一种浮动支撑工装的制作方法
1.本技术涉及工装夹具技术领域,具体涉及一种浮动支撑工装。
背景技术:
2.目前,一些采用铸造工艺制作的产品毛坯,如锂电池的设备零件,在产品表面存在一些坑洼的变形,在对这些零件进行机械加工时首先将零件固定,例如,对零件的上表面进行车削钻铣等加工,一般是将零件的四周边缘进行定位,但零件因坑洼的变形使得其下表面处于悬空状态,无法对其下表面进行支撑,进而在加工过程中容易造成震刀纹,而影响产品表面平整度,进而影响加工质量。
技术实现要素:
3.本技术提供一种浮动支撑工装,以对待加工工件的底面变形处进行支撑,避免加工过程中震刀纹的产生,以提高加工质量。
4.本技术提供了一种浮动支撑工装,包括:定位组件,工作台,设置在所述工作台下方的顶升机构,以及设置在所述顶升机构上的支撑件;所述工作台的上表面形成用于放置待加工工件的工作面,所述定位组件用于将所述待加工工件定位在所述工作面,所述工作台开设有沿其厚度方向设置的贯穿孔;所述顶升机构用于驱动所述支撑件上升或下降,所述支撑件上升并穿过所述贯穿孔、以支撑所述待加工工件的底部。
5.一种实施例中,还包括:弹性复位件,所述支撑件的侧壁面设有限位件,所述弹性复位件设置在所述限位件与所述工作台的底面之间,用于使所述支撑件复位。
6.一种实施例中,所述弹性复位件为弹簧,所述弹簧套接于所述支撑件。
7.一种实施例中,所述限位件为限位销,所述支撑件开设有销孔,所述限位销插接于所述销孔。
8.一种实施例中,所述顶升机构包括:滑块、滑道以及移动调节组件;所述移动调节组件与所述滑块连接,所述滑块可滑动地设置在所述滑道上,所述移动调节组件用于调节所述滑块沿所述滑道往复移动;所述滑块上设有导向斜面,所述导向斜面的倾斜方向与所述滑块沿所述滑道往复移动的方向相同,所述支撑件的底端支撑于所述导向斜面。
9.一种实施例中,所述支撑件的底端设有与所述导向斜面配合的配合斜面。
10.一种实施例中,所述移动调节组件包括:定位块和调节螺杆,所述定位块上设有贯穿式的调节螺孔,所述调节螺杆螺接于所述调节螺孔,且所述调节螺杆的一端与所述滑块可转动连接。
11.一种实施例中,所述调节螺杆的另一端设有把手。
12.一种实施例中,所述支撑件的顶端设置圆锥支撑部。
13.一种实施例中,还包括:底座以及至少两个连接件,所述底座设置在所述工作台的下方,所述至少两个连接件用于将所述底座与所述工作台连接;所述顶升机构设置在所述底座上。
14.依据上述实施例的一种浮动支撑工装,通过定位组件将待加工工件定位在工作台的工作面上,顶升机构顶升支撑件,以使支撑件穿过贯穿孔后支撑在待加工工件的底部,对待加工工件产生一定的支撑力,在对待加工工件的加工位进行车削钻铣等加工工序时,支撑件能够对待加工工件进行支撑,避免加工过程中产生震刀纹,进而提高加工质量。
附图说明
15.图1为本实施例提供的浮动支撑工装的立体图;
16.图2为本实施例提供的浮动支撑工装的侧视图;
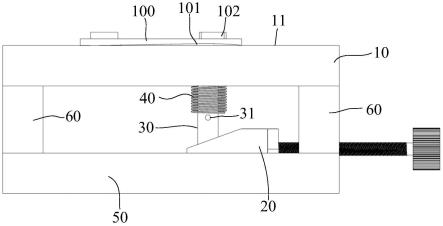
17.图3为本实施例提供的浮动支撑工装的剖视图。
具体实施方式
18.下面通过具体实施方式结合附图对本技术作进一步详细说明。其中不同实施方式中类似元件采用了相关联的类似的元件标号。在以下的实施方式中,很多细节描述是为了使得本技术能被更好的理解。然而,本领域技术人员可以毫不费力的认识到,其中部分特征在不同情况下是可以省略的,或者可以由其他元件、材料、方法所替代。在某些情况下,本技术相关的一些操作并没有在说明书中显示或者描述,这是为了避免本技术的核心部分被过多的描述所淹没,而对于本领域技术人员而言,详细描述这些相关操作并不是必要的,他们根据说明书中的描述以及本领域的一般技术知识即可完整了解相关操作。
19.另外,说明书中所描述的特点、操作或者特征可以以任意适当的方式结合形成各种实施方式,各实施例所涉及的操作步骤也可以按照本领域技术人员所能显而易见的方式进行顺序调换或调整。因此,说明书和附图只是为了清楚描述某一个实施例,并不意味着是必须的组成和/或顺序。
20.本文中为部件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,如无特别说明,均包括直接和间接连接(联接)。
21.本技术提供了一种浮动支撑工装,用于对待加工工件的底部悬空处进行支撑,使得待加工工件处于完全受压状态,从而消除车削钻铣等加工过程中产生的震刀纹,提高零件加工精度。其中,待加工工件可以是铸造工件,也可以是其他制造方式制作的工件,例如,薄板等,在此不对待加工工件进行限定。再者,待加工工件的其中一面需要进行车削钻铣等加工,而另一面需要被定位支撑,该另一面和一面通常因为工件成型加工等因素影响造成其具有一定的坑洼等变形,因此,需要通过本浮动支撑工装进行支撑。
22.参见图1-图3所示,本实施例提供的浮动支撑工装包括:定位组件(图中未示出),工作台10,设置在工作台10下方的顶升机构20,以及设置在顶升机构20上的支撑件30。
23.在工作台10的上表面为工作面11,该工作面11用于放置待加工工件100,待加工工件100具有坑洼等变形处101,该坑洼变形处101朝向工作面11放置。定位组件用于将待加工工件100定位在工作面11。本实施例中,定位组件可以采用夹持定位的方式将待加工工件100夹持定位在工作面11,或者,定位组件可以是设置在工作面11的多个定位柱,对待加工工件100进行定位,总而言之,定位组件在对待加工工件100进行定位时,一方面能够保证待加工工件100在进行加工时不移位,另一方面不影响加工过程。
24.工作台10开设有贯穿孔12,该贯穿孔12沿工作台10的厚度方向贯穿设置,贯穿孔12的设置数量根据待加工工件的变形处101设置,通常情况下,针对某种待加工工件以及该待加工工件的加工位102,工作台10上设置有相应数量的贯穿孔12,例如,本实施例中设置有两排,共6个贯穿孔12。支撑件30设置在顶升机构20的动力输出端,顶升机构20用于驱动支撑件30上升或下降,支撑件30在顶升机构20的作用下上升并穿过贯穿孔12、以支撑待加工工件100的底部,并抵接在待加工工件100的变形处101,对待加工工件100进行支撑;支撑件30在顶升机构20的作用下下降、以脱离待加工工件100。
25.在实际应用中,通过定位组件将待加工工件定位在工作台10的工作面11上,顶升机构20顶升支撑件30,以使支撑件30穿过贯穿孔12后支撑在待加工工件100的底部,对待加工工件100产生一定的支撑力,在对待加工工件100的加工位102进行车削钻铣等加工工序时,能够对待加工工件100进行支撑,避免加工过程中产生震刀纹,进而提高加工质量。
26.优选的实施例中,如图3所示,支撑件30的顶端设置圆锥支撑部33,通过点定位,使得支撑件30的顶端能够与待加工工件产生变形的曲面贴合更加紧密,进而保证支撑件30对待加工工件的变形曲面具有更好的支撑效果。
27.继续参见图2和图3所示,本实施例提供的浮动支撑工装还包括:弹性复位件40,支撑件30设有限位件31,弹性复位件40设置在限位件31与工作台10的底面之间,该弹性复位件40用于使支撑件30复位。具体而言,当在顶升机构20的作用下使支撑件30上升时,支撑件30穿过贯穿孔12以支撑在待加工工件100的变形处101,弹性复位件40在限位件31和工作台10的作用下挤压以储存弹性势能;当在顶升机构20的作用下使支撑件30下降时,弹性复位件40释放弹性势能以获得弹性复位力使得支撑件30复位至初始位置,该初始位置为支撑件30未被顶升机构20顶升的位置。
28.在一些实施例中,在对待加工工件100形成支撑力后,在进行车削钻铣等加工过程中,加工刀具受到硬支撑,为避免硬支撑对刀具产生崩刀损坏加工刀具的现象,弹性复位件40可在支撑过程中对待加工工件100进行弹性缓冲,避免损坏刀具。同时该弹性复位力足够大,不会因为加工刀具的作用而使待加工工件100产生向下的位移或形变。
29.本实施例中,弹性复位件40为弹簧,支撑件30采用柱状结构,弹簧套接于该柱状结构的支撑件30,限位件30设于柱状结构的支撑件30的侧壁面。限位件31为限位销,在支撑件30开设有销孔,限位销插接于销孔,从而形成限位件。
30.当然,在其他实施例中,限位件31也可以是自支撑件30的外表面向外突出形成的凸出部,在此不对限位件的结构进行限定。
31.顶升机构20包括:滑块21、滑道22以及移动调节组件23。滑道22设置在工作台10的下方,滑块21可滑动地设置在滑道22上,移动调节组件23与滑块21连接,该移动调节组件23用于调节滑块21沿滑道22往复移动。滑块21上设有导向斜面210,支撑件30的底端支撑于导向斜面210,导向斜面210的倾斜方向与滑块21沿滑道22移动的方向相同。具体而言,移动调节组件23调节滑块21沿滑道22移动,以使支撑件30自导向斜面210的底端向顶端方向移动,从而支撑件30上升。移动调节组件23调节滑块21沿滑道22移动,以使支撑件自导向斜面210的顶端向底端方向移动,从而支撑件30下降。
32.为保证支撑件30能够稳定的支撑和沿导向斜面210进行移动,本实施例中,支撑件30的底端设有与导向斜面210配合的配合斜面32。优选的实施例中,导向斜面210和配合斜
面32都为光滑的面。
33.本实施例中,前述设置两排共6个贯穿孔12的方式,相应的设置两个顶升机构20,或者,设置两个滑道22,两个滑道22分别对应两排贯穿孔12,通过滑块21在不同滑道22的移动,并配合移动调节组件23的调节,以通过支撑件30对不同排的贯穿孔12上方的待加工工件100的变形处101进行支撑。
34.一些实施例中,滑块21和滑道22形成滑动副,移动调节组件23可以是驱动电机等,驱动滑块21沿滑道22的长度方向往复移动。本实施例中,移动调节组件23采用手动调节的方式进行调节,结构简单,且可降低制造成本。
35.移动调节组件23包括:定位块231和调节螺杆232,定位块231设置在滑道22上,在定位块231上设有贯穿式的调节螺孔2311,调节螺杆232螺接于调节螺孔2311,并且,调节螺杆232的一端与滑块21可转动连接。由于定位块231保持固定不动,在转动调节螺杆232时,调节螺杆232将自身的旋转运动转化为沿其轴线方向的直线运动,从而带动滑块21沿滑道22的直线方向往复滑动。
36.优选的实施例中,在调节螺杆231的另一端设有把手233,以方便转动调节螺杆231。
37.继续参见图1和图2所示,本实施例所提供的浮动支撑工装还包括:底座50以及至少两个连接件60,底座50设置在工作台10的下方,各连接件60设置在底座50与工作台10之间,用于将底座50与工作台10连接。前述的顶升机构20设置在底座50上。
38.当然,在一些实施例中,可在底座50上设置相应的滑槽,该滑槽形成为前述的滑道。
39.综上所述,本技术所提供的浮动支撑工装中,通过定位组件将待加工工件定位在工作台的工作面上,顶升机构顶升支撑件,以使支撑件穿过贯穿孔后支撑在待加工工件的底部,对待加工工件产生一定的支撑力,在对待加工工件的加工位进行车削钻铣等加工工序时,能够对待加工工件进行支撑,避免加工过程中产生震刀纹,进而提高加工质量。
40.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1