一种精密自动化五金用冲压模具的制作方法
:
1.本实用新型涉及一种精密自动化五金用冲压模具。
背景技术:
2.五金冲压件有很多种,如果每一种冲压件都替换一种冲压模具,会比较麻烦,并且替换的次数多了,也会降低冲压速度。
3.现有的一种使用寿命长的五金用冲压模具(专利号:cn202020927422.4),包括模具本体,所述模具本体的顶部设置有顶板,所述模具本体的底部设置有底板,所述底板顶部的左右两端通过气缸与顶板底部的左右两端固定连接,所述模具本体包括基底层。本实用新型在基底层的顶部通过丙烯酸接枝粘胶纤维连接有耐磨层,耐磨层包括的铸铁层和nd钢层都具有极强的耐磨的功能,在基底层的底部通过丙烯酸接枝粘胶纤维连接有防腐层,防腐层包括的镍合金层和玻璃钢层都具有极强的防腐的功能,使模具本体达到了使用寿命长的目的,解决了现有的五金用冲压模具不具备使用寿命长的功能,导致其使用寿命短,满足不了人们使用需求的问题。
4.此专利存在的缺点是模具本体不能够替换,形状固定之后无法进行替换,无法用在各种形状的五金件上进行冲压使用。
技术实现要素:
5.本实用新型的目的是提供一种使用方便,不需要进行替换也能够变形的一种精密自动化五金用冲压模具。
6.上述的目的通过以下的技术方案实现:
7.一种精密自动化五金用冲压模具,其组成包括:冲压机本体,所述的冲压机本体具有工作台,所述的工作台开有偏心孔,所述的偏心孔连接轴承,所述的轴承连接转轴,所述的转轴连接底圆盘,所述的底圆盘连接固定圆环,所述的固定圆环绕圆周、等距离的开有一组镶嵌圆孔,所述的镶嵌圆孔内插入冲压模具,所述的镶嵌圆孔的外侧开有外镶嵌孔,所述的外镶嵌孔连接定位开关,所述的镶嵌圆孔对应所述的冲压机本体的冲压头。
8.优选的,所述的一种精密自动化五金用冲压模具,所述的镶嵌圆孔连接左定位插槽、前定位插槽、右定位插槽、后定位插槽,所述的冲压模具连接左定位插板、前定位插板、右定位插板、后定位插板,所述的左定位插板紧配合插入所述的左定位插槽内固定,所述的前定位插板紧配合插入所述的前定位插槽内固定,所述的右定位插板紧配合插入所述的右定位插槽内固定,所述的后定位插板紧配合插入所述的后定位插槽内固定。
9.优选的,所述的一种精密自动化五金用冲压模具,所述的定位开关包括一号行程开关sq、二号行程开关sq、三号行程开关sq、四号行程开关sq、五号行程开关sq、六号行程开关sq,所述的一号行程开关sq、所述的二号行程开关sq、所述的三号行程开关sq、所述的四号行程开关sq、所述的五号行程开关sq、所述的六号行程开关sq分别对应一个所述的冲压模具,所述的冲压模具为六个。
10.优选的,所述的一种精密自动化五金用冲压模具,所述的转轴连接联轴器,所述的联轴器连接电机,所述的电机连接底座。
11.优选的,所述的一种精密自动化五金用冲压模具,所述的电机连接热继电器fr,所述的热继电器fr连接接触器km1,所述的接触器km1连接熔断器fu1,所述的熔断器fu1连接隔离开关qs,所述的隔离开关qs连接电源,所述的熔断器fu1连接熔断器fu2,所述的熔断器fu2连接热继电器fr的常闭开关fr,所述的常闭开关fr连接停止按钮sb1,所述的停止按钮sb1连接启动按钮sb2,所述的启动按钮sb2连接接触器km1的常开按钮km1,所述的常开按钮km1连接挡铁,所述的启动按钮sb2分别连接所述的一号行程开关sq、所述的二号行程开关sq、所述的三号行程开关sq、所述的四号行程开关sq、所述的五号行程开关sq、所述的六号行程开关sq,所述的一号行程开关sq、所述的二号行程开关sq、所述的三号行程开关sq、所述的四号行程开关sq、所述的五号行程开关sq、所述的六号行程开关sq连接所述的挡铁,所述的挡铁固定在工作台上。
12.有益效果:
13.1.本实用新型具有六个不同形状的冲压模具,能够同时组装六个不同形状的冲压模具,不需要经常性的替换冲压模具,能够提高冲压五金的速度。
14.2.本实用新型的冲压模具与镶嵌圆孔通过左定位插板紧配合插入左定位插槽内、前定位插板紧配合插入前定位插槽内、右定位插板紧配合插入右定位插槽内、后定位插板紧配合插入后定位插槽内进行固定,确保冲压模具组装方便,固定牢固。
15.3.本实用新型的每一个冲压模具都对应有行程开关sq,给冲压模具的准确定位提供了保证,确保电机能够准确的带动冲压模具转动定位,给冲压模具和冲压头的准确对应提供了保证。
16.4.本实用新型的转轴是偏心安装在工作台上,确保绕着圆周分布的冲压模具能够准确地对应冲压头,给冲压五金件提供了保证。
附图说明:
17.附图1是本实用新型的结构示意图。
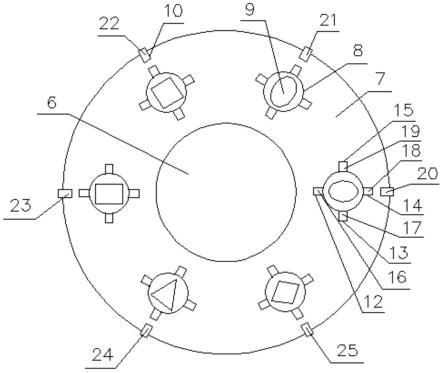
18.附图2是附图1中底圆盘、固定圆环部分的俯视图。
19.附图3是本实用新型的电路图。
具体实施方式:
20.下面将结合本实用新型的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
21.一种精密自动化五金用冲压模具,其组成包括:冲压机本体1,所述的冲压机本体具有工作台2,所述的工作台开有偏心孔3,给冲压模具对应冲压头提供了保证,所述的偏心孔连接轴承4,所述的轴承连接转轴5,所述的转轴连接底圆盘6,所述的底圆盘连接固定圆环7,所述的固定圆环绕圆周、等距离的开有一组镶嵌圆孔8,镶嵌圆孔位于底圆盘的边缘,给冲压模具对应冲压头提供了保证,所述的镶嵌圆孔内插入冲压模具9,所述的镶嵌圆孔的外侧开有外镶嵌孔10,所述的外镶嵌孔连接定位开关,所述的镶嵌圆孔对应所述的冲压机本体的冲压头11。定位开关与冲压模具一一对应,确保冲压模具能够准确地定位。
22.所述的镶嵌圆孔连接左定位插槽12、前定位插槽13、右定位插槽14、后定位插槽15,所述的冲压模具连接左定位插板16、前定位插板17、右定位插板18、后定位插板19,所述的左定位插板紧配合插入所述的左定位插槽内固定,所述的前定位插板紧配合插入所述的前定位插槽内固定,所述的右定位插板紧配合插入所述的右定位插槽内固定,所述的后定位插板紧配合插入所述的后定位插槽内固定。能够牢牢地固定住冲压模具,确保冲压模具组装之后牢固、使用安全。
23.所述的定位开关包括一号行程开关sq20、二号行程开关sq21、三号行程开关sq22、四号行程开关sq23、五号行程开关sq24、六号行程开关sq25,所述的一号行程开关sq、所述的二号行程开关sq、所述的三号行程开关sq、所述的四号行程开关sq、所述的五号行程开关sq、所述的六号行程开关sq分别对应一个所述的冲压模具,所述的冲压模具为六个。一号行程开关sq、二号行程开关sq、三号行程开关sq、四号行程开关sq、五号行程开关sq、六号行程开关sq能够分别控制冲压模具的位置,给冲压模具的准确定位提供了保证。
24.所述的转轴连接联轴器26,所述的联轴器连接电机27,所述的电机连接底座28。
25.所述的电机连接热继电器fr,所述的热继电器fr连接接触器km1,所述的接触器km1连接熔断器fu1,所述的熔断器fu1连接隔离开关qs,所述的隔离开关qs连接电源,所述的熔断器fu1连接熔断器fu2,所述的熔断器fu2连接热继电器fr的常闭开关fr,所述的常闭开关fr连接停止按钮sb1,所述的停止按钮sb1连接启动按钮sb2,所述的启动按钮sb2连接接触器km1的常开按钮km1,所述的常开按钮km1连接挡铁,所述的启动按钮sb2分别连接所述的一号行程开关sq、所述的二号行程开关sq、所述的三号行程开关sq、所述的四号行程开关sq、所述的五号行程开关sq、所述的六号行程开关sq,所述的一号行程开关sq、所述的二号行程开关sq、所述的三号行程开关sq、所述的四号行程开关sq、所述的五号行程开关sq、所述的六号行程开关sq连接所述的挡铁,所述的挡铁固定在工作台上。
26.工作原理:
27.根据需要将各种形状的五金件的冲压模具插入镶嵌圆孔内,通过左定位插板紧配合插入左定位插槽内、前定位插板紧配合插入前定位插槽内、右定位插板紧配合插入右定位插槽内、后定位插板紧配合插入后定位插槽内固定住。
28.按下启动按钮sb2,启动电机带动底圆盘、固定圆环、冲压模具旋转,当转到需要的冲压模具的位置时,通过行程开关sq碰撞到挡铁停止时不在启动启动按钮sb2,通过冲压头对应冲压模具。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1