一种角钢加工用的长轨数控铣床的制作方法
1.本技术涉及人防门加工设备技术领域,尤其是涉及一种角钢加工用的长轨数控铣床。
背景技术:
2.人防门具有密闭性,战时可以防止化学毒剂和生物战剂从人防工程口部进入工程内部。为了保证密封性,人防门框设置有海绵橡胶密封胶条。通常海绵橡胶密封胶条放置于人防门框的胶条槽中。
3.参照图1,为相关技术中的一种用于安装海绵橡胶密封胶条的人防门角钢1,该角钢1主要包括竖直钢板11和水平钢板12以及两个扁钢13,竖直钢板11与水平钢板12垂直设置,两个扁钢13按一定距离焊接于水平钢板12的外侧,两个扁钢13和角钢1形成胶条槽14,胶条槽14用于填充海绵橡胶密封胶条。
4.然而角钢与扁钢焊接后产生的热变形会导致两个扁钢直线度差,两扁钢的直线度差会导致人防门的密封性变差,又因为角钢长度较长,采用液压整形机整形后扁钢的直线度未能达到人防密封要求的技术要求,所以需要一款用于加工角钢上的扁钢的设备。
技术实现要素:
5.为了对角钢上的扁钢进行加工且保证加工后扁钢的直线度能满足人防密封要求,本技术提供一种角钢加工用的长轨数控铣床。
6.本技术提供的一种长轨数控铣床,采用如下的技术方案:
7.一种角钢加工用的长轨数控铣床包括数控滑移装置、铣削装置及工作台,数控滑移装置包括x轴滑移机构,x轴滑移机构包括床身、大拖板、齿条、齿轮及x轴电机,大拖板滑移于床身上,x轴电机安装于大拖板上,齿轮安装于x轴电机的输出端,齿条安装于床身上,齿轮与齿条啮合,铣削装置安装于大拖板上,角钢放置于工作台上,竖直钢板的内侧壁及水平钢板的下端面均与工作台抵接,铣削装置的铣削端抵接在被加工扁钢待铣削处。
8.通过采用上述技术方案,由于x轴电机安装于大拖板上,x轴电机的输出端连接齿轮,齿轮啮合于齿条,随着x轴电机的转动,齿轮移动于齿条上,进而促使大拖板滑移于床身,铣削装置安装于大拖板,大拖板滑移促使铣削装置滑移。角钢放置于工作台,铣削装置的铣削端抵接扁钢;x轴电机的转动促使大拖板滑移于床身,大拖板带动铣削装置移动,滑移中铣削装置沿着床身设置方向对扁钢进行加工。
9.可选的,数控滑移装置还包括y轴滑移机构,y轴滑移机构包括小拖板、y滑块、y轴电机及y轴丝杆,y轴电机安装于大拖板上,y轴丝杆连接于y轴电机的输出端,y轴丝杆转动连接于大拖板上,y滑块螺纹连接于y轴丝杆;
10.大拖板开设有y槽,y槽贯穿大拖板,y槽的开设方向与大拖板的滑移方向垂直,y滑块滑移于y槽内,小拖板固定连接于y滑块上,铣削装置连接于小拖板上。
11.通过采用上述技术方案,随着y轴电机带动y轴丝杆转动,y滑块滑移于y槽,y滑块
滑移促使连接于y滑块上的小拖板滑移,小拖板的滑移促使连接于小拖板上的铣削装置滑移。一方面,由于y槽的开设方向与大拖板的滑移方向垂直,铣削装置也可以在与大拖板的滑移方向垂直的方向上滑移,另一方面,由于铣削装置连接小拖板,小拖板连接y滑块,y滑块螺纹连接于y丝杆,y丝杆转动连接于大拖板,铣削装置也会随着大拖板在床身长度方向上滑移,所以铣削装置既可以沿着床身长度方向滑移,也可以沿着与床身长度方向垂直的方向滑移,设置y滑移机构扩大了铣削装置的铣削范围,通过调节铣削装置在y槽的位置进而调节铣削装置的铣削点,可以对不同型号角钢上的扁钢的进行铣削。
12.可选的,数控滑移装置还包括z轴滑移机构,z轴滑移机构包括z轴电机、z轴丝杆、z主轴箱及z滑块,z主轴箱的一端固定连接于小拖板上,z轴电机安装于z主轴箱的另一端,z轴丝杆连接于z轴电机的输出端,z轴丝杆转动连接于z主轴箱,z滑块螺纹连接于z轴丝杆,z主轴箱在竖直方向上开设有z槽,z滑块滑移于z槽,z滑块固定连接铣削装置。
13.通过采用上述技术方案,z滑块随着z轴电机的转动滑移于z槽,由于铣削装置固定连接于z滑块,z滑块的滑移进而促使铣削装置沿着z槽的方向滑移。由于z槽是竖直开设的,铣削装置的滑移方向也是竖直的。铣削装置的滑移促使铣削端在竖直方向上的位置调整,进而控制铣削端对扁钢的铣削量,铣削装置可以对不同高度的扁钢进行铣削。
14.可选的,大拖板包括大拖板主体及燕尾条,燕尾条连接于大拖板主体上,燕尾条的设置方向垂直于大拖板滑移方向,y槽依次贯穿燕尾条及大拖板主体,小拖板开设有燕尾槽,y滑块固定连接于燕尾槽的槽底,小拖板通过燕尾槽滑移于燕尾条上。
15.通过采用上述技术方案,随着y滑块滑移于y丝杆,小托板通过燕尾槽滑移于燕尾部,小拖板随着大拖板沿着床身方向上滑移的时,一方面,小拖板的燕尾槽的槽壁会与大拖板的燕尾条抵接,可以实现力的传递,另一方面,大拖板带动小拖板的滑移过程中,燕尾条支撑燕尾槽的槽璧,使小拖板在滑移中更稳定,进而使铣削装置对扁钢的铣削更精准。
16.可选的,大拖板还包括固定块及滚动件,滚动件设置于固定块上,固定块可拆卸连接于大拖板主体,固定块通过滚动件滑移于床身。
17.通过采用上述技术方案,固定块可拆卸连接于大拖板。固定块通过滚动件滑移于床身,使得大拖板与床身的连接更稳定。z轴滑移机构滑移到y槽靠近y轴电机的一端时,连接在大拖板上面的x轴电机、y轴电机、齿轮以及z轴滑移机构的重量均集中在大拖板靠近y轴电机侧,可能导致大拖板发生侧翻脱离床身,综合考虑连接在大拖板上的各部件的重量及大拖板与床身连接结构是否稳定,选择是否安装固定件。固定件使得大拖板可以承受更重的x轴电机、齿轮、齿条、y轴滑移机构以及z轴滑移机构而保持稳定,进而使得铣削后扁钢的直线度稳定。
18.可选的,滚动件为滚珠,固定块开设有滚珠滑移槽,滚珠滑移于滚珠滑移槽内,滚珠滑移槽的两边的槽壁设置有滚珠固定壁,两个滚珠固定壁中间形成滚珠滑移口,滚珠滑移口的宽度小于滚珠的直径,滚珠的一部分暴露在滚珠滑移口外,滚珠暴露滚珠滑移口外的部分与床身抵接。
19.通过采用上述技术方案,固定块可拆卸地连接于大拖板,固定块开设有滚珠滑移槽,并且滚珠滑移槽的开设方向与大拖板的滑行方向相同,滚珠滑移于滚珠滑移槽内,固定块通过滚动件滑移于床身,暴露在滚珠滑移口外的滚珠与床身抵接,由于滚珠放置槽中的滚珠的滚动是各个方向的,使得连接固定块的大拖板在床身上滑移时更稳定同时滑移保持
顺畅。
20.可选的,固定块开设有放置槽,放置槽内可拆卸连接有挡块,放置槽与滚珠滑移槽连通,放置槽的宽度大于滚珠的直径,滚珠通过放置槽放置于滚珠滑移槽内。
21.通过采用上述技术方案,滚珠通过放置槽放置于滚珠滑移槽内,也可以通过放置槽将滚珠取出,放置及取出滚珠的操作简单且便于后期滚珠的更换,挡块可拆卸安装于放置槽内,挡块防止滚珠通过放置槽脱离滚珠滑移槽进而使滚动件更稳定。
22.可选的,所述的长轨数控铣床还包括若干压紧装置,所述压紧装置包括气缸和压紧板,所述压紧板安装于气缸的输出端,所述气缸推动压紧板将工作台上的竖直钢板压紧固定于工作台上。
23.通过采用上述技术方案,铣削装置在铣削的过程中对扁钢的有一定的作用力,作用力会引起角钢移动,进而影响铣削精度,气缸推动压紧板将工作台上的竖直钢板压紧固定于工作台,防止铣削过程中角钢移动,避免角钢移动影响铣削精度。
24.可选的,工作台与切割组件相对的台面上可拆卸安装有挡板,挡板与水平钢板抵接。
25.通过采用上述技术方案,工作台与切割组件相对的台面上可拆卸安装有挡板,且挡板与水平钢板抵接,挡板用于防止水平钢板在铣削方向上的移动,避免角钢移动影响铣削精度。
26.可拆卸安装可以根据实际情况选择使用,可以选择水平钢板两边都安装挡板,可以选择水平钢板的一边安装挡板,另外,也可以通过调整放置挡板的位置,使不同长度的水平钢板的两端都可抵接到挡板,使得不同长度的角钢在工作台上都能被挡板固定。
27.可选的,工作台与切割组件相对的台面上设置有若干的板槽,挡板插接于板槽内。
28.通过采用上述技术方案,挡板插接于板槽,挡板通过板槽固定,这种固定方式简单有效,且调整挡板位置方便。另外,挡板插接于板槽,这种结构稳定,可有效的防止角钢在铣削过程中的移动。
29.综上,本技术包括以下至少一种有益技术效果:
30.1.x轴电机的转动促使大拖板滑移于床身,大拖板带动铣削装置滑移,滑移中铣削装置沿着床身设置方向对放置在工作台上的扁钢进行铣削加工。
31.2.铣削装置随着小拖板滑移于y槽内,在y槽的设置方向上对角钢上的扁钢进行铣削;铣削装置随着z滑块在竖直开设的z槽内滑移,进而控制铣削装置对扁钢的铣削量。
32.3.通过压紧装置、工作台上的板槽及挡板的设置,在铣削过程中使角钢紧固在工作台上,进而保证铣削装置的铣削精度。
附图说明
33.图1是人防门角钢的结构示意图;
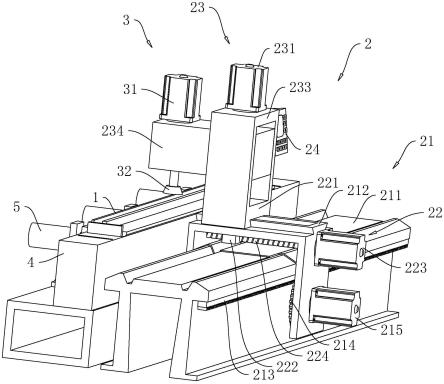
34.图2是角钢加工用的长轨数控铣床的结构示意图;
35.图3是数控滑移装置的结构示意图;
36.图4是固定块及滚动件的结构示意图;
37.图5是沿图4中a-a线的剖视图;
38.图6是z轴滑移机构结构示意图;
39.图7是压紧装置与工作台安装结构示意图;
40.图8是工作台示意图;
41.附图标记说明:1、角钢;2、数控滑移装置;3、铣削装置;4、工作台;5、压紧装置;11、竖直钢板;12、水平钢板;13、扁钢;14、胶条槽;21、x轴滑移机构;22、y轴滑移机构;23、z轴滑移机构;24、控制面板;31、铣削电机;32、刀具;41、板槽;42、挡板;51、气缸;52、压紧板;211、床身;212、大拖板;213、齿条;214、齿轮;215、x轴电机;221、小拖板;222、y滑块;223、y轴电机;224、y轴丝杆;231、z轴电机;232、z轴丝杆;233、z主轴箱;234、z滑块;2121、y槽;2122、大拖板主体;2123、燕尾条;2124、固定块;2125、滚动件;2126、滚珠滑移槽;2127、放置槽;2128、挡块;2211、燕尾槽;2331、z槽;21251、滚珠;21261、滚珠固定壁;21262、滚珠滑移口。
具体实施方式
42.以下结合附图2-8对本技术作进一步详细说明。
43.本技术实施例公开一种角钢1加工用的长轨数控铣床。参照图2和图3,一种角钢1加工用的长轨数控铣床包括数控滑移装置2、铣削装置3、工作台4及压紧装置5,工作台4用于放置角钢1,压紧装置5用于将竖直钢板11压紧固定于工作台4上,铣削装置3安装于数控滑移装置2,数控滑移装置2控制铣削装置3对扁钢13的铣削量及铣削位置,铣削装置3对工作台4上的水平钢板12上的扁钢13进行铣削。
44.数控滑移装置2包括x轴滑移机构21、y轴滑移机构22及z轴滑移机构23,y轴滑移机构22连接于x轴滑移机构21,z轴滑移机构23连接于y轴滑移机构22上。
45.x轴滑移机构21包括床身211、大拖板212、齿条213、齿轮214及x轴电机215,大拖板212滑移于床身211,x轴电机215安装于大拖板212,齿轮214安装于x轴电机215的输出端,齿条213安装于床身211上,齿轮214与齿条213啮合,随着x轴电机215的转动,齿轮214移动于齿条213上,进而促使连接x轴电机215的大拖板212滑移于床身211。
46.在其他实施例中,x轴滑移机构21的齿轮214齿条213结构可以由丝杆结构等常规传动结构代替。
47.在其他实施例中,铣削装置3也可以直接连接于大拖板212,铣削装置3的铣削端抵接在被加工扁钢13的待铣削处,铣削装置3随着大拖板212滑移于床身211,进而铣削装置3沿着床身211的长度方向上对角钢1上的扁钢13进行铣削。
48.大拖板212包括大拖板主体2122及燕尾条2123,燕尾条2123连接于大拖板主体2122上,且燕尾条2123的设置方向垂直于大拖板212滑移方向;燕尾条2123上开设有y槽2121,y槽2121的开设方向与大拖板212的滑移方向垂直,y槽2121依次贯穿燕尾条2123及大拖板主体2122。
49.y滑移机构包括小拖板221、y滑块222、y轴电机223及y轴丝杆224,y轴电机223安装于大拖板主体2122上,y轴丝杆224连接于y轴电机223的输出端,y轴丝杆224转动连接于大拖板主体2122,y滑块222螺纹连接于y轴丝杆224;小拖板221开设有燕尾槽2211,y滑块222固定连接于燕尾槽2211的槽底, y轴电机223转动促使y轴丝杆224转动,y滑块222滑移于y槽2121内,进而促使小拖板221通过燕尾槽2211滑移于燕尾条2123上。
50.在其他实施例中,燕尾槽2211可替换为t型槽,燕尾条2123可以更换为t型块,另外,铣削装置3也可以直接连接于固定在小拖板221上,铣削装置3的铣削端抵接在被加工扁
钢13待铣削处,铣削装置3在床身211的长度方向上及y槽2121范围内对扁钢13进行铣削。
51.参考图3和图4,大拖板212还包括固定块2124及滚动件2125,滚动件2125设置于固定块2124上,固定块2124可拆卸连接于大拖板主体2122。固定块2124通过滚动件2125滑移于床身211,使得大拖板212与床身211的滑移结构更稳定,进而使得铣削的直线度稳定。
52.参考图4和图5,滚动件2125为滚珠21251,固定块2124的上端面开设有滚珠滑移槽2126,滚珠滑移槽2126的开设方向与大拖板主体2122滑移的方向相同,滚珠21251滑移于滚珠滑移槽2126内,滚珠滑移槽2126两边的槽壁设置有滚珠固定壁21261,两个滚珠固定壁21261中间形成滚珠滑移口21262,滚珠滑移口21262的宽度小于滚珠21251的直径,滚珠21251的一部分暴露在滚珠滑移口21262外,滚珠21251暴露滚珠滑移口21262外的部分与床身211抵接。
53.固定块2124开设有放置槽2127,放置槽2127与滚珠滑移槽2126垂直设置,放置槽2127与滚珠滑移槽2126连通,放置槽2127的宽度大于滚珠21251的直径,滚珠21251通过放置槽2127放置于滚珠滑移槽2126内。另外,放置槽2127内可拆卸连接有挡块2128,挡块2128防止滚珠21251通过放置槽2127脱离滚珠滑移槽2126。
54.在其他实施例中,滚珠21251可以由滚轮代替,滚轮转动连接于固定块2124上,滚轮的转动方向与大拖板212的滑移方向相同,固定块2124通过滚轮滑移于床身211。
55.参考图6,z轴滑移机构23包括z轴电机231、z轴丝杆232、z主轴箱233及z滑块234,z主轴箱233的一端固定连接于小拖板221上,z轴电机231安装于z主轴箱233的另一端,z轴丝杆232连接于z轴电机231的输出端,z轴丝杆232转动连接于z主轴箱233,z滑块234螺纹连接于z轴丝杆232,z主轴箱233在竖直方向上开设有z槽2331,z滑块234滑移于z槽2331,z滑块234固定连接铣削装置3。
56.本实施例中,铣削装置3固定于z滑块234上,铣削装置3位于工作台4的上方,z轴电机231带动z轴丝杆232转动,进而促使z滑块234在z槽2331内竖直方向上移动,进而带动铣削装置3上下移动,进而控制铣削装置3对扁钢13的铣削量。
57.在其他实施例中,y轴滑移机构22及z轴滑移机构23的丝杆结构可以由齿轮与齿条等常规传动结构代替。
58.本实施例中,铣削装置3包括铣削电机31及铣削刀具32, 铣削电机31安装于z滑块,铣削刀具32安装于铣削电机31的输出端,铣削刀具32位于工作台4上的角钢1的上方。
59.本实施例中,数控滑移机构还包括控制面板24,x轴滑移机构21、y轴滑移机构22及z轴滑移机构23的滑移由控制面板24控制完成,x轴滑移机构21、y轴滑移机构22及z轴滑移机构23的滑移动作的先后顺序也由控制面板24控制。
60.参考图7,压紧装置5包括气缸51和压紧板52,气缸51安装于工作台4上,压紧板52安装于气缸51的输出端,气缸51推动压紧板52将工作台4上的竖直钢板11压紧固定于工作台4上。在本实施例中压紧装置5设置为三个。
61.参考图7和图8,本实施例中的压紧装置5也可以选择不使用,可以通过其他的结构固定角钢,具体的,工作台4与切割组件相对的台面上可拆卸安装有挡板42,工作台4上的水平钢板12固定于两个挡板42之间。
62.参考图7和图8,工作台4与铣削装置3相对的台面上设置有板槽41,板槽41的数量可以根据实际需要选用,挡板42插接于板槽41内,挡板42与水平钢板12的端部抵接,放置槽
2127中的挡板42的高度高于工作台4上水平钢板12的高度低于被铣削扁钢13面的高度。
63.本其他实施例中,工作台4上可以不设置板槽41,挡板42可以通过其他紧固方式将角钢1固定于工作台4上,比如,本实施例中的挡板42可以通过螺纹连接、卡扣及键连接等常规可拆卸连接方式连接;工作台4上可以不设置板槽41与挡板42,通过压紧装置5将角钢1固定于工作台4上。
64.在本实施例中,上述安装、连接及固定连接可以根据实际选用焊接固定、螺栓连接及一体成型等常规连接方式,上述转动连接可以根据实际选用销轴连接,轴承连接等常规转动连接方式,上述可拆卸连接可以根据实际选用螺栓固定等常规转动连接方式。
65.本技术实施例一种角钢1加工用的长轨数控铣床的实施原理为:待铣削的角钢1放置在工作台4上,调整挡板42在放置槽2127中的位置,使水平钢板12固定在两块挡板42中间,压紧装置5启动,气缸51推动压紧板52将竖直钢板11压紧固定于工作台4的侧壁。
66.在控制面板24上输入x轴滑移机构21、y轴滑移机构22及z轴滑移机构23的滑移量,以及x轴滑移机构21、y轴滑移机构22及z轴滑移机构23动作的先后顺序。根据控制面板24中的控制程序,x轴滑移机构21、y轴滑移机构22及z轴滑移机构23先后动作。
67.在多种x轴滑移机构21、y轴滑移机构22及z轴滑移机构23协作铣削的实施方式中,其中一种是:首先y轴电机223转动促使y滑块222滑移于y槽2121,小拖板221随着y滑块222在y槽2121的方向上滑移,进而带动连接在小拖板221上的z轴滑移机构23及铣削装置3的在y槽2121方向上的滑移,进而调整好铣削装置3在y槽2121方向上的铣削位置;然后z轴电机231启动,z轴电机231带动z轴丝杆232转动,z轴丝杆232转动带动z滑块234在z槽2331中滑移,z滑块234滑移促使铣削装置3的刀具32抵接在扁钢13上的待铣削处;然后x轴滑移机构21中的x轴电机215启动,带动齿轮214旋转,齿轮214啮合于齿条213,齿轮214移动于齿条213并带动大拖板212滑移于床身211,滑移的大拖板212带动连接于大拖板212的y轴滑移机构22、z轴滑移机构23及铣削装置3沿着床身211方向滑移,随着铣削装置3沿着床身211方向滑移,铣削电机31启动促使刀具32对扁钢13进行铣削。
68.如果一次铣削不能满足直线度要求,通过调整控制面板24中的控制的铣削路径及铣削量,可以对扁钢13进行往复铣削。经过上述铣削装置3的铣削,扁钢13的平面直线度0.15mm/1m达到人防门防护密闭技术要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1