快联复合管线接头环缝焊接装置的制作方法
1.本实用新型涉及复合管线接头焊接技术,具体涉及一种快联复合管线接头环缝焊接装置。
背景技术:
2.在石油工业的地面活动注水管线中,现有的钢管线不耐腐蚀,使用寿命短,因此,制备一种可以快速联接的复合管线,具体是在钢管的内壁套接有内衬管,形成复合管线,然后还需要在复合管线的两端焊接接头,便于复合管线的快速连接。然而,在快联复合管线接头焊接的工作中,首先在人工氩弧焊打底的钢管,一端连接公接头,一端连接母接头,而后将钢管架设在两台环缝焊机的中间,通过环缝焊机带动钢管旋转,将打底处的焊缝焊满。
3.但这种利用环缝焊机焊接的方式存在着明显的缺陷,一般钢管都较长,这就导致在将钢管架设至两台环缝焊机之间时,一个人操作不便,且由于两环缝焊机间距较大,架设起来费时费力,同时若在人工氩弧焊打底时,导致接头与钢管之间焊接得不够牢固,在环缝焊机带动钢管旋转的时候,可能会出现接头从钢管上脱落,进而导致钢管掉落的情况出现,伴随着很明显的安全隐患,因而需要一种既省时省力又可以避免安全隐患的装置来辅助快联复合管线接头连接工作。
4.因此,设计一种快联复合管线接头环缝焊接装置很有必要。
技术实现要素:
5.为此,本实用新型提供一种快联复合管线接头环缝焊接装置,通过设置一个顶部带有转动辊的台面,在两个转动辊带动作用下,对钢管进行固定,并通过转动辊自身的旋转来带动钢管旋转,以完成环缝焊接的工作,以解决使用环缝焊机时一人操作不便,费时费力,且伴随有安全隐患的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种快联复合管线接头环缝焊接装置,包括底板,所述底板顶部安装钢管旋转辅助装置和焊接装置,所述底板顶部后端两侧固定安装立柱,所述立柱上滑动安装竖向滑套一,两个所述竖向滑套一侧壁上开设内螺纹孔安装手拧螺栓一,且两个所述竖向滑套一前表面固定连接安装板,两个安装板侧壁开孔安装第一转动轴;
7.所述钢管旋转辅助装置包括第一转动辊、电机和第二转动辊,所述第一转动辊套装在第一转动轴上,所述第一转动轴右侧安装滑轮,另有两个所述滑轮分别安装在电机和滑块一前端,三个所述滑轮通过皮带连接,且所述电机安装在底板顶部;
8.两个焊接装置安装于底板顶端前部两侧,所述底板顶部固定安装滑轨三,所述滑轨三顶部安装底部开槽的滑块二,所述滑块二前表面开设内螺纹孔安装手拧螺栓四。
9.优选的,所述第二转动辊套装在第二转动轴上,所述第二转动轴转动安装在固定座上,且两个所述固定座底部开设凹槽安装有滑轨二,所述固定座两侧开设内螺纹孔安装手拧螺栓二。
10.优选的,所述滑块一安装在底板顶部右侧,且滑块一底部开设凹槽安装滑轨一,所述滑块一顶部开设内螺纹孔安装手拧螺栓二。
11.优选的,所述滑块二顶部安装立杆,所述立杆上滑动安装竖向滑套二,所述竖向滑套二前表面开设内螺纹孔安装手拧螺栓五,且所述竖向滑套二侧面安装焊枪握柄,所述焊枪握柄前端连接焊枪头。
12.优选的,所述底板连接支撑足,四个所述支撑足分别位于底板底部的四个角上.
13.本实用新型的有益效果是:
14.1、本实用新型通过设置台面对钢管进行支撑,即便接头焊接不牢固,也不会出现钢管掉落的问题,避免了安全事故的发生,保护了人身安全;
15.2、将钢管放置在第二转动辊上,两个第二转动辊在支撑钢管的同时还起到固定的作用,可以避免因钢管在转动过程中滑落而导致的安全事故的发生,以及影响工作效率的问题;
16.3、焊枪头的高度及与钢管间的距离可调,可以调整最为合适的位置进行环缝焊接,使得环缝焊接工作更加高效,焊接更加牢固。
附图说明
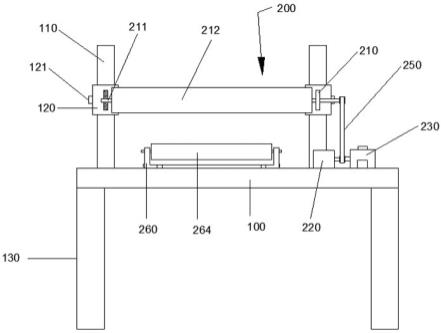
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的俯视示意图;
19.图3为本实用新型的右视图;
20.图4为本实用新型的第二转动辊的安装示意图;
21.图5为本实用新型的焊枪握柄的安装示意图;
22.图中:底板100、立柱110、竖向滑套一120、手拧螺栓一121、支撑足130、钢管旋转辅助装置200、安装板210、第一转动轴211、第一转动辊212、电机220、滑块一230、滑轨一231、手拧螺栓二232、滑轮240、皮带250、固定座260、滑轨二261、手拧螺栓三262、第二转动轴263、第二转动辊264、焊接装置300、滑轨三310、滑块二320、手拧螺栓四321、立杆330、竖向滑套二340、手拧螺栓五341、焊枪握柄350、焊枪头351。
具体实施方式
23.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
24.实施例1,参照图1-5,本实用新型提供的一种快联复合管线接头环缝焊接装置,包括底板100,底板100顶部安装钢管旋转辅助装置200和焊接装置300,底板100顶部后端两侧固定安装立柱110,立柱110上滑动安装竖向滑套一120,两个竖向滑套一120侧壁上开设内螺纹孔安装手拧螺栓一121,且两个竖向滑套一120前表面固定连接安装板210,两个安装板210侧壁开孔安装第一转动轴211;钢管旋转辅助装置200包括第一转动辊212、电机220和第二转动辊264,第一转动辊212套装在第一转动轴211上,第一转动轴211右侧安装滑轮240,另有两个滑轮240分别安装在电机220和滑块一230前端,三个滑轮240通过皮带250连接,且电机220安装在底板100顶部;第二转动辊264套装在第二转动轴263上,第二转动轴263转动安装在固定座260上,且两个固定座260底部开设凹槽安装有滑轨二261,固定座260两侧开
设内螺纹孔安装手拧螺栓三262;滑块一230安装在底板100顶部右侧,且滑块一230底部开设凹槽安装滑轨一231,滑块一230顶部开设内螺纹孔安装手拧螺栓二232;底板100起到支撑钢管旋转辅助装置200和焊接装置300的作用,竖向滑套一120在立柱110外壁上的上下滑动,可以调整第一转动辊212到钢管的距离,使得第一转动辊212可以带动钢管旋转,手拧螺栓一121可以将竖向滑套一120固定在立柱110上,两个安装板210通过侧面的孔起到支撑第一转动轴211的作用,三个滑轮240起到连接皮带250的作用,通过电机220的运作带动皮带250转动,并通过滑轮240带动第一转动轴211的转动,进而通过第一转动辊212带动钢管转动,固定座260起到支撑第二转动轴261的作用,两个第二转动辊262在起到支撑钢管的作用的同时,可以辅助钢管旋转,使得钢管旋转更加顺畅;固定座260底部安装滑轨二261,通过固定座260在滑轨二261上滑动,可以调整两第二转动辊264间的距离,使得装置可以对不同直径的钢管进行固定,手拧螺栓三262在内螺纹孔内的转动可以固定固定座260的位置;滑块一230在滑轨一231上滑动,可以带动其前端滑轮240移动,以使得在第一转动辊212高度变化时,皮带250始终处于绷紧状态,手拧螺栓二232在内螺纹孔内的转动,可以将滑块一230固定在滑轨一231上。
25.两个焊接装置300安装于底板100顶端前部两侧,底板100顶部固定安装滑轨三310,滑轨三310顶部安装底部开槽的滑块二320,滑块二320前表面开设内螺纹孔安装手拧螺栓四321;底板100起到支撑两个焊接装置300的作用,底板100起到固定滑轨三310的作用,通过滑块二320在滑轨三310上的滑动,可以对焊接装置300与钢管之间的距离进行调节;通过手拧螺栓四321在内螺纹孔内的转动可以将滑块二320固定在滑轨三310某一位置上。
26.滑块二320顶部安装立杆330,立杆330上滑动安装竖向滑套二340,竖向滑套二340前表面开设内螺纹孔安装手拧螺栓五341,且竖向滑套二340侧面安装焊枪握柄350,焊枪握柄350前端连接焊枪头351;滑块二320起到固定立杆330的作用,竖向滑套二340起到固定焊枪握柄350的作用,通过竖向滑套二340在立杆330外壁上的滑动可以调整焊枪头351与钢管之间的高度差,便于调整出最合适的焊接高度,手拧螺栓五341在内螺纹孔内的转动可以将竖向滑套二340固定在立杆330外壁上。
27.底板100连接支撑足130,四个支撑足130分别位于底板100底部的四个角上;底板100起到安装支撑足130的作用,四个支撑足130分别安装在底板100底部的四个角上,在起到支撑整个装置的同时,也保证了装置的稳定性。
28.本实用新型的使用过程如下:本领域技术人员将第二转动辊264套装在第二转动轴263上,而后将第二转动轴263安装在固定座260两侧的孔内,使得固定座260对第二转动轴263形成支撑,且第二转动轴263能在固定座260上旋转。
29.在底板100顶部后侧两端安装立柱110,将两个前侧均安装有安装板210的竖向滑套一120分别套装在两个立柱110上,而后先将第一转动辊212套装在第一转动轴211上,再将第一转动轴211安装在两安装板210侧壁的孔内,使得第一转动轴211能够在两个安装板210之间转动,在第一转动辊212右侧下方安装电机220,并在电机220前端、第一转动轴211右端,以及滑块一230前端分别安装滑轮240,最后在三个滑轮240之间安装皮带250,使得电机220通过皮带250带动第一转动轴211转动,进而通过第一转动辊212与钢管的接触,带动钢管转动,并根据钢管直径调整好两个第二转动辊264间的距离,以及滑块一230的位置。
30.将两个底部开设凹槽的滑块二320安装在底板100顶部两侧的滑轨三310上,使得滑块二320能够在滑轨三310上滑动,将侧面安装有焊枪握柄350的竖向滑套二340套装在立杆330外壁上,并将立杆330安装在滑块二320顶部。
31.准备环缝焊接时,先将钢管放置在两个第二转动辊264上,而后调整竖向滑套一120在立柱110上的高度,使得第一转动辊212刚好与钢管接触且能带动钢管旋转,并转动竖向滑套一120侧面的手拧螺栓一121将其固定在立柱110上,接着滑动滑块二320调整焊枪头351与钢管间的距离,调整好后转动手拧螺栓四321将之固定,最后调整竖向滑套二340的高度,使得焊枪头351与钢管中心线齐平,并转动手拧螺栓五341固定在立杆330上。
32.开始环缝焊接时,先连接外部电源,观察电机220能否正常运作,且电机220的运作能否通过皮带250带动第二转动轴211转动,进而通过第二转动辊264与钢管的接触来带动钢管转动,确认无问题后,打开焊枪电源,开始对钢管与接头连接处进行焊接,并在电机220的运作下,带动钢管缓慢旋转,进而将打底处的焊缝焊满,焊接完成后,先关闭焊枪电源,防止对人员造成伤害,而后关闭电机220电源,使钢管停止旋转,而后将钢管取下,更换新的钢管进行环缝焊接。
33.以上所述,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1