一种托盘上料的调压螺杆组装生产线设备的制作方法
1.本实用新型涉及一种设备,具体是一种托盘上料的调压螺杆组装生产线设备。
背景技术:
2.螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种原件,因此被广泛应用于电子产品,机械产品,数码产品,电力设备,机电机械产品等领域,对于螺栓和螺母的组合装配,现有技术中通过人工操作进行装配或者机械装配时不能在一个设备中提供去除毛刺的成品。
技术实现要素:
3.本实用新型的目的在于提供一种托盘上料的调压螺杆组装生产线设备,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种托盘上料的调压螺杆组装生产线设备,由上料传送机构的一端至另一端依次设有螺杆上料单元、喷油单元、螺母上料单元、挤压单元、去毛刺单元和下料单元,上料传送机构中包括传送基板、上料轨道、切替导轨、返回轨道、传送治具、切替轨道、定位滑块、定位块、同步带夹持块和同步轮,传送基板固定连接在机架上,传送基板上设有上料轨道,上料轨道固定连接在传送基板上,上料轨道的一侧设有返回轨道,返回轨道固定连接在传送基板上,在上料轨道的一端设有切替导轨,切替导轨固定连接在传送基板上,切替导轨的上方设有切替轨道,切替轨道固定连接在切替气缸的输出端,切替气缸固定连接在切替导轨上,切替轨道的一端滑动连接在上料轨道的一端,在上料轨道上设有传送治具,传送治具的一侧设有四个圆形凹槽,传送治具滑动连接在上料轨道上,传送治具上固定连接有定位块在定位块的一侧设有同步带夹持块,同步带夹持块固定连接在传送治具上,在定位块的下方设有定位滑块,定位滑块滑动连接在上料轨道上,在切替导轨远离上料轨道的一侧设有同步轮,同步轮固定连接在同步轮电机的输出端上,同步轮电机固定连接在传送基板上,在同步轮上啮合连接有同步带,螺杆上料单元中包括螺杆上料框架、螺杆托盘、螺杆机械手、托盘固定板、传送带、托盘放置板、托盘推板和托盘限位板,上料框架固定连接在机架上,上料框架上设有螺杆机械手,螺杆机械手固定连接在上料框架上,螺杆机械手的下方设有螺杆托盘,螺杆托盘的两侧设有托盘固定板,托盘固定板固定连接在固定板气缸的输出端,固定板气缸固定连接在上料框架上,螺杆托盘被托盘固定板夹持固定,螺杆托盘下方的上料框架上设有一个矩形通孔,矩形通孔下方设有一个传送带,传送带固定连接在上料框架上,上料框架在螺杆机械手的一侧设有托盘限位板,托盘限位板固定连接在上料框架上,托盘限位板的一侧设有托盘放置板,托盘放置板固定连接在放置板气缸的输出端,放置板气缸固定连接在上料框架上,在托盘放置板的一侧设有托盘推板,托盘推板固定连接在推盘气缸的输出端,推盘气缸固定连接在上料框架上。
6.作为本实用新型进一步的方案:螺母上料单元的上料出料环节和螺杆上料单元采
取了相同结构,螺母上料单元的拧紧单元中包括螺母机械手、螺母托盘、拧紧机械手螺母定位板和拧紧顶板,螺母定位板上设有四个圆形通孔,在圆形通孔内部设有一圈凸台,螺母机械手将螺母从螺母托盘输送至螺母定位板上的圆形通孔中,在螺母定位板的上方设有一个拧紧机械手,拧紧机械手固定连接在螺母上料框架上。螺母定位板的下方设有一个拧紧顶板,拧紧顶板固定连接在螺母上料框架上。
7.作为本实用新型进一步的方案:喷油单元中包括喷油框架、分离器基板、分离器、油管、喷油口、喷油口安装板和喷油气缸,喷油框架固定连接在机架上,喷油框架上设有分离器基板,分离器基板固定连接在喷油框架上,分离器基板上设有分离器,分离器固定连接在分离器基板上,分离器上设有油管,油管的一端固定连接在分离器上,分离器的另一端固定连接有喷油口,喷油口下方设有喷油口安装板,喷油口安装板固定连接在喷油口上,在喷油口安装板的下方设有喷油气缸,喷油气缸固定连接在喷油口安装板上,喷油气缸的输出端固定连接在喷油口上。
8.作为本实用新型进一步的方案:挤压单元包括挤压框架、挤压机、挤压上模、连接杆和上模气缸,挤压框架固定连接在机架上,挤压框架上固定连接有挤压机,在挤压机的下方的挤压框架设有圆形通孔,挤压机的输出端滑动连接在挤压框架上的圆形通孔中,挤压机的输出端下方设有挤压上模,挤压上模的下方设有上模气缸,上模气缸固定连接在机架上,上模气缸的两侧设有连接杆,连接杆的一端固定连接在上模气缸的输出端,连接杆的另一端固定连接有挤压上模。
9.作为本实用新型进一步的方案:去毛刺单元中包括去毛刺支撑杆、去毛刺背板、去毛刺气缸、去毛刺电机和风仓,去毛刺支撑杆固定连接在机架上,去毛刺背板固定连接在去毛刺支撑杆上,去毛刺背板的一侧设有去毛刺气缸,去毛刺气缸固定连接在去毛刺背板上,去毛刺气缸的输出端固定连接有风仓,在风仓的一端固定连接有一去毛刺电机。风仓的两侧设有两个圆形通孔,去毛刺电机的输出端通过两个圆形通孔,风仓远离去毛刺背板的一侧底端设有四个出风口。
10.作为本实用新型进一步的方案:下料单元上包括下料框架、托盘转移推板、托盘、托盘定位板、下料机械手和托盘移动板,下料框架固定连接在机架上,下料框架上设有托盘,托盘活动连接在托盘移动板上,托盘移动板固定连接在托盘移动直线模组的滑盘上,托盘移动直线模组固定连接在下料框架上,下料框架上设有下料机械手,下料机械手固定连接在下料框架上,当托盘被托盘移动直线模组输送至机械手下方位置,此位置为工作位置,在工作位置的托盘的一侧设有托盘转移推板,托盘转移推板固定连接在转移气缸的输出端,转移气缸固定连接在下料框架上,在工作位置的托盘的另一侧设有托盘定位板,托盘定位板固定连接在定位气缸的输出端,定位气缸固定连接在下料框架上。
11.与现有技术相比,本实用新型的有益效果是:
12.本设备可以通过传送单元将装配的每个环节串联,不需人工进行串联,并且在组装螺母和螺杆的基础上增加了挤压和去除毛刺的结构,所以本设备的完成的工件是可以直接使用的成品,提高了生产效率,节省了资源。
附图说明
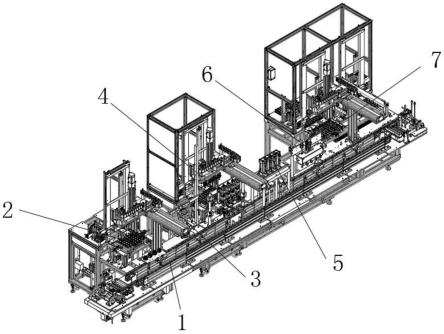
13.图1为托盘上料的调压螺杆组装生产线设备的结构示意图。
14.图2为托盘上料的调压螺杆组装生产线设备中传送单元的结构示意图。
15.图3为托盘上料的调压螺杆组装生产线设备中螺杆上料单元的结构示意图。
16.图4为托盘上料的调压螺杆组装生产线设备中喷油单元的结构示意图。
17.图5为托盘上料的调压螺杆组装生产线设备中螺母上料单元拧紧结构的结构示意图
18.图6为托盘上料的调压螺杆组装生产线设备中挤压单元的结构示意图
19.图7为托盘上料的调压螺杆组装生产线设备中去毛刺单元的结构示意图
20.图8为托盘上料的调压螺杆组装生产线设备中下料单元的结构示意图
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1~8,本实用新型实施例中,一种托盘上料的调压螺杆组装生产线设备,包括安装在机架上的上料传送机构1、螺杆上料单元2、喷油单元3、螺母上料单元4、挤压单元5、去毛刺单元6和下料单元7。
23.由上料传送机构1的一端至另一端依次设有螺杆上料单元2、喷油单元3、螺母上料单元4、挤压单元5、去毛刺单元6和下料单元7。
24.在工作时,螺杆上料单元2将螺杆通过机械手放置在上料传送机构1的治具中,由上料传送机构1输送至喷油单元3进行喷油,之后上料传送装置1将喷完油的工件输送至螺母上料单元4,螺母上料单元4将螺母通过机械手输送至上料传送机构1上螺杆的上方,由拧紧装置将螺母螺纹固定在螺杆上,之后由上料传送机构1传送至挤压单元5进行挤压,挤压完成后,上料传送机构1将工件传送至去毛刺单元6,在去毛刺单元6去除毛刺后由上料传送机构1传送至下料单元7,在下料单元7机械手将工件取下,放入托盘中。之后上料传送机构1的治具通过切替装置返回螺杆上料单元2的位置
25.上料传送机构1中包括传送基板101、上料轨道102、切替导轨103、返回轨道104、传送治具105、切替轨道106、定位滑块107、定位块108、同步带夹持块109和同步轮110。传送基板101固定连接在机架上,传送基板101上设有上料轨道102,上料轨道102固定连接在传送基板101上,上料轨道102的一侧设有返回轨道104,返回轨道104固定连接在传送基板101上,在上料轨道102的一端设有切替导轨103,切替导轨103固定连接在传送基板101上,切替导轨103的上方设有切替轨道106,切替轨道106固定连接在切替气缸的输出端,切替气缸固定连接在切替导轨103上,切替轨道106的一端滑动连接在上料轨道102的一端,在上料轨道102上设有传送治具105,传送治具105的一侧设有四个圆形凹槽,传送治具105滑动连接在上料轨道102上,传送治具105上固定连接有定位块 108在定位块108的一侧设有同步带夹持块109,同步带夹持块109固定连接在传送治具 105上,在定位块108的下方设有定位滑块107,定位滑块107滑动连接在上料轨道102 上,在切替导轨103远离上料轨道102的一侧设有同步轮110,同步轮固定连接在同步轮电机的输出端上,同步轮电机固定连接在传送基板101上,在同步轮110上啮合连接有同步带。
26.在工作时,传送治具105通过同步轮110和同步带的带动下依次移动至每个单元中进行工件的上料和组装工作,在每个单元中定位滑块107向上滑动至定位块108中保证传送治具105位置正确,之后在通过下料单元7后传送治具105被传送至切替轨道106上,之后切替轨道106通过切替气缸被传送至返回轨道104的一侧,之后通过同步轮110在返回轨道104上返回至设备另一侧。
27.螺杆上料单元2中包括螺杆上料框架201、螺杆托盘202、螺杆机械手203、托盘固定板204、传送带205、托盘放置板206、托盘推板207和托盘限位板208。
28.上料框架201固定连接在机架上,上料框架201上设有螺杆机械手203,螺杆机械手 203固定连接在上料框架201上,螺杆机械手203的下方设有螺杆托盘202,螺杆托盘202 的两侧设有托盘固定板204,托盘固定板204固定连接在固定板气缸的输出端,固定板气缸固定连接在上料框架201上,螺杆托盘202被托盘固定板204夹持固定,螺杆托盘202 下方的上料框架201上设有一个矩形通孔,矩形通孔下方设有一个传送带205,传送带205 固定连接在上料框架201上,上料框架201在螺杆机械手203的一侧设有托盘限位板208,托盘限位板208固定连接在上料框架201上,托盘限位板208的一侧设有托盘放置板206,托盘放置板206固定连接在放置板气缸的输出端,放置板气缸固定连接在上料框架201上,在托盘放置板206的一侧设有托盘推板207,托盘推板207固定连接在推盘气缸的输出端,推盘气缸固定连接在上料框架201上。
29.在工作时,托盘放置板206上放置上多个托盘,托盘限位板208保证托盘不倒塌,之后由托盘推板207将一个托盘推入托盘固定板204中,由托盘固定板204夹持,由螺杆机械手203将所有工件取下后托盘固定板204松开螺杆托盘202,螺杆托盘202从上料框架 201的矩形通孔中掉入下方传送带205上,传送带205带着托盘排除设备。
30.喷油单元3中包括喷油框架301、分离器基板302、分离器303、油管304、喷油口305、喷油口安装板306和喷油气缸307。
31.喷油框架301固定连接在机架上,喷油框架301上设有分离器基板302,分离器基板 302固定连接在喷油框架301上,分离器基板302上设有分离器303,分离器303固定连接在分离器基板302上,分离器上设有油管304,油管304的一端固定连接在分离器303 上,分离器303的另一端固定连接有喷油口305,喷油口305下方设有喷油口安装板306,喷油口安装板306固定连接在喷油口305上,在喷油口安装板的下方设有喷油气缸307,喷油气缸307固定连接在喷油口安装板306上,喷油气缸307的输出端固定连接在喷油口 305上。
32.螺母上料单元4的上料出料环节和螺杆上料单元2采取了相同结构。
33.螺母上料单元4的拧紧单元中包括螺母机械手401、螺母托盘402、拧紧机械手403 螺母定位板404和拧紧顶板405。
34.螺母定位板404上设有四个圆形通孔,在圆形通孔内部设有一圈凸台,螺母机械手401 将螺母从螺母托盘402输送至螺母定位板404上的圆形通孔中,在螺母定位板404的上方设有一个拧紧机械手403,拧紧机械手403固定连接在螺母上料框架上。螺母定位板404 的下方设有一个拧紧顶板405,拧紧顶板405固定连接在螺母上料框架上。
35.挤压单元5包括挤压框架501、挤压机502、挤压上模503、连接杆504和上模气缸505。
36.挤压框架501固定连接在机架上,挤压框架501上固定连接有挤压机502,在挤压机
的下方的挤压框架501设有圆形通孔,挤压机502的输出端滑动连接在挤压框架501上的圆形通孔中,挤压机502的输出端下方设有挤压上模503,挤压上模503的下方设有上模气缸505,上模气缸505固定连接在机架上,上模气缸505的两侧设有连接杆504,连接杆504的一端固定连接在上模气缸505的输出端,连接杆的另一端固定连接有挤压上模 503。
37.去毛刺单元6中包括去毛刺支撑杆601、去毛刺背板602、去毛刺气缸603、去毛刺电机604和风仓605。
38.去毛刺支撑杆601固定连接在机架上,去毛刺背板602固定连接在去毛刺支撑杆601 上,去毛刺背板602的一侧设有去毛刺气缸603,去毛刺气缸603固定连接在去毛刺背板 602上,去毛刺气缸603的输出端固定连接有风仓605,在风仓605的一端固定连接有一去毛刺电机604。风仓605的两侧设有两个圆形通孔,去毛刺电机604的输出端通过两个圆形通孔,风仓605远离去毛刺背板602的一侧底端设有四个出风口。
39.下料单元7上包括下料框架701、托盘转移推板702、托盘703、托盘定位板704、下料机械手705和托盘移动板706。
40.下料框架701固定连接在机架上,下料框架701上设有托盘703,托盘703活动连接在托盘移动板706上,托盘移动板706固定连接在托盘移动直线模组的滑盘上,托盘移动直线模组固定连接在下料框架701上,下料框架701上设有下料机械手705,下料机械手 705固定连接在下料框架701上,当托盘703被托盘移动直线模组输送至机械手下方位置,此位置为工作位置,在工作位置的托盘703的一侧设有托盘转移推板702,托盘转移推板 702固定连接在转移气缸的输出端,转移气缸固定连接在下料框架701上,在工作位置的托盘703的另一侧设有托盘定位板704,托盘定位板704固定连接在定位气缸的输出端,定位气缸固定连接在下料框架701上。
41.在工作时,工人将托盘放在托盘移动板706上,托盘移动板706带动托盘703移动至工作位置,之后托盘定位板704将托盘定位,之后由下料机械手705将工件放入托盘703 内,在托盘703放满后由托盘转移推板702将托盘推入远离托盘转移推板702一侧的取托盘位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1