一种长引出端脉冲电容器焊接定位治具的制作方法
1.本实用新型属于电容器制备装置领域,具体涉及一种长引出端脉冲电容器焊接定位治具。
背景技术:
2.目前,现有的脉冲功率电容器,为了增加电容器电容值和储能能量,通常将多个电容器并联作为储能单元,制备时,多个电容器层叠设置在相对的两框架之间,框架上设置有引出端,通常脉冲功率电容器所用的框架引出端长度及强度都不够,使得脉冲功率电容器的可靠性和安全性低,亟需一种可用于脉冲功率电容器的长引出端框架及其相关焊接治具。
技术实现要素:
3.本实用新型的目的是克服现有技术的缺点,提供一种长引出端脉冲电容器焊接定位治具。
4.本实用新型采用如下技术方案:
5.一种长引出端脉冲电容器焊接定位治具,包括底座、两限位座、定位机构和调节加压机构;
6.长引出端脉冲电容器,包括相对设置的两框架和堆叠设置在两框架之间的多个电容芯片,框架包括框架本体和与框架本体连接向外延伸的引出端;
7.两限位座,相对设置在底座上,分别用于固定两框架,其上设置有可吸附固定框架的限位磁铁;
8.定位机构,设置在两限位座之间,将两框架夹持固定在多个电容芯片两侧;
9.调节加压机构,设置在底座上,包括与一限位座相对的缓冲调节机构和与另一限位座相对固定两限位座位置的调节固定机构。
10.进一步的,所述缓冲调节机构包括可移动设置在底座上与限位座相对的调节螺栓、套设在调节螺栓外周一端与底座连接的压缩弹簧和设置在底座外侧面与调节螺栓配合的调节螺母。
11.进一步的,所述调节固定机构包括可移动设置在底座另一侧与另一限位座相对的固定螺栓和设置在底座上与固定螺栓配合的固定螺孔。
12.进一步的,所述定位机构包括设置在一限位座与另一限位座相对面的多个定位磁铁、可移动设置在另一限位座上与多个定位磁铁分别相对的多个定位螺栓和设置在另一限位座上供定位螺栓穿过的穿孔。
13.进一步的,所述限位座包括限位座本体、形成在限位座本体上用于安装框架本体的安装槽和设置在限位座本体上供引出端伸出的引出孔,所述限位磁铁设置在于安装槽相对的另一侧面上。
14.进一步的,所述底座上设置有散热孔。
15.进一步的,所述框架本体包括底盘、相对设置在底盘上的两连接盘和设置在两连接盘之间的焊接盘,所述引出端与焊接盘连接。
16.进一步的,所述连接盘包括依次连接的多个连接片,所述底盘与连接片之间或相邻两连接片之间通过缓冲节连接,缓冲节相对电容芯片向外凸出,所述限位座上设置有与缓冲节相对的避让孔。
17.进一步的,所述引出端的长度为40-50mm。
18.进一步的,所述底座包括底座本体和相对设置在底座本体上的两支撑体,所述支撑体设置有从其顶面向下延伸供引出端穿过的让位槽,所述缓冲调节机构设置在一支撑体上与一限位座相对,所述调节固定机构设置在另一支撑体与另一限位座相对。
19.由上述对本实用新型的描述可知,与现有技术相比,本实用新型的有益效果是:焊接定位治具使用时,先由限位座与定位机构配合实现脉冲电容器的预定位,再经调节加压机构进行夹紧固定后进行回流焊,整体结构简单,操作简便,便于脉冲电容器的组装及焊接后的拆卸,且设置有调节加压机构,由缓冲调节机构和调节固定机构配合,可在脉冲电容器进行回流焊时,调节装配应力,避免最后的形成的产品散架,提高产品成品率。
附图说明
20.图1为焊接定位治具与脉冲电容器的装配示意图一;
21.图2为焊接定位治具与脉冲电容器的装配示意图二;
22.图3为焊接定位治具与脉冲电容器的装配示意图三;
23.图4为焊接定位治具与脉冲电容器的装配示意图四;
24.图5为脉冲电容器的结构示意图;
25.图6为框架的结构示意图一;
26.图7为框架的结构示意图二;
27.图8为回流焊治具的结构示意图一;
28.图9为回流焊治具的结构示意图二;
29.图10为回流焊治具的结构示意图三;
30.图11为两限位座之间的配合示意图一;
31.图12为两限位座之间的配合示意图二;
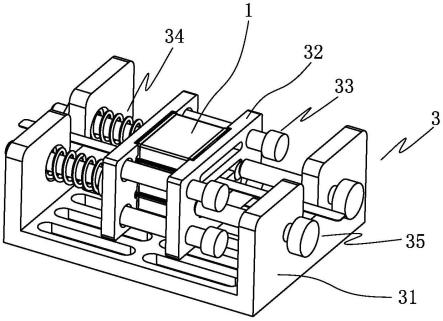
32.图中,1-脉冲陶瓷电容器、2-回流焊治具、3-焊接定位治具、11-框架、12-电容芯片、13-缓冲垫片、14-框架本体、141-底盘、142-连接盘、143-焊接盘、144-连接片、145-焊接槽、146-缓冲节、147-排气孔、15-引出端、151-焊接部、152-延伸部、21-基座、22-固定座、23-定位座、231-固定槽、232-让位孔、233-固定磁铁、234-条形缓冲孔、24-磁吸机构、241-第一磁铁、242-第二磁铁、243—第一安装孔、244-第二安装孔、31-底座、32-限位座、33-定位机构、34-缓冲调节机构、35-调节固定机构、311-底座本体、312-支撑体、313-让位槽、314-散热孔、321-限位座本体、322-安装槽、323-引出孔、324-限位磁铁、325-避让孔、331-定位磁铁、332-定位螺栓、333-穿孔、341-调节螺栓、342-压缩弹簧、343-调节螺母、351-固定螺栓、352-固定螺孔。
具体实施方式
33.以下通过具体实施方式对本实用新型作进一步的描述。
34.参照图1至图12所示,一种长引出端脉冲电容器1,包括相对设置的两框架11、依次堆叠在两框架11之间的多个电容芯片12和分别设置在相邻两电容芯片12之间的多个缓冲垫片13,通过在相邻两电容芯片12之间设置缓冲垫片13,缓冲电容芯片12间的应力,避免电容芯片12被应力挤压破坏。
35.框架11,包括框架本体14和与框架本体14连接的向外延伸的引出端15,其中,引出端15的长度为40-50mm,以满足所需的长引出端的要求。
36.框架本体14,包括底盘141、相对设置在底盘141上的两连接盘142和设置在两连接盘142之间的焊接盘143,连接盘142包括依次连接的多个连接片144;焊接盘143设置在左右相对的两连接片144之间,其上形成有用于焊接引出端15的焊接槽145,且焊接槽145从焊接盘143内侧面向外延伸,与电容芯片12相对;具体的,底盘141与连接片144之间或相邻两连接片144之间通过缓冲节146连接,缓冲节146与缓冲垫片13相对设置;缓冲节146相对电容芯片12向外凸出,且横截面呈弧形;通过在框架本体14上设置缓冲节146,缓冲脉冲电容器1受到的各类应力,保证脉冲电容器1整体结构不变形;进一步的,连接片144及底盘上均设置有排气孔147,通过设置排气孔147可在后续回流焊时,辅助焊料排气,保证框架11与电容芯片12之间连接的稳定性。
37.引出端15,呈l型,包括可嵌入焊接槽145中的焊接部151和与焊接部151连接向外延伸的延伸部152,通过在框架本体14设置与焊接部151连接的焊接槽145,以固定引出端15,同时增加引出端15的强度,满足所需的生产需求。
38.其生产工艺,包括以下步骤:
39.步骤一,在引出端15与框架本体14之间涂布锡膏,然后装入回流焊治具2中,经回流焊焊接成型框架11,其中,回流焊的最高焊接温度为270℃;
40.步骤二,将多个电容芯片12与多个缓冲垫片13按限定结构堆叠后,然后在电容芯片12与框架11之间涂布锡膏,再装入焊接定位治具3中,经回流焊焊接成型,其中,回流焊的最高焊接温度为270℃;
41.步骤三,将步骤二焊接成型的产品进行清洗,以获得所述长引出端脉冲电容器1。
42.其中,回流焊治具2包括基座21、垂直设置在基座21上的固定座22和可拆卸设置在固定座22两侧的两定位座23。
43.定位座23,包括设置在定位座23与固定座22相对面上用于固定框架本体14的固定槽231、设置在定位座23上与固定槽231连通供引出端15穿过的让位孔232、设置在定位座23上的用于吸附固定框架本体14的固定磁铁233和与多个缓冲节146分别相对的多个条形缓冲孔234;固定磁铁234设置在固定槽231相对的另一侧面上;本技术的实施例中,一条形缓冲孔234与让位孔232重叠设置;具体的,定位座23与固定座22之间通过磁吸机构24实现可拆卸连接,磁吸机构24包括设置在固定座22上的第一磁铁241和设置在定位座23上与第一磁铁241相对的第二磁铁242,通过第一磁铁241与第二磁铁242的配合以实现定位座23与固定座22的可拆卸连接,便于框架14的焊接与拆卸;进一步的,固定座22上设置有用于安装第一磁铁241的第一安装孔243,安装座22上设置有用于安装第二磁铁242的第二安装孔244,第一磁铁241设置有多个,多个第一磁铁241呈矩阵设置在固定座22上。
44.框架11进行回流焊时,在引出端15与框架本体14之间涂布锡膏,装入固定槽231中,然后经定位座23的第二磁铁242与固定座22的第一磁铁241配合,将定位座23吸附固定在固定座22上,完成框架11的安装;最后将装配好的回流焊治具2过回流焊完成框架11的焊接。
45.焊接定位治具3,包括底座31、两限位座32、定位机构33和调节加压机构。
46.底座31,包括底座本体311和相对设置在底座本体311上的两支撑体312,支撑体312设置有从其顶面向下延伸供引出端15穿过的让位槽313;具体的,底座本体311上设置有多个条形散热孔314,通过设置散热孔314,有助于脉冲电容器1进行回流焊时的散热排气,保证脉冲电容器1的焊接质量。
47.两限位座32,相对设置在底座本体311上,分别用于固定两框架11;限位座32包括限位座本体321、形成在限位座本体321上用于安装框架11的安装槽322、设置在限位座本体321上供引出端15伸出的引出孔323、设置在限位座本体321上用于吸附固定框架11的限位磁铁324和设置在限位座本体321上与多个缓冲节146分别相对的多个避让孔325,本技术的实施例中,一避让孔325与引出孔323重叠设置,通过设置多个避让孔325,有助于脉冲电容器1进行回流焊时的散热排气,保证脉冲电容器1的焊接质量。
48.定位机构33,设置在两限位座32之间,将两框架11夹持固定在多个电容芯片12两侧,包括设置在一限位座上与另一限位座相对面的多个定位磁铁331、可移动设置在另一限位座上与多个定位磁铁331分别相对的多个定位螺栓332和设置在另一限位座上供定位螺栓332穿过的穿孔333,脉冲电容器1进行回流焊时,在电容芯片12与框架11之间涂布锡膏后,放入两限位座32之间,此时,框架11嵌入安装槽322中被限位磁铁324吸附固定,然后再通过定位螺栓332与定位磁铁331之间的磁吸附配合,以将两框架11夹持固定在多个电容芯片12两侧,完成脉冲电容器1的预定位。
49.调节加压机构,设置在底座本体311上,包括与一限位座相对的缓冲调节机构34和与另一限位座相对固定两限位座32位置的调节固定机构35。
50.缓冲调节机构34,设置在一支撑体上与一限位座相对,包括可移动设置在底座31上与限位座32相对的调节螺栓341、套设在调节螺栓341外周一端与支撑体312连接的压缩弹簧342和设置在支撑体312外侧面与调节螺栓341配合的调节螺母343;具体的,压缩弹簧342另一端与调节螺栓341的头部连接,可实现调节螺栓341在回流焊时行程位置的微调。
51.调节固定机构35,设置在另一支撑体上与另一限位座相对,包括可移动设置在另一支撑体上与另一限位座相对的固定螺栓351和设置在支撑体312上与固定螺栓351配合的固定螺孔352;脉冲电容器1回流焊时,先完成脉冲电容器1的预定位,然后送入调节加压机构中,使一限位座与调节螺栓341接触,然后经固定螺栓352与固定螺孔352配合使固定螺栓352顶抵在其相对的另一限位座上,继续调整固定螺栓352的位置,与调节螺栓341及压缩弹簧342配合进而调整两限位座32之间的装配应力;脉冲电容器1在进行回流焊时,因回流焊温度高,会使整个机构高温膨胀,进而发生焊接后的产品散架的现象;所以本技术设置调节加压机构,由缓冲调节机构34与调节固定机构35之间的相互配合,预先调节两限位座32对脉冲电容器1的装配应力,随后在脉冲电容器1进行回流焊时,再由调节螺栓341与压缩弹簧342配合进一步调节装配应力,避免最后的形成的产品散架。
52.本技术通过限定脉冲电容器的结构,使得框架11具有长引出端15的同时还能提高
强度,满足所需要的使用需求;并且限定框架回流焊治具2的结构及脉冲电容器焊接定位治具3的结构,保证框架11及脉冲电容器1的稳定形成,提高产品的成品率;其中,框架11的回流焊治具,整体结构简单,便于框架11焊接的装配与形成;脉冲电容器1的焊接定位治具2,整体结构简单,操作简便,便于脉冲电容器1的组装及焊接后的拆卸,且设置有调节加压机构,可在脉冲电容器1进行回流焊时,调节装配应力,避免最后的形成的产品散架,提高产品成品率。
53.以上所述,仅为本实用新型的较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1