈100时,所述压板5可随定位组件转动,所述机架1上设有用于驱使压板5升降的压板升降组件4;所述机架1上且位于定位组件旁设有用于在吊扇灯壳体中圈100周壁上激光切割出避让孔槽120的激光切割器7,所述激光切割器7与机架1之间设有用于驱使激光切割器7活动的第二驱动装置6。
9.如上所述一种用于加工吊扇灯壳体中圈的设备,所述定位组件包括能相对机架1转动且用于定位吊扇灯壳体中圈100的定位座3,所述定位座3上设有用于进入吊扇灯壳体中圈100上的定位孔110内以使得吊扇灯壳体中圈100相对定位座3定位的定位杆31;所述第一驱动组件2用于驱使定位座3转动。
10.如上所述一种用于加工吊扇灯壳体中圈的设备,所述第一驱动组件2包括设在机架1上的第一驱动电机21,所述第一驱动电机21的转动轴上连接有减速机22,所述减速机22的输出轴通过连轴器23连接有能被第一驱动电机21驱动以相对机架1转动的连接盘24,所
述定位座3相对固定连接在连接盘24上。
11.如上所述一种用于加工吊扇灯壳体中圈的设备,所述连接盘24与定位座3之间设有定位卡盘25,所述定位卡盘25与连接盘24相对固定连接,所述定位卡盘25上的若干卡爪对定位座3进行装夹。
12.如上所述一种用于加工吊扇灯壳体中圈的设备,所述压板升降组件4包括设在机架1上的压板升降气缸41和连接在压板升降气缸41的气缸杆上的横向连板42,所述压板5通过竖向连杆43连接于横向连板42一端上,所述竖向连杆43上端与横向连板42相对固定连接,所述竖向连杆43下端与压板5转动连接;所述横向连板42与机架1之间设有连板导向组件44。
13.如上所述一种用于加工吊扇灯壳体中圈的设备,所述连板导向组件44包括两竖直且平行地设在机架1上的连板导向杆441和可分别滑动地套设于相应连板导向杆441上的连板导向套442,所述连板导向套442与横向连板42固定连接。
14.如上所述一种用于加工吊扇灯壳体中圈的设备,所述第二驱动装置6包括能沿机架1y轴方向滑动的第二底板62,所述第二底板62与机架1之间设有用于驱使第二底板62滑动的第二驱动组件61,所述第二驱动组件61包括设在机架1上的第二驱动电机611,所述第二驱动电机611的转动轴连接有能沿机架1y轴方向延伸的第二丝杆612,所述第二丝杆612上可滑动地套设有第二滑动套613,所述第二底板62与第二滑动套613连接;所述第二驱动装置6还包括设在第二底板62上且能沿机架1z轴方向滑动的第二连板63,所述第二连板63与第二底板62之间设有用于驱使第二连板63滑动的第二驱动机构;所述第二驱动装置6还包括设在第二连板63上且能沿机架1x轴方向滑动的第二安装板64,所述第二安装板64与第二连板63之间设有用于驱使第二安装板64滑动的第二驱动结构;所述激光切割器7设在第二安装板64上。
15.如上所述一种用于加工吊扇灯壳体中圈的设备,所述机架1上设有能使定位组件相对机架1振动的振动组件。
16.如上所述一种用于加工吊扇灯壳体中圈的设备,所述振动组件包括设在机架1上且能相对机架1振动的支撑横梁11和设在机架1上且用于驱使支撑横梁11振动的振动器,所述第一驱动组件2或定位组件设在支撑横梁11上。
17.如上所述一种用于加工吊扇灯壳体中圈的设备,所述机架1上连接有用于将设备零部件罩住的罩壳10,所述罩壳10上设有与罩壳10内腔连通以用于收集过滤激光切割器7切割时产生的烟雾的过滤装置101。
18.本实用新型还提供一种用于加工吊扇灯壳体中圈的工艺,采用如所述一种用于加工吊扇灯壳体中圈的设备,包括如下步骤:
19.s1,定位装夹,工作人员将吊扇灯壳体中圈100放置于定位组件上定位,接着压板升降组件4驱使压板5沿机架1z轴方向往定位组件一侧下降以顶压吊扇灯壳体中圈100上端且配合定位组件夹紧吊扇灯壳体中圈100;
20.s2,旋转定位,第一驱动组件2驱使定位组件带动吊扇灯壳体中圈100相对机架1转动以使吊扇灯壳体中圈100上待切割的切割位置转动至设定方位;
21.s3,激光切割,第二驱动装置6驱使激光切割器7相对机架1活动以使激光切割器7的激光切割头与吊扇灯壳体中圈100周壁上的切割位置相对应,进而激光切割器7在吊扇灯
壳体中圈100的切割位置处相应切割出避让孔槽120;
22.s4,重复s2和s3的步骤,激光切割器7可在吊扇灯壳体中圈100的所需切割位置处相应切割出避让孔槽120;
23.s5,卸料,压板升降组件4驱使压板5沿机架1z轴方向往远离定位座3一侧上升以松开吊扇灯壳体中圈100上端,工作人员可将已完成切割的吊扇灯壳体中圈100卸下。
24.与现有技术相比较,本实用新型具有如下优点:
25.1、本实用新型一种用于加工吊扇灯壳体中圈的设备通过将吊扇灯壳体中圈放置于定位组件上定位,接着压板升降组件驱使压板往定位组件一侧下降而顶压吊扇灯壳体中圈上端以配合定位组件夹紧吊扇灯壳体中圈,进一步使得吊扇灯壳体中圈相对定位组件更加稳固,当第一驱动组件驱使定位组件带动吊扇灯壳体中圈转动时,避免吊扇灯壳体中圈相对定位组件出现打滑现象,保证吊扇灯壳体中圈的切割位置能够精准地转动至设定方位,进而方便激光切割器在吊扇灯壳体中圈的切割位置处切割出避让孔槽,提高切割精准性,确保切割质量,同时本实用新型采用激光切割器切割方式,只需操作控制面板就能够根据所需求的避让孔槽规格大小进行切割,即无需更换激光切割器就可以切割不同规格大小的避让孔槽,具有提高产品质量及生产效率的特点,另外还具有加工成本低的优点。
26.2、第一驱动组件包括设在机架上的第一驱动电机,所述第一驱动电机的转动轴上连接有减速机,所述减速机的输出轴通过连轴器连接有能被第一驱动电机驱动以相对机架转动的连接盘,所述定位座相对固定连接在连接盘上,能够使得定位座带动吊扇灯壳体中圈精准且稳定地相对机架转动,进而保证吊扇灯壳体中圈的切割位置精准地、稳定地转动至设定方位,便于激光切割器的切割作业。
27.3、所述定位卡盘上的若干卡爪对定位座进行装夹,所述定位座为圆柱状,能够避免定位座出现倾斜等现象而使得吊扇灯壳体中圈出现倾斜现象,即使得定位座的中心轴线与机架z轴线处于同一轴线,保证吊扇灯壳体中圈周壁上被激光切割器切割出来的每一避让孔槽均处于同一高度,确保切割质量。
28.4、所述机架上设有能使定位组件相对机架振动的振动组件,能够更好地使得残留在避让孔槽内的废料掉落,设计合理、去料方便。
29.5、本实用新型一种用于加工吊扇灯壳体中圈的工艺,由于采用一种用于加工吊扇灯壳体中圈的设备,为此具有提高产品质量和加工成本低的特点。
【附图说明】
30.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
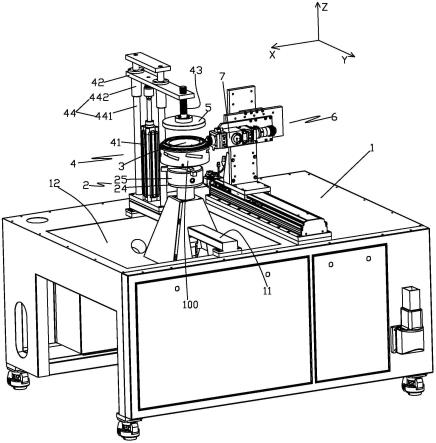
31.图1为本实用新型的整体立体图。
32.图2为本实用新型的局部结构示意图之一。
33.图3为本实用新型的局部结构示意图之二。
34.图4为本实用新型的局部结构主视图。
35.图5为本实用新型的第一驱动组件的结构示意图。
36.图6为本实用新型的定位座、吊扇灯壳体中圈和压板的结构示意图。
37.图7为本实用新型的第二驱动装置的结构示意图。
【具体实施方式】
38.下面结合附图1-7对本实用新型的实施方式作详细说明。
39.如图1-7所示,本实用新型一种用于加工吊扇灯壳体中圈的设备,包括机架1,所述机架1上设有能相对机架1转动且用于定位吊扇灯壳体中圈100的定位组件,所述机架1上设有用于驱使定位组件带动吊扇灯壳体中圈100相对机架1转动的第一驱动组件2;还包括能沿机架1z轴方向升降且用于顶压吊扇灯壳体中圈100上端以配合定位组件夹紧吊扇灯壳体中圈100的压板5,所述压板5配合定位组件夹紧吊扇灯壳体中圈100时,所述压板5可随定位组件转动,所述机架1上设有用于驱使压板5升降的压板升降组件4;所述机架1上且位于定位组件旁设有用于在吊扇灯壳体中圈100周壁上激光切割出避让孔槽120的激光切割器7,所述激光切割器7与机架1之间设有用于驱使激光切割器7活动的第二驱动装置6。本实用新型一种用于加工吊扇灯壳体中圈的设备通过将吊扇灯壳体中圈放置于定位组件上定位,接着压板升降组件驱使压板往定位组件一侧下降而顶压吊扇灯壳体中圈上端以配合定位组件夹紧吊扇灯壳体中圈,进一步使得吊扇灯壳体中圈相对定位组件更加稳固,当第一驱动组件驱使定位组件带动吊扇灯壳体中圈转动时,避免吊扇灯壳体中圈相对定位组件出现打滑现象,保证吊扇灯壳体中圈的切割位置能够精准地转动至设定方位,进而方便激光切割器在吊扇灯壳体中圈的切割位置处切割出避让孔槽,提高切割精准性,确保切割质量,同时本实用新型采用激光切割器切割方式,只需操作控制面板就能够根据所需求的避让孔槽规格大小进行切割,即无需更换激光切割器就可以切割不同规格大小的避让孔槽,具有提高产品质量及生产效率的特点,另外还具有加工成本低的优点。
40.为了更好定位吊扇灯壳体中圈,所述定位组件包括能相对机架1转动且用于定位吊扇灯壳体中圈100的定位座3,所述定位座3上设有用于进入吊扇灯壳体中圈100上的定位孔110内以使得吊扇灯壳体中圈100相对定位座3定位的定位杆31;所述第一驱动组件2用于驱使定位座3转动。在定位装夹时,工作人员将吊扇灯壳体中圈倒扣在定位座上,同时定位杆进入吊扇灯壳体中圈100上的定位孔110内,接着压板升降组件驱使压板往定位组件一侧下降而顶压吊扇灯壳体中圈上端以配合定位组件夹紧吊扇灯壳体中圈,则完成对吊扇灯壳体中圈的定位装夹工作。
41.如图1-6所示,所述第一驱动组件2包括设在机架1上的第一驱动电机21,所述第一驱动电机21的转动轴上连接有减速机22,所述减速机22的输出轴通过连轴器23连接有能被第一驱动电机21驱动以相对机架1转动的连接盘24,所述定位座3相对固定连接在连接盘24上,能够使得定位座带动吊扇灯壳体中圈精准且稳定地相对机架转动,进而使得吊扇灯壳体中圈的切割位置精准地、稳定地转动至设定方位,便于激光切割器在切割位置进行切割作业。
42.所述连接盘24与定位座3之间设有定位卡盘25,所述定位卡盘25与连接盘24相对固定连接,所述定位卡盘25上的若干卡爪对定位座3进行装夹。在本实施方式中,所述定位座为圆柱状,通过定位卡盘25装卡能够避免定位座出现倾斜等现象而引起定位在定位座上的吊扇灯壳体中圈出现倾斜现象,即使得定位座的中心轴线与机架z轴线处于同一轴线,进而使得吊扇灯壳体中圈下端面、吊扇灯壳体中圈上端面处于水平设置,保证吊扇灯壳体中圈周壁上被激光切割器切割出来的每一避让孔槽均处于同一高度,确保切割质量。所述卡盘为三爪卡盘等。
43.为了提高工作效率和工作稳定性,所述压板升降组件4包括设在机架1上的压板升降气缸41和连接在压板升降气缸41的气缸杆上的横向连板42,所述压板5通过竖向连杆43连接于横向连板42一端上,所述竖向连杆43上端与横向连板42相对固定连接,所述竖向连杆43下端与压板5转动连接;所述横向连板42与机架1之间设有连板导向组件44。
44.所述连板导向组件44包括两竖直且平行地设在机架1上的连板导向杆441和可分别滑动地套设于相应连板导向杆441上的连板导向套442,所述连板导向套442与横向连板42固定连接,能够使得横向连板42沿设定方向滑动,保证压板精准且稳定地顶压吊扇灯壳体中圈以配合定位座夹紧吊扇灯壳体中圈。
45.为了确保激光切割器稳定地对吊扇灯壳体中圈切割出避让孔槽,提高切割质量,所述第二驱动装置6包括能沿机架1y轴方向滑动的第二底板62,所述第二底板62与机架1之间设有用于驱使第二底板62滑动的第二驱动组件61,所述第二驱动组件61包括设在机架1上的第二驱动电机611,所述第二驱动电机611的转动轴连接有能沿机架1y轴方向延伸的第二丝杆612,所述第二丝杆612上可滑动地套设有第二滑动套613,所述第二底板62与第二滑动套613连接;所述第二驱动装置6还包括设在第二底板62上且能沿机架1z轴方向滑动的第二连板63,所述第二连板63与第二底板62之间设有用于驱使第二连板63滑动的第二驱动机构;所述第二驱动装置6还包括设在第二连板63上且能沿机架1x轴方向滑动的第二安装板64,所述第二安装板64与第二连板63之间设有用于驱使第二安装板64滑动的第二驱动结构;所述激光切割器7设在第二安装板64上。所述第二驱动机构和第二驱动结构均与第二驱动组件61结构和工作原理相同,此处不再累述。
46.为了保证第二驱动装置6稳定工作,所述第二底板62与机架1之间、所述第二连板63与第二底板62之间、所述第二安装板64与第二连板63之间均设有导向结构,图中未表现出来。所述导向结构与连板导向组件44工作原理和结构相同,此处不再累述。
47.所述机架1上设有能使定位组件相对机架1振动的振动组件,能够更好地使得残留在避让孔槽内的废料掉落,解决如今需要工作人员手动将残留在避让孔槽内的废料去除而存在不便的问题,设计合理、去料方便。
48.优选地,所述振动组件包括设在机架1上且能相对机架1振动的支撑横梁11和设在机架1上且用于驱使支撑横梁11振动的振动器,所述第一驱动组件2或定位组件设在支撑横梁11上。当激光切割器将吊扇灯壳体中圈上所需切割的避让孔槽切割出来后,振动器工作以通过支撑横梁带动定位座发生振动,进而便于将残留在避让孔槽内的废料抖出以掉入废料收集仓12内。
49.所述机架1上且位于定位座3下方设有废料收集仓12,所述废料收集仓12呈上宽下窄,所述废料收集仓12的收集出料端口连通有储放仓,能够方便收集切割出来的废料,避免废料散落机架外侧。
50.所述机架1上连接有用于将设备零部件罩住的罩壳10,所述罩壳10上设有与罩壳10内腔连通以用于收集过滤激光切割器7切割时产生的烟雾的过滤装置101,具有环保作用。所述过滤装置101为常规技术,此处不再累述。
51.为了方便工作人员查看,所述罩壳10侧壁上设有供工作人员观察的观察窗口,图中未标示出来。
52.如图1-7所示,本实用新型还提供一种用于加工吊扇灯壳体中圈的工艺,采用如所
述一种用于加工吊扇灯壳体中圈的设备,包括如下步骤:
53.s1,定位装夹,工作人员将吊扇灯壳体中圈100放置于定位组件上定位,接着压板升降组件4驱使压板5沿机架1z轴方向往定位组件一侧下降以顶压吊扇灯壳体中圈100上端且配合定位组件夹紧吊扇灯壳体中圈100;
54.s2,旋转定位,第一驱动组件2驱使定位组件带动吊扇灯壳体中圈100相对机架1转动以使吊扇灯壳体中圈100上待切割的切割位置转动至设定方位;
55.s3,激光切割,第二驱动装置6驱使激光切割器7相对机架1活动以使激光切割器7的激光切割头与吊扇灯壳体中圈100周壁上的切割位置相对应,进而激光切割器7在吊扇灯壳体中圈100的切割位置处相应切割出避让孔槽120;
56.s4,重复s2和s3的步骤,激光切割器7可在吊扇灯壳体中圈100的所需切割位置处相应切割出避让孔槽120;
57.s5,卸料,压板升降组件4驱使压板5沿机架1z轴方向往远离定位座3一侧上升以松开吊扇灯壳体中圈100上端,工作人员可将已完成切割的吊扇灯壳体中圈100卸下。由于该工艺采用一种用于加工吊扇灯壳体中圈的设备,为此采用本工艺能够提高产品质量、提高加工效率。
58.进一步地,在s4与s5步骤之间,通过振动组件以使定位组件相对机架1振动,进而将残留在避让孔槽120内的废料去除,能够更好地使得残留在避让孔槽内的废料掉落,解决如今需要工作人员手动将残留在避让孔槽内的废料去除而存在不便的问题,设计合理、去料方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1