一种保险丝单帽斜线焊接机的制作方法
1.本实用新型涉及机械设备领域,特别涉及一种保险丝单帽斜线焊接机。
背景技术:
2.单帽保险丝产品瓷管内径小,熔丝在瓷管中需要对角斜线勾住瓷管外壁,并且瓷管两端上还焊接有带引线的铜帽。目前市场上的此类保险丝主要依靠传统的人工方式进行生产,操作人员依靠半自动治具流水线作业,由于手工操作难度较大且穿丝不稳定,进而存在速度慢、烧焊焊接长度不一致、良品率低等缺点,同时劳动强度较高,操作人员易疲劳,进而使得生产效率较低、一定程度上增加生产成本,现有人工生产方式无法满足现代化生产的需求。
技术实现要素:
3.针对现有人工生产单帽保险丝的方式存在劳动强度大、效率低且产品质量不稳定的问题,本实用新型提供了一种保险丝单帽斜线焊接机。
4.为实现本实用新型的目的,本实用新型采用的技术方案是:
5.一种保险丝单帽斜线焊接机,包括机体,所述机体设有主转盘机构,所述主转盘机构外周设有瓷管进料机构、用于检查瓷管内壁是否破损的真空测试机构、用于固定瓷管高度位置的定位机构、用于对瓷管进行斜线穿丝的穿丝机构、用于对瓷管一端安装并焊接引线铜帽的一端引线铜帽组装机构、用于带动瓷管调转方向的产品翻转机构、用于对瓷管另一端安装并焊接引线铜帽的二端引线铜帽组装机构、用于检测产品长度是否合格和铜帽焊接是否合格的成品检测机构以及用于对合格产品和不合格产品进行分别下料的成品卸料机构。
6.优选的,所述真空测试机构包括真空测试座、用于夹紧瓷管上下端面的真空测试手指、用于向瓷管内充气的真空测试头以及用于测试瓷管内部气压的压力表,所述真空测试手指安装于所述真空测试座,所述真空测试头设置于所述真空测试手指,所述真空测试头连接所述压力表。
7.优选的,所述穿丝机构包括穿丝针管、用于向所述穿丝针管内送入熔丝的放丝组件、带动所述穿丝针管上下移动的穿丝压线组件、带动所述穿丝针管横向移动的穿丝拉线组件、用于压住瓷管下端面熔丝的上顶组件以及用于剪断熔丝的切丝组件。
8.优选的,所述一端引线铜帽组装机构包括一端引线铜帽送料组件、一端引线铜帽加热组件和一端引线铜帽焊接组件;所述二端引线铜帽组装机构包括二端引线铜帽送料组件、二端引线铜帽加热组件和二端引线铜帽焊接组件。
9.优选的,所述一端引线铜帽送料组件与所述二端引线铜帽送料组件均包括送料振动盘、连接所述送料振动盘的送料轨道、用于将送料轨道末端的引线铜帽送至瓷管下方的送料座、用于固定瓷管的下压气缸、用于将引线铜帽装入瓷管下端面的送料顶杆以及用于所述送料顶杆导向的送料导向块,所述送料座设有送料滑块和带动所述送料滑块移动的第
一气动组件,所述送料滑块设有送料夹。
10.优选的,所述一端引线铜帽加热组件与所述二端引线铜帽加热组件均包括用于对瓷管引线铜帽进行加热的热风器主体,所述热风器主体包括加热芯、加热块和鼓风机,所述加热芯与所述加热块之间设有气管,所述加热块设有若干透气孔,所述鼓风机用于将所述加热芯加热的热气由所述透气孔吹出,以使引线铜帽内部的锡膏融化。
11.优选的,所述一端引线铜帽焊接组件与所述二端引线铜帽焊接组件均包括焊接下压块、用于带动所述下压块移动的第二气动组件以及用于对引线铜帽内部的锡膏进行冷却的焊接冷却块。
12.优选的,所述一端引线铜帽送料组件与一端引线铜帽焊接组件之间以及二端引线铜帽送料组件与所述二端引线铜帽焊接组件之间均设有一组引线铜帽护板,所述引线铜帽护板为圆弧状护板。
13.优选的,所述成品检测机构包括用于检测成品长度是否合格的成品长度检测组件和用于检测产品焊接是否合格的通电测试组件。
14.优选的,所述成品卸料机构包括用于对合格产品进行夹取下料的良品卸料组件和用于对不合格产品进行夹取下料的不良品卸料组件。
15.本实用新型的有益效果如下:
16.1、本实用新型能够自动实现对保险丝瓷管内部斜线穿丝、组装焊接引线铜帽,有效降低人工劳动强度,提高生产效率。
17.2、本实用新型设有定位机构,瓷管在真空测试机构检测完成后高度会有差异,可通过产品定位机构固定高度,以便后续工作顺利进行
18.3、本实用新型设有真空测试机构、成品长度检测组件和通电测试组件,能够对瓷管、组装后的成品长度以及焊接是否合格进行检测,有效保证保险丝的合格率和产品质量。
附图说明
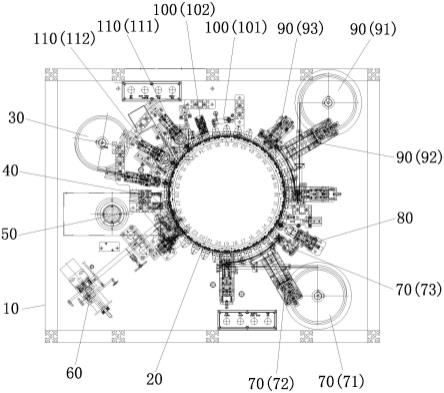
19.图1:本实用新型整体结构的俯视示意图;
20.图2:本实用新型穿丝机构的结构示意图;
21.图3:本实用新型引线铜帽送料组件的结构示意图;
22.图4:本实用新型引线铜帽加热组件的结构示意图;
23.图5:本实用新型引线铜帽送料组件的结构示意图;
24.图6:本实用新型产品翻转机构的结构示意图;
25.图中:10、机体;20、主转盘机构;30、瓷管进料机构;40、真空测试机构;50、定位机构;60、穿丝机构;61、放丝组件;62、穿丝针管; 63、穿丝压线组件;64、穿丝拉线组件;65、上顶组件;66、切丝组件; 70、一端引线铜帽组装机构;71、一端引线铜帽送料组件;711、送料振动盘;712、送料轨道;713、送料座;714、下压气缸;715、送料顶杆;716、送料导向块;72、一端引线铜帽加热组件;721、加热芯;722、加热块; 723、鼓风机;73、一端引线铜帽焊接组件;731、焊接下压块;732、第二气动组件;733、焊接冷却块;80、产品翻转机构;81、翻转气缸;82、开夹组件;90、二端引线铜帽组装机构;91、二端引线铜帽送料组件;92、二端引线铜帽加热组件;93、一端引线铜帽焊接组件;100、成品检测机构; 101、成品长度检测组件;102、通电测试组件;110、成品卸料机构;111、良品卸料组件;112、不良品卸料组件。
具体实施方式
26.现有人工生产单帽保险丝的方式存在劳动强度大、效率低且产品质量不稳定的问题。所以本实用新型提出新的方案,为更加清楚的表示,下面结合附图对本实用新型做详细的说明。
27.参见图1,一种保险丝单帽斜线焊接机,包括机体10,所述机体10设有主转盘机构20,所述主转盘机构20外周设有瓷管进料机构30、用于检查瓷管内壁是否破损的真空测试机构40、用于固定瓷管高度位置的定位机构50、用于对瓷管进行斜线穿丝的穿丝机构60、用于对瓷管一端安装并焊接引线铜帽的一端引线铜帽组装机构70、用于带动瓷管调转方向的产品翻转机构80、用于对瓷管另一端安装并焊接引线铜帽的二端引线铜帽组装机构90、用于检测产品长度是否合格和铜帽焊接是否合格的成品检测机构100以及用于对合格产品和不合格产品进行分别下料的成品卸料机构110。
28.本实施例所述主转盘机构20外周设有若干挟持夹子,所述瓷管进料机构 30包括振动上料盘和用于将上料的瓷管抓取至挟持夹子的取料手指。
29.所述真空测试机构40包括真空测试座、用于夹紧瓷管上下端面的真空测试手指、用于向瓷管内充气的真空测试头以及用于测试瓷管内部气压的压力表,所述真空测试手指安装于所述真空测试座,所述真空测试头设置于所述真空测试手指一端,所述真空测试手指另一端设有胶垫,保证夹持后能够紧贴瓷管一断面,瓷管另一端面通过真空测试头连接真空气泵向瓷管内部充气,所述真空测试头连接所述压力表,通过压力表的测试数值可检测出瓷管的密封性能,在压力表检测数值低于预设值则为不良品。
30.瓷管在真空测试机构40检测完成后高度会有差异,需要所述产品定位装置定位装置来固定高度,以便后续工作顺利进行。本实用施例定位机构50 设有定位座和用于下压瓷管的下压头。
31.参见图2,所述穿丝机构60包括穿丝针管62、用于向所述穿丝针管62 内送入熔丝的放丝组件61、带动所述穿丝针管62上下移动的穿丝压线组件 63、带动所述穿丝针管62横向移动的穿丝拉线组件64、用于压住瓷管下端面熔丝的上顶组件65以及用于剪断熔丝的切丝组件66。
32.本实施例放丝组件61由步进电机驱动旋转放丝轴进行放丝,熔丝轴安装在放丝轴上,当安装在放丝组件61底部的上近接开关感应到放丝摆杆上的感应块时,步进电机旋转放丝,当下近接开关感应到放丝摆杆上的感应块时,步进电机停止旋转放丝。
33.本实施例穿丝过程包括:穿丝针管62处于瓷管上端面正中间;穿丝压线组件63带动穿丝针管62穿入瓷管内部到达下端面,并将放丝组件61送入的熔丝紧贴于瓷管内壁上;同时穿丝拉丝组件64推动丝材轻微运动,使得穿丝针管62外壁紧贴的丝材线头打开,呈v形状,穿丝压线组件63向上轻微运动,使得穿丝针管62向上运动,丝材线头刚好挂在瓷管外壁上即可;上顶组件65向上运动将丝材线头压紧固定;穿丝组件向上运动并且穿丝拉丝组件 64横向移动,此时穿丝针管62向圆弧折面运动,使得顶部丝材向瓷管外壁靠近,并在切丝组件66的作用下剪断熔丝,最后穿丝压线组件63和所述穿丝拉丝组件64复位,一次穿丝动作完成。
34.参见图1,所述一端引线铜帽组装机构70包括一端引线铜帽送料组件71、一端引线铜帽加热组件72和一端引线铜帽焊接组件73;所述二端引线铜帽组装机构90包括二端引线
铜帽送料组件91、二端引线铜帽加热组件92和二端引线铜帽焊接组件93。
35.参见图3,所述一端引线铜帽送料组件71与所述二端引线铜帽送料组件 91均包括送料振动盘711、连接所述送料振动盘711的送料轨道712、用于将送料轨道712末端的引线铜帽送至瓷管下方的送料座713、用于固定瓷管的下压气缸714、用于将引线铜帽装入瓷管下端面的送料顶杆715以及用于所述送料顶杆导向的送料导向块716,所述送料座713设有送料滑块和带动所述送料滑块移动的第一气动组件,所述送料滑块设有送料夹。
36.送料轨道712中的引线铜帽进入送料夹中后,第一气动组件前进推动送料夹到达送料导向块716下方,同时下压气缸714向下运动进而对瓷管上断面压住定位(下压气缸714的压头设有优力胶,能够保护瓷管上端丝头不被压断),送料夹中的引线铜帽由送料顶杆715向上顶至瓷管下端面中。最后第一气动组件与下压气缸714复位,完成一次填装引线铜帽工作。
37.参见图4,所述一端引线铜帽加热组件72与所述二端引线铜帽加热组件 92均包括用于对瓷管引线铜帽进行加热的热风器主体,所述热风器主体包括加热芯721、加热块722和鼓风机723,所述加热芯721与所述加热块722 之间设有气管,所述加热块722设有若干透气孔,所述鼓风机723用于将所述加热芯721加热的热气由所述透气孔吹出,以使引线铜帽内部的锡膏融化。
38.参见图5,所述一端引线铜帽焊接组件73与所述二端引线铜帽焊接组件 93均包括焊接下压块731、用于带动所述下压块移动的第二气动组件732以及用于对引线铜帽内部的锡膏进行冷却的焊接冷却块733。
39.在引线铜帽送料组件与引线铜帽焊接组件之间(即所述一端引线铜帽送料组件71与一端引线铜帽焊接组件73之间以及二端引线铜帽送料组件91 与所述二端引线铜帽焊接组件93之间)设计安装有一组引线铜帽护板,呈圆弧状,分成两条前后护板,分别安装在引线铜帽加热机构和引线铜帽焊接机构下端面,用于引线铜帽填装完成后保护铜帽不掉落,并且在引线铜帽加热机构上方便加热块722出风口以及焊接冷却块733位置对应位于产品夹子上的瓷管位置。
40.参见图6,所述产品翻转机构80包括翻转气缸81和设置于所述翻转气缸81驱动端的开夹组件82。
41.所述成品检测机构100包括用于检测成品长度是否合格的成品长度检测组件101和用于检测产品焊接是否合格的通电测试组件102。
42.本实施例成品长度检测组件101包括上下两部分组成(未示出);下端部分由第三气动组件和长度检测下块组成,(长度检测下块呈开槽形状,中间位置避让瓷管下端引线铜帽,长度检测下块上端面接触引线铜帽),安装在设备的组合板下方,主要用于第三气动组件上顶连接长度检测下块上顶贴近产品下端引线铜帽端面上,起到成品固定限位作用。上端部分由测长度支杆、测长度气缸板、测长度活动块、测长度导向座、测长度上块(长度检测上块呈开槽形状,中间位置避让瓷管上端引线铜帽,长度检测上块下端面接触引线铜帽)、测长度轴承座、测长度近接座、测长度探头、第四气动组件等组成。第四气动组件安装在测长度气缸座上,测长度气缸座固定在测长度支杆上,测长度支杆安装在组合板上方,第四气动组件连接气缸头推动测长度活动块,在测上度活动块正面上安装有测长度近接座,测长度探头,测长度导向座、测长度上块、测长度轴承座等。测长度活动块反面上安装滑动组件
固定在测上度支杆中,在第四气动组件的作用下,测长度活动块可作上下运动。在第三气动组件带动测长度下块固定住产品后,测上度上块在第四气动组件向下运动作用下,贴近产品上端面,在测上度近接座中安装模拟量检测开关感应测长度探头的距离计算出产品的长度值。第三气动组件与第四气动组件复位,完成一次成品长度检测工作。
43.本实施例通电测试组件102由通电摆杆、通电座、通电固定环、通电弹簧柱、通电定位杆、通电电极、通电接线片、通电垫柱、通电杆等组成(未示出)。通电杆安装在通电座中间,通电座安装在组合板中,在通电杆中间安装通电摆杆,通电固定环和通电垫柱,在通电摆杆上安装通电电极和通电接线片。在通电摆杆一端安装通电定位杆,用于调整通电摆杆的前后距离,在通电摆杆另一端安装通电弹簧杆,用于安装弹簧,弹簧一端安装在通电摆杆上,一端安装通电弹簧杆上,可使得通电摆杆复位功能。当产品进入通电检测装置时,通电电极接触产品的上下铜帽,弹簧会压紧,在通电接线片通电检测产品的通电性能后,主转盘旋转过程中通电电极离开产品,在弹簧的作用下,通电摆杆将复位。
44.所述成品卸料机构110包括用于对合格产品进行夹取下料的良品卸料组件111和用于对不合格产品进行夹取下料的不良品卸料组件112。
45.所述良品卸料组件111包括良品收纳盒和用于将合格产品从主转盘机构 20夹取至良品收纳盒的良品卸料夹;所述不良品卸料组件112包括不良品收纳盒和用于将合格产品从主转盘机构20夹取至良品收纳盒的不良品卸料夹。
46.本实施例所述主体10内设有主控装置,所述主转盘机构20、瓷管进料机构30、真空测试机构40、定位机构50、穿丝机构60、一端引线铜帽组装机构70、产品翻转机构80、二端引线铜帽组装机构90、成品检测机构100、成品卸料机构110均与所述主控装置电连接。
47.本实用新型能够自动实现对保险丝瓷管内部斜线穿丝、组装焊接引线铜帽,有效降低人工劳动强度,提高生产效率。
48.以上实施例仅用以解释说明本实用新型的技术方案而非对其限制,尽管上述实施例对本实用新型进行了具体的说明,相关技术人员应当理解,依然可对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改和等同替换,其均应涵盖在本实用新型的权利要求范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1