一种汽车摆臂加工模具用冲压头的制作方法
1.本实用新型属于汽车摆臂加工模具用冲压头技术领域,尤其涉及一种汽车摆臂加工模具用冲压头。
背景技术:
2.汽车摆臂常应用于汽车底盘的悬挂系统中,其结构多样,针对不同车型有不同的摆臂结构,为满足装配及强度需求,现有的摆臂结构一般由摆臂本体、前衬套总成、后衬套总成、球头销总成四部分组成,其中,摆臂本体有冲压成型为马蹄形,在加工过程中,常需要冲压头进行冲压。
3.经检索,中国专利号cn201922500485.1汽车摆臂加工模具用冲压头,该汽车摆臂加工模具用冲压头中通过设置的脱料组件能够很好的推动产品沿着冲头主体表面向前移动,使产品从冲头主体上脱落,实现脱料工作,便于使用,提升工作效率,但是仍然存在冲头主体与固定板之间难以快速拆装,导致拆装效率低,影响冲压头的更换或维修,另外,固定板与冲压设备之间不能精准定位,不便于其快速安装,影响冲压头的快速使用,因此,我们提出来一种汽车摆臂加工模具用冲压头解决上述问题。
技术实现要素:
4.针对上述问题,本实用新型提供一种汽车摆臂加工模具用冲压头,其通过设置拆卸机构,在需要对冲头主体与固定板之间进行安装时,首先将两个竖杆通过两个通口插入到固定板的内部,同时同手托住冲头主体的底部,这时在同时扭动两个螺栓,两个螺栓的向上移动扭动带动两个固定块向上移动,固定块的移动会带动斜杆呈竖直状态,两个斜杆的移动会带动两个滑动杆在滑槽的内部向相对的一侧移动,两个滑动杆的移动带动两个插杆在限位孔的内部滑动,使得插杆也同时向前移动插入到凹槽的内部,对两个竖杆进行固定住,这时即可使得固定板与冲头主体之间实现便于安装的目的,且无需一边检验一边安装,有效的提高了冲头主体的安装效率,大大地提高了冲头主体的更换或维修效率。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种汽车摆臂加工模具用冲压头,包括固定板,所述固定板下端中间位置设置冲头主体,所述冲头主体上滑动连接脱料组件,所述固定板的内部设置有拆卸机构,所述固定板的顶部设置有限位机构。
7.优选的,所述拆卸机构包括数量两个的螺栓,所述固定板的内部螺纹连接有数量为两个的螺栓,两个所述螺栓的外表面均固定安装有固定块,两个所述固定块的外表面均铰接安装有斜杆,所述固定板的左右内壁均固定有导向杆,两个所述导向杆的内部均滑动安装有滑动杆,两个所述导向杆的顶部均固定安装有支撑杆,两个所述滑动杆相对的一侧均固定安装有插杆,所述冲头主体的顶部固定安装有数量为两个的竖杆。
8.优选的,所述限位机构包括数量为两个的矩形箱,所述固定板的顶部固定安装有数量为两个的矩形箱,两个所述矩形箱的内部均固定安装有竖板,两个所述竖板的左右两
侧均固定安装有弹簧,两个所述弹簧相背离的一侧进固定安装有限位杆。
9.优选的,所述固定板的内部开设有与两个螺栓相适配的螺纹孔,两个所述螺栓均贯穿螺纹孔延伸至固定板的顶部外表面。
10.优选的,两个所述滑动杆远离导向杆的一端均与斜杆铰接安装。
11.优选的,两个所述导向杆的内部均开设有滑槽,且两个滑动杆的底部均延伸至滑槽的内部滑动安装有滑块。
12.优选的,所述固定板的底部外表面均开设有与两个竖杆相适配的通口,且竖杆的顶部均通过通口延伸至固定板的内部。
13.与现有技术相比,本实用新型的有益效果为:
14.1、通过设置拆卸机构,在需要对冲头主体与固定板之间进行安装时,首先将两个竖杆通过两个通口插入到固定板的内部,同时同手托住冲头主体的底部,这时在同时扭动两个螺栓,两个螺栓的向上移动扭动带动两个固定块向上移动,固定块的移动会带动斜杆呈竖直状态,两个斜杆的移动会带动两个滑动杆在滑槽的内部向相对的一侧移动,两个滑动杆的移动带动两个插杆在限位孔的内部滑动,使得插杆也同时向前移动插入到凹槽的内部,对两个竖杆进行固定住,这时即可使得固定板与冲头主体之间实现便于安装的目的,且无需一边检验一边安装,有效的提高了冲头主体的安装效率,大大地提高了冲头主体的更换或维修效率。
15.2、通过设置限位机构,在需要对固定板与冲压设备之间快速安装时,然后工人通过矩形箱将固定板插接于冲压设备安装部件上的定位槽中,此时,限位杆在弹簧的作用下卡进冲压设备安装部件上的定位槽中与其相匹配的孔槽,以对固定板进行定位,再通过安装孔将固定板与冲压设备安装部件相紧固,以及冲压设备内部设置与螺栓相适配的定位孔中,使得螺栓也能够完全的插入到定位孔的内部,从而实现对冲头本体的定位安装,有效的提高了冲头本体的安装效率,便于冲头本体的使用,最后当冲头本体安装完成后,工人通过冲压设备驱动其移动,以对五金板材进行冲压加工。
附图说明
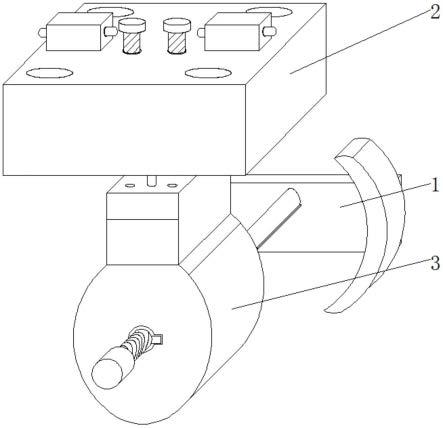
16.图1为本实用新型提出的一种汽车摆臂加工模具用冲压头的结构立体图;
17.图2为本实用新型提出的一种汽车摆臂加工模具用冲压头结构示意图;
18.图3为图2中a处的放大结构示意图;
19.图4为图2中b处的放大结构示意图。
20.图中:1、脱料组件;2、固定板;3、冲头主体;4、拆卸机构; 401、螺栓;402、固定块;403、斜杆;404、导向杆;405、滑动杆; 406、支撑杆;407、插杆;408、竖杆;5、限位机构;501、矩形箱; 502、竖板;503、弹簧;504、限位杆。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
22.参照图1、图2、图3和图4,一种汽车摆臂加工模具用冲压头,包括固定板2,固定板2
下端中间位置设置冲头主体3,冲头主体3 上滑动连接脱料组件1,固定板2的内部设置有拆卸机构4,固定板 2的顶部设置有限位机构5。
23.在图2和图3中,固定板2的内部开设有与两个螺栓401相适配的螺纹孔,两个螺栓401均贯穿螺纹孔延伸至固定板2的顶部外表面,设置两个螺纹孔使得两个螺栓401可以在固定板2的内部转动,使得移动的目的。
24.在图2和图3中,两个滑动杆405远离导向杆404的一端均与斜杆403铰接安装,铰接安装的目的是可以改变斜杆403的目的以及在固定块402的移动时改变斜杆403的倾斜角度,从而带动滑动杆405在滑槽的内部滑动。
25.在图2和图3中,两个导向杆404的内部均开设有滑槽,且两个滑动杆405的底部均延伸至滑槽的内部滑动安装有滑块,实现滑动杆405通过滑槽与滑块实现与导向杆404之间滑动的关系。
26.在图2和图3中,固定板2的底部外表面均开设有与两个竖杆 408相适配的通口,且竖杆408的顶部均通过通口延伸至固定板2的内部,两个竖杆408通过通口延伸至固定板2的内部,在通过设置的拆卸机构4对竖杆408进行安装。
27.在图2和图3中,两个竖杆408的外表面均开设有凹槽,且凹槽与插杆407的一端相适配,两个支撑杆406的内部均开设有与插杆 407相适配的滑孔,两个插杆407均贯穿滑孔延伸至凹槽的内部,利用两个插杆407插入到凹槽的内部便可对竖杆408实现安装的目的,设置支撑杆406的目的可以对插杆407进行辅助的效果。
28.在图2和图4中,两个矩形箱501的左右两侧均开设有与限位杆 504相适配的限位孔,且两组限位杆504相背离的一侧均贯穿限位孔延伸至矩形箱501的外表面,两组限位杆504均通过限位孔在矩形箱 501的内部活动。
29.在图2、图3和图4,两个螺栓401均设置为较长的螺栓,且均位于冲压设备的外表面,这样在拆卸时便于操作,且冲压设备的内部设置有与矩形箱501相适配的定位槽,以及与限位杆504相适配的孔槽,这样便于将固定板2与冲压设备之间进行安装且实现定位的效果,以及固定板2的内部设置有安装孔。
30.现对本实用新型的操作原理做如下描述:
31.通过设置拆卸机构4,在需要对冲头主体3与固定板2之间进行安装时,首先将两个竖杆408通过两个通口插入到固定板2的内部,同时同手托住冲头主体3的底部,这时在同时扭动两个螺栓401,两个螺栓401的向上移动扭动带动两个固定块402向上移动,固定块 402的移动会带动斜杆403呈竖直状态,两个斜杆403的移动会带动两个滑动杆405在滑槽的内部向相对的一侧移动,两个滑动杆405的移动带动两个插杆407在限位孔的内部滑动,使得插杆407也同时向前移动插入到凹槽的内部,对两个竖杆408进行固定住,这时即可使得固定板2与冲头主体3之间实现便于安装的目的,且无需一边检验一边安装,有效的提高了冲头主体3的安装效率,大大地提高了冲头主体3的更换或维修效率。
32.在使用中,在需要对固定板2与冲压设备之间快速安装时,然后工人通过矩形箱501将固定板2插接于冲压设备安装部件上的定位槽中,此时,限位杆504在弹簧503的作用下卡进冲压设备安装部件上的定位槽中与其相匹配的孔槽,以对固定板2进行定位,再通过安装孔将固定板2与冲压设备安装部件相紧固,以及冲压设备内部设置与螺栓401相适配的定位孔中,使得螺栓401也能够完全的插入到定位孔的内部,从而实现对冲头本体3的定位
安装,有效的提高了冲头本体3的安装效率,便于冲头本体3的使用,最后当冲头本体3安装完成后,工人通过冲压设备驱动其移动,以对五金板材进行冲压加工。
33.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1