一种防翘边的五金件冲压装置的制作方法
1.本实用新型涉及五金冲压领域,尤其涉及的是一种防翘边的五金件冲压装置。
背景技术:
2.五金件是指用五金制作成的机器零件或部件,以及一些小五金制品,它可以单独用途,也可以做协助用具,在五金配件生产加工的过程中,需要用到冲压设备,利用冲压机对钣金料带进行施加压力,使其产生分离或塑性变形,从而获得所需的五金配件。
3.现有技术中,在冲压过程中,五金件会发生一定的形变,导致冲压后的五金件边沿产生翘边或毛刺的情况,从而影响精密要求比较高的五金件的正常使用,后期处理翘边或毛刺的问题也比较麻烦,需要通过人工手动磨削毛刺和压合翘边,处理过程十分麻烦,匆匆而严重影响产品的生产效率,延长产品的交货周期。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种提高产品生产冲压分离质量,提高生产效率的防翘边的五金件冲压装置。
6.本实用新型的技术方案如下:一种防翘边的五金件冲压装置,包括工作台、工件冲压机构、冲压推台机构以及钣金磨边机构,所述工作台上设有用于输送长条状钣金料带的输送通道,所述工件冲压机构设于工作台上方,所述冲压推台机构设于工作台下方,且所述冲压推台机构位于所述工件冲压机构的正下方,所述钣金磨边机构设于工件冲压机构与冲压推台机构之间;
7.所述工件冲压机构底部的工作台上设有冲压槽,所述冲压槽下方设有用于输送已完成冲压五金件的物料通道,所述物料通道位于冲压槽正下方的位置设有便于冲压推台机构升降移动的滑道,所述冲压推台机构位于所述滑道内,当长条状钣金料带的五金件冲压位置移动至冲压槽时,所述冲压推台机构上升并与长条状钣金料带底部保持间隙,所述间隙的距离不低于长条状钣金料带的厚度,随后所述工件冲压机构可将五金件冲压至冲压推台机构上,接着所述冲压推台机构将五金件顶起至工件冲压机构底部进行夹定,同时将五金件升至钣金磨边机构侧端,以便所述钣金磨边机构对五金件的两侧进行边缘磨削处理;
8.所述钣金磨边机构包括底座、横向侧推气缸、夹臂以及磨边片,所述底座设于工作台上,所述横向侧推气缸设于底座上,所述横向侧推气缸的活动端与夹臂连接,所述夹臂呈u字形结构,所述夹臂的两内侧壁上分别设有用于对五金件侧边进行磨削处理的磨边片。
9.采用上述各个技术方案,所述的防翘边的五金件冲压装置中,所述工件冲压机构包括龙门架、第一升降气缸、升降架、冲压座以及冲压刀具,所述龙门架设于工作台上,所述第一升降气缸设于龙门架顶部,所述第一升降气缸的活动端与升降架连接,所述升降架底部设有冲压座,所述冲压座上设有与五金件形状相适配的冲压刀具。
10.采用上述各个技术方案,所述的防翘边的五金件冲压装置中,所述工件冲压机构
还包括直线轴承与滑杆,所述升降架的左右两侧设有直线轴承,所述直线轴承内插设有滑杆。
11.采用上述各个技术方案,所述的防翘边的五金件冲压装置中,所述冲压推台机构包括安装架、第二升降气缸以及升降推台,所述安装架设于工作台底部,所述第二升降气缸设于安装架内,所述第二升降气缸的活动端与升降推台连接,所述升降推台位于所述滑道内,所述升降推台顶部设有与五金件形状适配的凸块。
12.采用上述各个技术方案,所述的防翘边的五金件冲压装置中,所述间隙的距离为2~20mm。
13.采用上述各个技术方案,所述的防翘边的五金件冲压装置中,所述物料通道的出料端设有导料板,所述物料通道的入料端设有高压气流喷吹系统,所述高压气流喷吹系统产生的高压气流可将物料通道内的五金件吹至导料板上实现下料。
14.与现有技术相比,本实用新型当长条状钣金料带的五金件冲压位置移动至冲压槽时,冲压推台机构上升并与长条状钣金料带底部保持间隙,随后工件冲压机构可将五金件冲压至冲压推台机构上,接着冲压推台机构将五金件顶起至工件冲压机构底部进行夹定,同时将五金件升至钣金磨边机构侧端,以便钣金磨边机构对五金件的两侧进行边缘磨削处理,减少了五金件在冲压分离过程中产生的侧边毛刺;另外,在冲压时,冲压推台机构与长条状钣金料带之间保持间隙,如此设置,可缩短五金件的冲压行程,防止五金件与长条状钣金料带之间发生折弯,且当五金件被冲压在冲压推台机构上时,工件冲压机构也可对五金件进行压实,从而减少五金件翘边情况的发生。
附图说明
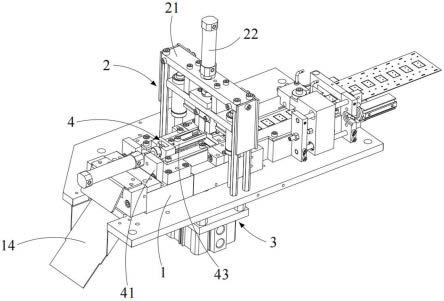
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的钣金磨边机构结构示意图;
17.图3为本实用新型的工件冲压机构结构示意图;
18.图4为本实用新型的冲压推台机构结构示意图;
19.图5为本实用新型的工作台进料端结构示意图。
具体实施方式
20.以下结合附图和具体实施例,对本实用新型进行详细说明。
21.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“里面”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.如图1至图5所示,一种防翘边的五金件冲压装置,包括工作台1、工件冲压机构2、冲压推台机构3以及钣金磨边机构4,所述工作台1上设有用于输送长条状钣金料带的输送通道11,所述工件冲压机构2设于工作台1上方,所述冲压推台机构3设于工作台1下方,且所述冲压推台机构3位于所述工件冲压机构2的正下方,所述钣金磨边机构4设于工件冲压机构2与冲压推台机构3之间。
23.所述工件冲压机构2底部的工作台1上设有冲压槽12,所述冲压槽12下方设有用于输送已完成冲压五金件的物料通道13,所述物料通道13位于冲压槽12正下方的位置设有便于冲压推台机构3升降移动的滑道,所述冲压推台机构3位于所述滑道内,当长条状钣金料带的五金件冲压位置移动至冲压槽12时,所述冲压推台机构3上升并与长条状钣金料带底部保持间隙,所述间隙的距离不低于长条状钣金料带的厚度,随后所述工件冲压机构2可将五金件冲压至冲压推台机构3上,接着所述冲压推台机构3将五金件顶起至工件冲压机构2底部进行夹定,同时将五金件升至钣金磨边机构4侧端,以便所述钣金磨边机构4对五金件的两侧进行边缘磨削处理,减少了五金件在冲压分离过程中产生的侧边毛刺。另外,在冲压时,冲压推台机构3与长条状钣金料带之间保持间隙,如此设置,可缩短五金件的冲压行程,防止五金件与长条状钣金料带之间发生折弯,且当五金件被冲压在冲压推台机构3上时,工件冲压机构2也可对五金件进行压实,从而减少五金件翘边情况的发生。
24.所述钣金磨边机构4包括底座41、横向侧推气缸42、夹臂43以及磨边片44,所述底座41设于工作台1上,所述横向侧推气缸42设于底座41上,所述横向侧推气缸42的活动端与夹臂43连接,所述夹臂43呈u字形结构,所述夹臂43的两内侧壁上分别设有用于对五金件侧边进行磨削处理的磨边片44。当五金件移动至钣金磨边机构4的侧端时,具体为移动至磨边片44的高度范围之内时,横向侧推气缸42可带动夹臂43进行横向往复移动,使夹臂43内侧壁上的磨边片44对五金件的边缘进行磨削去毛刺处理。
25.如图3所示,进一步的,所述工件冲压机构2包括龙门架21、第一升降气缸22、升降架23、冲压座24以及冲压刀具25,所述龙门架21设于工作台1上,所述第一升降气缸22设于龙门架21顶部,所述第一升降气缸22的活动端与升降架23连接,所述升降架23底部设有冲压座24,所述冲压座24上设有与五金件形状相适配的冲压刀具25。第一升降气缸22可通过升降架23带动冲压刀具25进行升降移动,以使冲压刀具25对准五金件的位置进行冲切。
26.进一步的,所述工件冲压机构2还包括直线轴承26与滑杆27,所述升降架23的左右两侧设有直线轴承26,所述直线轴承26内插设有滑杆27。直线轴承26及滑杆27的设置,可提高升降架23的升降移动稳定性。
27.如图4所示,进一步的,所述冲压推台机构3包括安装架31、第二升降气缸32以及升降推台33,所述安装架31设于工作台1底部,所述第二升降气缸32设于安装架31内,所述第二升降气缸32的活动端与升降推台33连接,所述升降推台33位于所述滑道内,所述升降推台33顶部设有与五金件形状适配的凸块331。第二升降气缸32可带动升降推台33进行高度调节,凸块331可对五金件底部进行承接。
28.进一步的,所述间隙的距离为2~20mm。本实施例中,间隙的距离为10mm,长条状钣金料带的厚度为8mm。
29.进一步的,所述物料通道13的出料端设有导料板14,所述物料通道13的入料端设有高压气流喷吹系统(未图示),所述高压气流喷吹系统产生的高压气流可将物料通道13内的五金件吹至导料板14上实现下料。当然,需要说明的是,用户还可在物料通道13上设置皮带输送装置进行下料,本实施例对于五金件的下料方式不作过多限制。
30.与现有技术相比,本实用新型当长条状钣金料带的五金件冲压位置移动至冲压槽时,冲压推台机构上升并与长条状钣金料带底部保持间隙,随后工件冲压机构可将五金件冲压至冲压推台机构上,接着冲压推台机构将五金件顶起至工件冲压机构底部进行夹定,
同时将五金件升至钣金磨边机构侧端,以便钣金磨边机构对五金件的两侧进行边缘磨削处理,减少了五金件在冲压分离过程中产生的侧边毛刺;另外,在冲压时,冲压推台机构与长条状钣金料带之间保持间隙,如此设置,可缩短五金件的冲压行程,防止五金件与长条状钣金料带之间发生折弯,且当五金件被冲压在冲压推台机构上时,工件冲压机构也可对五金件进行压实,从而减少五金件翘边情况的发生。
31.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1