一种滚挤压成型模具的制作方法
1.本实用新型涉及模具技术领域,具体为一种滚挤压成型模具。
背景技术:
2.金属挤压成型是利用挤压机对模具模腔里的金属坯件施加一定压力,迫使坯件材料产生塑性流动,填充满预留的型腔或从型腔中特定的模孔挤出,从而获得所需特定形状及断面尺寸的成型过程。由于在挤压成异形件时,挤压后的金属容易卡在模具的型腔中,需要人们将模具完全拆卸后才能取下,从而使该模具的成型线需要间歇性停止,导致异形件的成型生产工作被耽搁,降低了公司的生产效率。公开号为cn213103841u专利文件公开了一种异形金属材料挤压模具,通过将下模芯分为套座和替换芯,然后将替换芯从套座上拆卸,再安装新的替换芯,从而保证不耽搁异形件的生产工作。
3.但是上述技术还存在如下技术问题:
4.1、在生产该挤压模具时就需要生产多个替换芯,额外增加了公司的生产成本;
5.2、在同一批产品生产的过程中,每个成型后的工件取下时,都是连带整个替换芯取下,然后装入新的替换芯继续加工,虽然在一定程度上提升了加工的连续性;但是,还是需要工人将替换芯内的工件取出,仍然没有解决挤压后的工件卡在模具的型腔中所导致的不易快速取件的问题;
6.3、需要增加一个工位专门用于取出替换芯内的工件,增加了人力成本。
技术实现要素:
7.本实用新型提供了一种滚挤压成型模具,可以解决坯件在挤压成型后无法快速将其从模具中取出的问题,且不会额外增加公司的人力成本。
8.本技术提供如下技术方案:
9.一种滚挤压成型模具,包括旋转轴,以及用于套设在旋转轴上的左模具和右模具,左模具和右模具均包括挤压部和固定部,每一挤压部的端部均凹陷成挤压腔,挤压腔的腔壁上设置有凸块;每一固定部的中心均设置有与挤压腔连通的套孔,且旋转轴上设置有用于定位的轴肩,旋转轴的端部还设置有用于紧固左右模具的紧固件。
10.有益效果:使用时,依次将右模具、坯件和左模具装入旋转轴上,左模具的套孔与右模具的套孔与旋转轴相配合,旋转轴上的轴肩对左右模具进行轴向定位,再通过紧固件作最后的固定;取下时,由于该成型模具分为左右两个半模,当将其中一半模具取下时,已成型的工件会受到该模具的拉扯产生松动,此时工件已经有一大半脱离了模具,因此能够很轻松地将工件取出。
11.1、本模具在使用时,只需要松动紧固件就能将左模具快速从旋转轴上拆卸,进而将已加工完成的工件从旋转轴的一端取下,取下后再将另一待加工坯件套入,然后通过紧固件对左模具进行紧固;相比现有技术,无需将替换芯从套座上取出后,再通过人力将替换芯中的工件取下,不仅节省了人力成本,拆装也很方便;
12.2、本成型模具分为左右两个,将工件放入两个模具之间,再施加一定的挤压力,就能将坯件两端面挤压成所需要的特定形状,操作简便,无需生产多个替换芯,节约了公司的生产成本;
13.3、本成型模具不仅可用于挤压成型,当需对坯件的中部进行滚压时,左右两模具还能充当坯件的定位夹具;当需滚压坯件时,旋转轴带动左右模具和坯件转动,滚压完成后向左模具施加挤压力,利用左右模具对坯件两端面的挤压成型,避免了对坯件进行滚压后,再对其进行挤压操作时,需要对坯件进行多次拆装的问题。
14.进一步,左模具和右模具均为圆柱状,且左右模具的固定部的外径均小于挤压部的外径。
15.这样设置的好处是:节省材料,降低成本;减轻左右模具的重量,从而降低旋转轴转动时的功率。
16.进一步,左模具和右模具上还设置有用于空气流动的通孔。
17.可以避免挤压时,左右模具的挤压腔内形成真空,从而影响坯件的塑性变形。
18.进一步,左模具和右模具均与旋转轴键连接。
19.通过键连接实现左右模具的径向固定,避免在滚挤压操作时,左右模具与旋转轴发生相对移动,从而影响坯件的成型形状。
20.进一步,紧固件包括c形垫片和螺母。
21.紧固件采用c形垫片和螺母的好处是:便于快速拆装,只需要松动和拧紧螺母,就能将左模具从旋转轴上取下或装入。
22.进一步,紧固件为液压缸和套筒,液压缸的活塞杆与套筒转动连接,套筒与左模具的左端面连接。
附图说明
23.图1为本实用新型左模具的结构示意图;
24.图2为本实用新型右模具的结构示意图;
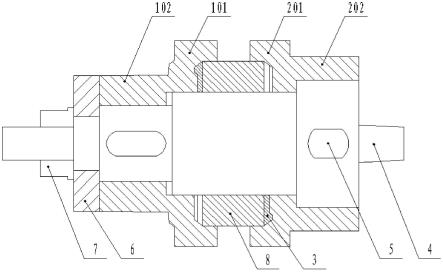
25.图3为本实用新型实施例一的装配结构示意图;
26.图4为本实用新型实施例二的装配结构示意图;
27.图5为本模具挤压而成的异形工件。
具体实施方式
28.下面通过具体实施方式进一步详细说明:
29.说明书附图中的标记包括:左模具1、第一挤压部101、第一固定部102、右模具2、第二挤压部201、第二固定部202、凸块3、旋转轴4、平键5、c形垫片6、螺母7、坯件8、工件9、液压缸10、套筒11。
30.实施例一
31.如图1和图2所示,一种滚挤压成型模具,包括旋转轴4,以及用于套设在旋转轴4上的左模具1和右模具2,左模具1包括第一挤压部101和第一固定部102,右模具2包括第二挤压部201和第二固定部202,左模具1和右模具2均为圆柱状,且左右模具的固定部的外径均小于挤压部的外径;左模具1的第一挤压部101和右模具2的第二挤压部201的端部均凹陷成
挤压腔,挤压腔为环形槽,环形槽内还设置有凸块3,凸块3用于将坯件8的两端面挤压成凹槽,左模具1和右模具2上还设置有用于空气流动的通孔,避免在挤压时左模具1和右模具2的挤压腔内形成真空,从而影响坯件8的塑性变形。
32.第一固定部102和第二固定部202内均设置有套孔,第一固定部102和第二固定部202通过套孔套设在旋转轴4上,且旋转轴4上设置有用于轴向定位的轴肩,同时为了对左模具1和右模具2进行径向定位,左模具1和右模具2与旋转轴4均采用平键5连接;旋转轴4的端部还设置有紧固件,紧固件包括c形垫片6和螺母7,螺母7与旋转轴4螺纹连接,c形垫片6设置在螺母7和左模具1之间,且c形垫片6与左模具1的左端面一样大,当挤压坯件8时,向c形垫片6施加一个挤压力,c形垫片6可以避免左模具1直接受到接触挤压产生磨损,同时增大了挤压力的受力面积,使得左模具1受力更均匀。
33.具体使用时,如图3所示,首先依次将右模具2、坯件8、左模具1装配在旋转轴4上,右模具2和左模具1与旋转轴4通过平键5连接,同时使右模具2抵在旋转轴4的轴肩上,对右模具2的轴向和径向均进行固定,左模具1则在轴向上具有一定的活动距离;然后套入c形垫片6、拧紧螺母7,对左模具1施加一个挤压力,推动左模具1向右移动,从而对左模具1和右模具2之间的坯件8进行挤压成型,得到如图5所示异形的工件9;然后拧松螺母7,拆除c形垫片6,将左模具1取下后,即可将已成型的工件9取出,然后再套入另一待加工坯件8,依次将左模具1、c形垫片6装入,最后拧紧螺母7,避免左模具1向左滑动,从而实现坯件8的快速拆装。
34.实施例二
35.本实施例与实施例一的区别在于,如图4所示,紧固件为液压缸10和套筒11,液压缸10的活塞杆与套筒11转动连接,套筒11与左模具1的左端面连接。在进行滚压加工时,液压缸10的活塞杆向右进给一定距离,使左模具1挤压腔内的凸块3抵在坯件8上进行定位,避免左模具1向左运动滑出旋转轴4;当进行挤压加工时,液压缸10的活塞杆推动套筒11挤压左模具1,使得左模具1向右运动挤压坯件8;当挤压成型后,液压缸10的活塞杆回缩,进而拉动左模具1向左运动使其脱离旋转轴4,左模具1向左运动时还会拉扯工件9,使工件9松动,从而更方便工人快速取出工件9。
36.以上的仅是本实用新型的实施例,该实用新型不限于此实施案例涉及的领域,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1