一种超薄不锈钢激光焊接机的制作方法
1.本实用新型涉及一种激光焊接装置,特别涉及一种超薄不锈钢激光焊接机,属于激光焊接技术领域。
背景技术:
2.在对于金属零部件等进行加工的时候,焊接为常用的技术手段。
3.传统的焊接设备及焊接方式如电焊等,容易受到人工和环境的影响,导致批量生产时焊接质量有差异。当产品的焊接质量有波动时,出现焊接缺陷的几率就增大,再进行整修时,也会浪费大量的人力物力,降低生产效率;如进行超薄不锈钢片(0.05mm-0.1mm左右的厚度)焊接时,传统焊接容易出现漏焊、烧穿等质量缺陷。传统焊接主要依靠人工来进行手动焊接,受主观因素的影响,焊接效率会随着工作时间的延长而降低,也会影响精度,更会降低产品良率。还有就是,随着人工成本的提高,企业的生产成本会加大。焊接过程中产生的烟雾、有害气体也会危害操作人员的身体健康。
技术实现要素:
4.本实用新型所要解决的技术问题在于:提供一种超薄不锈钢激光焊接机,解决了现有技术中的焊接存在的漏焊、良率低等问题。
5.本实用新型所要解决的技术问题采取以下技术方案来实现:
6.本实用新型提供一种超薄不锈钢激光焊接机,包括柜体、上件工位和激光扫描机构,其中,
7.所述柜体,其顶部的两远侧相对设置有安装架,所述安装架的顶端连接有第一调整机构;
8.所述第一调整机构之间连接有第二调整机构,其中,
9.所述第二调整机构,通过其底部连接的承载架连接有激光扫描机构,
10.优选地,激光扫描机构为波长1064nm的激光器,
11.进一步优选地,为yag激光器,用于对旋转到激光器下方的工件进行加工,实现焊接,相较于传统的焊接方式焊缝更小、更加美观,材料的热影响区较小,焊接速度也更快;
12.所述柜体的顶部设置有旋转机构,其中,所述旋转机构设置于所述第一调整机构之间,所述旋转机构上设置有上件工位,
13.优选地,上件工位为承载板,用于放置需要进行焊接的两个或两个以上超薄不锈钢片,在旋转机构旋转之后,由激光器对其进行焊接。
14.作为本实用新型的一种优选技术方案,所述柜体的顶部还设置有定位机构,其中,所述定位机构安装于定位滑轨且沿所述定位滑轨移动。
15.作为本实用新型的一种优选技术方案,所述安装架的边侧以及所述定位机构的边侧均设置有防护板,其中,
16.优选地,所述防护板包括亚克力板或玻璃、透明树脂板等。
17.作为本实用新型的一种优选技术方案,所述上件工位至少设置有一个,
18.优选地,上件工位可以设置为两个或多个,当一个转移到开口部进行取出时,另一个可以旋转到激光器的下方,进行焊接加工,提高了进行加工的效率。
19.作为本实用新型的一种优选技术方案,所述第一调整机构通过第一滑轨与所述安装架相连接。
20.作为本实用新型的一种优选技术方案,所述柜体的底部安装有支脚,其中,
21.所述柜体的边侧设置有散热网。
22.优选地,所述第二调整机构沿所述第一调整机构移动。
23.进一步优选地,所述安装架的边侧设置有安全光栅,其中,
24.所述安全光栅至少设置有两个,所述安全光栅之间形成有用于上料的开口部。
25.本实用新型的有益效果是:本实用新型采用激光扫描机构(激光器)对超薄不锈钢片进行焊接,作用于产品表面的热量较少,最小融化能量更加可控,与传统焊接方式相比,焊接处焊缝较小、美观、尺寸准确;采用激光器进行焊接,焊接时间极短,材料的热影响区较小,材料热变形较小,更适合高硬度和高熔点的不锈钢材料焊接,尤其是超薄不锈钢片的焊接;激光的能量密度高,特别适合高速焊接,提高了对超薄不锈钢片的焊接速度;与传统的焊接设备相比,整机功率低,单次焊接消耗的能量少,节约成本;提高生产效率,缩短生产周期。
附图说明
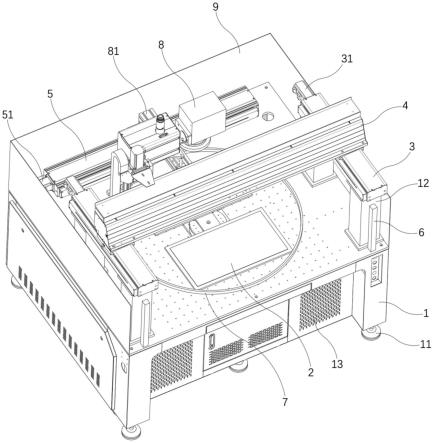
26.图1为本实用新型的结构示意图;
27.图2为本实用新型的局部结构示意图;
28.图中:1、柜体;11、支脚;12、安装架;13、散热网;2、上件工位;3、第一调整机构;31、第一滑轨;4、第二调整机构;5、定位机构;51、定位滑轨;6、安全光栅;7、旋转机构;8、激光扫描机构;81、承载架;9、防护板。
具体实施方式
29.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
30.实施例1
31.如图1-2所示,本实施例提供了超薄不锈钢片激光焊接装置、本实施例中所称的超薄不锈钢片厚度约为0.05mm-0.1mm左右,超薄不锈钢片激光焊接装置包括柜体1、上件工位2和激光扫描机构8,具体的,柜体1、其顶部的两远侧相对设置有安装架12,安装架12的顶端连接有第一调整机构3,第一调整机构3之间连接有第二调整机构4,第二调整机构4沿第一调整机构3移动,第一调整机构3通过第一滑轨31与安装架12相连接,第一调整机构3可以沿第一滑轨31进行移动,第二调整机构4可以沿着第一调整机构3进行移动,从而实现带动承载架81的移动,进而实现了对激光扫描机构8位置的调节,在本实用新型的另一个较佳的实施例中,承载架81可以沿着第二调整机构4进行移动,实现垂直于第一调整机构3方向的移动,更加的方便;
32.第二调整机构4,通过其底部连接的承载架81连接有激光扫描机构8,本实施例中,
激光扫描机构8优选为yag激光器,波长优选为1064nm,聚焦镜焦距优选为f=420mm;
33.柜体1的顶部设置有旋转机构7,其中,旋转机构7设置于第一调整机构1之间,旋转机构7上设置有上件工位2,上件工位2至少设置有一个,优选地,上件工位可以设置为两个或多个,当一个转移到开口部进行取出时,另一个可以旋转到激光器的下方,进行焊接加工,提高了进行加工的效率。
34.安装架12的边侧设置有安全光栅6,其中,安全光栅6至少设置有两个,安全光栅6之间形成有用于上料的开口部,用于向上件工位2进行上料,进行焊接加工。
35.柜体1的顶部还设置有定位机构5,其中,定位机构5安装于定位滑轨51且沿定位滑轨51移动,可以通过移动实现对位于激光器下方的待焊接不锈钢片的压紧固定,方便激光器进行焊接加工。
36.安装架12的边侧以及定位机构5的边侧均设置有防护板9,其中,防护板9包括亚克力板或玻璃、透明树脂板等。
37.柜体1的底部安装有支脚11,其中,柜体1的边侧设置有散热网13。
38.具体的,人工将待焊接的两块或以上超薄不锈钢放置在上件工位2上(本实施例中,上件工位2优选为承载板,或其他设备,用于承载待加工的超薄不锈钢片上件位),待操作人员撤离到安全区域,安全光栅6检测到安全信号后,旋转机构7转动带动上件工位2到工作位(即激光器下方),定位机构5滑移到工作位,对超薄不锈钢片进行压紧固定,激光扫描机构8(即激光器)进行焊接,在本实用新型的另一个较佳的实施例中,激光器被配置为按照预设的路径进行焊接。焊接完成后,定位机构5解除对产品的定位,旋转机构7进行旋转,将焊接完成后的产品转动到之前上件的位置,这样操作人员即可将焊接后的产品取下,以便重新放料进行下一次循环。具体的,由于激光的焦点处功率密度最高,焊接过程中容易蒸发形成孔洞,不锈钢表面离开焦点一部分时,功率分布相对均匀。离焦方式有正离焦和负离焦两种方式。当焦点位于不锈钢平面上方时,称为正离焦;当焦点位于不锈钢平面下方时,称为负离焦。当正负离焦平面与焊接平面距离相等时,焊接平面上功率密度近似相同。正离焦时,可以获得更小的熔深;负离焦时,可以获得更大的熔深;实际的焊接参数需要根据焊接所达到的效果进行确定,实现满足不同需求的焊接,对于超薄不锈钢片的加工,可以显著地提高安全性和效率。
39.本实用新型采用激光扫描机构(激光器)对超薄不锈钢片进行焊接,作用于产品表面的热量较少,最小融化能量更加可控,与传统焊接方式相比,焊接处焊缝较小、美观、尺寸准确;采用激光器进行焊接,焊接时间极短,材料的热影响区较小,材料热变形较小,更适合高硬度和高熔点的不锈钢材料焊接,尤其是超薄不锈钢片的焊接;激光的能量密度高,特别适合高速焊接,提高了对超薄不锈钢片的焊接速度;与传统的焊接设备相比,整机功率低,单次焊接消耗的能量少,节约成本;提高生产效率,缩短生产周期。
40.以上显示和描述了本实用新型的基本原理、主要特征和优点。本领域的技术人员应该了解,本实用新型不受上述实施例的限制,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入本实用新型要求保护的范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1