一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置的制作方法
1.本实用新型涉及弹簧加工技术领域,尤其涉及一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置。
背景技术:
2.循环流化床锅炉埋管是循环流化床锅炉的主要受热部件,埋管直接和高温床料进行热交换,大大节省受热面积和材料,降低燃烧区的温度,可防止灰渣结焦。
3.由于埋管直接受到高温料层的冲刷与撞击,磨损相当严重,埋管的磨损是直接影响锅炉能否长期安全运行的关键,因此,埋管防磨尤为重要。针对埋管的磨损,我公司生产防磨圆钢弹簧、将其套设在埋管外侧,在防磨圆钢弹簧的防护作用下,可减轻高温料层对埋管的冲刷与撞击。
4.常规弹簧的制作通常采用高效自动化专用绕簧机,而我公司的防磨圆钢弹簧为小批量制作,其仅用于埋管防磨,我公司未采购高效自动化专用绕簧机,因此在现有设备的条件下,提出一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置。
技术实现要素:
5.本实用新型为了解决弹簧绕制需要专用绕簧机致使成本高的问题,提供一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置,利用我公司现有车床,同时制作相应的配套工装来实现低成本的弹簧绕制。
6.为实现上述目的,本实用新型所采用的技术方案是:
7.一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置,包括车床,还包括芯轴、芯轴套和导向套管;
8.所述车床的三爪卡盘上装夹有所述芯轴,芯轴为圆柱体结构,芯轴远离三爪卡盘的一端开设有长槽孔,所述长槽孔截面为横置的“u”形,长槽孔径向贯穿芯轴,长槽孔用于卡持弹簧绕制所需的原材料圆钢;
9.所述芯轴端部套设所述芯轴套,芯轴套为截面呈“凹”字形的柱状结构,芯轴套罩设在长槽孔外,车床的尾座顶针紧顶所述芯轴套,芯轴套可防止绕制时圆钢脱落;
10.所述车床的刀架上可拆卸连接所述导向套管,导向套管对圆钢起到导向作用,导向套管和所述长槽孔之间穿设有圆钢,所述圆钢为长杆状,芯轴套紧抵在圆钢上以固定。
11.进一步地,所述芯轴为45号钢制成的圆柱体,芯轴长度为500mm,芯轴直径为55mm。
12.进一步地,所述长槽孔一端延伸至芯轴端部,长槽孔长度为41mm,长槽孔宽度为8mm,绕制所需的原材料圆钢的直径为8mm,进而与长槽孔相适配。
13.进一步地,所述芯轴套为45号钢制成的圆柱体,芯轴套一端面开设有内孔,芯轴套通过所述内孔套设在芯轴端部,内孔与芯轴间隙配合,便于芯轴套的安装拆卸。
14.进一步地,所述芯轴套另一端面开设有顶孔以适配车床的尾座顶针,所述顶孔为b型带护锥φ3的中心孔。
15.进一步地,所述导向套管包括平板段和中空的圆柱段,所述圆柱段置于刀架外,圆柱段和长槽孔端部之间穿设所述圆钢。
16.通过上述技术方案,本实用新型的有益效果是:
17.本实用新型结构设计合理,在没有高效自动化专用绕簧机的情况下,在现有的车床上进行小批量的弹簧绕制。装置结构简单,操作便捷,通过将芯轴、芯轴套和导向套管安装在车床的相应位置,以圆钢为原材料,可便捷开展弹簧的绕制,避免购买专业绕簧机,进而节省成本。
18.本实用新型在芯轴尾部设计制作有长槽孔和芯轴套配合使用,在弹簧绕制完成后,摇动尾座顶针,松动尾座顶针后,很容易取下芯轴套,继而从长槽孔中取下绕制完成的弹簧,不需卸下芯轴,这样绕制弹簧准备时间短,操作简单,工人劳动强度低,可高效开展小批量弹簧生产,生产效率高。
19.本实用新型由于弹簧采用冷卷法绕制,考虑金属材料在塑性弯曲时总是伴随弹性变形,为了消除冷卷后回弹对弹簧尺寸的影响,需确定弹簧冷卷弹复值,弹复值与材料的机械性能、圆钢直径、弯曲半径的大小等因素有关,在芯轴设计时按试验总结数据经修正后确定芯轴直径为φ55mm。
附图说明
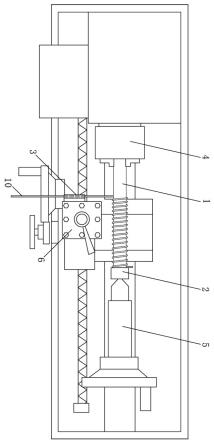
20.图1是本实用新型一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置的整体结构示意图。
21.图2是本实用新型一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置的图1中弹簧绕制状态示意图。
22.图3是本实用新型一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置的芯轴与芯轴套分离示意图。
23.图4是本实用新型一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置的芯轴与芯轴套安装示意图。
24.图5是本实用新型一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置的导向套管剖视图。
25.附图中标号为:1为芯轴,2为芯轴套,3为导向套管,31为平板段,32为圆柱段,4为三爪卡盘,5为尾座顶针,6为刀架,7为长槽孔,8为内孔,9为顶孔,10为圆钢。
具体实施方式
26.下面结合附图对本实用新型的具体实施方式做详细描述:
27.如图1~图5所示,一种内循环流化床锅炉埋管防磨圆钢弹簧绕制装置,包括车床,车床结构为现有技术,此处不再赘述,利用现有的车床为基础进行弹簧的绕制。
28.本实施例中,还包括芯轴1、芯轴套2和导向套管3,芯轴1、芯轴套2和导向套管3之间相互配合,构成绕制弹簧的工装,在车床上安装工装可开展防磨圆钢弹簧的绕制工作。
29.上述的工装在具体安装时,在车床的三爪卡盘4上装夹有芯轴1,芯轴1为圆柱体结构,具体的,芯轴1为45号钢制成的圆柱体,芯轴1长度为500mm,芯轴1直径为55mm。
30.在芯轴1远离三爪卡盘4的一端开设有长槽孔7,长槽孔7截面为横置的“u”形,长槽
孔7径向贯穿芯轴1。长槽孔7在长度方向上、其一端延伸至芯轴1端部,长槽孔7长度为41mm,长槽孔7宽度为8mm,如图3所示。
31.芯轴1端部套设芯轴套2,芯轴套2为截面呈“凹”字形的柱状结构,具体的,芯轴套2为45号钢制成的圆柱体。在芯轴套2与芯轴1安装后,芯轴套2罩设在长槽孔7外,车床的尾座顶针5紧顶芯轴套2,防止芯轴套2脱落。
32.本实施例中,在芯轴套2一端面开设有内孔8,芯轴套2通过内孔8套设在芯轴1端部,内孔8与芯轴1间隙配合,便于芯轴套2的拆卸。同时还在芯轴套2另一端面开设有顶孔9,顶孔9用来适配车床的尾座顶针5,顶孔9为b型带护锥φ3的中心孔,如图3所示。
33.在车床的刀架6上可拆卸连接导向套管3,导向套管3包括平板段31和中空的圆柱段32,如图5所示。导向套管3的平板端置于刀架6内,圆柱段32置于刀架6外。
34.导向套管3和长槽孔7之间穿设有圆钢10,即在圆柱段32和长槽孔7端部之间穿设圆钢10,圆钢10作为弹簧制作的原材料,圆钢10为长杆状,芯轴套2紧抵在圆钢10上实现固定,如图4所示。
35.本绕制装置在我公司现有的车床上开展弹簧绕制作业:首先将弹簧绕制用芯轴1装夹于车床的三爪卡盘4上,将导向套管3安装在刀架6上,移动刀架6将导向套管3与长槽孔7对齐,再将制作防磨圆钢弹簧所用的φ8mm圆钢10头端穿过导向套管3后、再穿过芯轴1尾部长槽孔7;安装芯轴套2,采用尾座顶针5顶紧芯轴套2来对圆钢10头端进行固定。
36.圆钢10在安装好后预先将其绕芯轴1旋转一定长度,使得圆钢10头端固定于芯轴1尾部的长槽孔7中。启动车床,芯轴1转动、刀架6同时直线移动,通过芯轴1旋转、圆钢10被缠绕在芯轴1上,形成所需的弹簧;绕制一定长度后停车,剪断圆钢10。后退车床的尾座顶针5,取下芯轴套2,再沿芯轴1轴向取出由圆钢10制成弹簧,最后对弹簧两端部进行修剪即可,保证制成的防磨圆钢弹簧为常规的螺旋状。
37.以上所述之实施例,只是本实用新型的较佳实施例而已,并非限制本实用新型的实施范围,故凡依本实用新型专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1