一种叶片式弹簧座连续冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,具体涉及一种叶片式弹簧座连续冲压模具。
背景技术:
2.叶片式弹簧座五金件安装于电磁阀内部,主要起到固定和支撑弹簧作用,从而控制弹簧的伸缩及弹簧的稳定性。叶片式弹簧座的结构如图1所示,主要包括球头100,球头100的中心设置有拉伸的中心通孔200,球头100的周边设置有三个向上弯折的叶片300。现有的叶片式弹簧座一般采用非连续的模具冲压成型,即需要人工将料带板不断的在各个独立的切裁、折弯、拉伸模具之间进行转移,单工序工程模具由于产品太小、人工取放不易且无法定位;从而只能局限于机加工实现产品的外观、形状、尺寸等要求,无法实现高精度的产品加工,因此需要改进。
技术实现要素:
3.针对现有技术的不足,本实用新型提出了一种叶片式弹簧座连续冲压模具,可以实现叶片式弹簧座料带板的连续冲孔、球头拉伸成型、叶片拉伸成型、法兰面成型及成品冲裁等高精度加工,不仅提高了叶片式弹簧座的加工精度,而且大幅提高了叶片式弹簧座加工的效率。
4.为实现上述技术方案,本实用新型提供了一种叶片式弹簧座连续冲压模具,包括:上模组件和下模组件,所述下模组件包括下模座,所述下模座的上方安装有下垫板,所述下垫板的上方安装有下模板;所述上模组件包括上模座,所述上模座的下方安装有上垫板,所述上垫板的下方安装有上模板,所述上模板的下方安装有背脱板,所述背脱板的下方安装有脱料板,所述脱料板位于下模板的正上方,所述上模组件和下模组件之间按照料带板前进方向从左至右依次安装有冲孔模块、球头向下拉伸模块、球头向上反向拉伸模块、球头拉伸成型模块、球头拉伸到位成型模块、球头轮廓整形模块、定位冲压模块、叶片第一次顺延拉伸模块、叶片第二次顺延拉伸模块、叶片第三次顺延拉伸成型模块、叶片轮廓整形模块、法兰面成型模块、球头凸包孔冲裁模块、凸包孔拉伸翻孔模块、半成品向上冲裁模块和成品冲裁模块。
5.在上述技术方案中,实际加工时,只需将叶片式弹簧座料带板放置在上模组件和下模组件之间,然后启动冲压模具,叶片式弹簧座料带板从左向右移动,首先通过冲孔模块冲压出球头部分的中心通孔,然后通过球头向下拉伸模块将产品球头部位先向下拉伸,然后通过球头向上反向拉伸模块进行向上反向初步拉伸,然后通过球头拉伸到位成型模块进行产品球头部位的拉伸成型,随后通过球头拉伸到位成型模块进行球头部位拉伸成型到位,然后再通过球头轮廓整形模块对产品球头部位r角及形状罗轮廓进行整形,经过整形保证产品球头部位的尺寸和形状符合产品图纸的尺寸要求。然后通过定位冲压模块对料带板进行定位纠偏,防止料带板在移动过程中跑偏,然后通过叶片第一次顺延拉伸模块进行三个叶片向上的第一次顺延拉伸,使叶片顺其脱模镶件成型,然后再依次通过叶片第二次顺
延拉伸模块、叶片第三次顺延拉伸成型模块对三个叶片进行第二次顺延拉伸成型和第三次顺延拉伸成型到位,最后再通过叶片轮廓整形模块对三个叶片连料带处根部r角及整体轮廓进行整形,然后再通过法兰面成型模块承接前面顺延成型后进行法兰面成型及半成品再次整形,保证产品的尺寸及整体结构尺寸。然后再通过球头凸包孔冲裁模块进行球头的凸包孔冲裁,然后再通过凸包孔拉伸翻孔模块对冲裁后的孔进行向下半拉伸半翻孔的成型方式,保证凸包的角度及孔径尺寸,之后通过半成品向上冲裁模块对料带板上的半成品进行向上半剪冲裁,去除法兰面一周的冲压毛刺,最后通过成品冲裁模块从上至下进行产品与料带分离,此结构设计可将产品法兰面另一面的冲压毛刺消除。通过半成品向上冲裁模块与成品冲裁模块之间的配合,先将产品从下往上半剪方式使料带板与产品半连状态,使产品法兰面上端经过冲头与刀口无毛刺产生,再经过连续顺送至下一工序,将产品从上至下冲裁,使产品法兰另一面经过冲头与刀口冲裁无毛刺产生,解决产品断裂带毛刺的产生。本连续冲压模具可以实现叶片式弹簧座料带板的连续冲孔、球头拉伸成型、叶片拉伸成型、法兰面成型及成品冲裁等高精度加工,不仅提高了叶片式弹簧座的加工精度,而且大幅提高了叶片式弹簧座加工的效率。
6.优选的,所述球头向下拉伸模块包括上模板镶件、拉伸冲头、下模板镶件、第一下模脱料块和第一下模顶针,其中拉伸冲头通过上模板镶件装配固定在上模板上,拉伸冲头底部穿过脱料板对料带板上的球头部位进行向下预拉伸,第一下模脱料块通过下模板镶件装配固定在下模板上,第一下模顶针安装在第一下模脱料块内且竖直向上正对拉伸冲头设置。实际工作时,拉伸冲头穿过脱料板对料带板上的产品球头部位进行向下预拉伸,第一下模顶针作用力在第一下模脱料块上,使经过拉伸的料带板脱离下模板,以免料带板顺送过程中未脱开而产生拉料产品变形。
7.优选的,所述球头向上反向拉伸模块包括第一弹簧压缩上模顶针、第一脱模镶件、反向拉伸冲针、第一冲针保护套、第一下模脱料块和第一弹簧压缩下模顶针,其中第一弹簧压缩上模顶针竖直向下安装在上模板上,第一脱模镶件安装在脱料板上,第一弹簧压缩上模顶针竖直向下贯穿第一脱模镶件,弹簧第一压缩下模顶针竖直向上固定在下垫板上,第一下模脱料块安装在下模板上,反向拉伸冲针安装在第一下模脱料块内且反向拉伸冲针的底部与第一弹簧压缩下模顶针顶部对接,所述反向拉伸冲针与第一弹簧压缩上模顶针正对设置,第一冲针保护套安装在反向拉伸冲针顶部。球头向上反向拉伸模块的工作原理为:上模部分:第一弹簧压缩上模顶针进行对料带板上的半成品成型后从第一脱模镶件中顶出产品,以免半成品卡在第一脱模镶件内致使整条料带拉扯无法连续顺送生产;下模部分:第一弹簧压缩下模顶针作用力在第一下模脱料块及第一冲针保护套上,使得第一下模脱料块及第一冲针保护套的浮动高度必须超过反向拉伸冲针,使产品完全脱离反向拉伸冲针,以免料带板顺送过程中未脱开反向拉伸冲针而导致顺料卡死,产品变形。
8.优选的,所述叶片第一次顺延拉伸模块包括第二弹簧压缩上模顶针、第二脱模镶件、顺延拉伸冲针、第二冲针保护套、第二下模脱料块和第二弹簧压缩下模顶针,其中第二弹簧压缩上模顶针竖直向下安装在上模板上,第二脱模镶件安装在脱料板上,第二弹簧压缩上模顶针竖直向下贯穿第二脱模镶件,第二弹簧压缩下模顶针竖直向上固定在下垫板上,第二下模脱料块安装在下模板上,顺延拉伸冲针安装在第二下模脱料块内且顺延拉伸冲针的底部与第二弹簧压缩下模顶针顶部对接,所述顺延拉伸冲针与第二弹簧压缩上模顶
针正对设置,第二冲针保护套安装在顺延拉伸冲针顶部。叶片第一次顺延拉伸模块的工作原理为:上模部分:第二弹簧压缩上模顶针进行对料带板上的半成品成型后从第二脱模镶件中顶出产品,以免半成品卡在第二脱模镶件内致使整条料带拉扯无法连续顺送生产;下模部分:第二弹簧压缩下模顶针作用力在第二下模脱料块及第二冲针保护套上,使得第二下模脱料块及第二冲针保护套浮动高度必须超过顺延拉伸冲针,使产品完全脱离顺延拉伸冲针,以免料带板顺送过程中未脱开顺延拉伸冲针而导致顺料卡死,产品变形。
9.优选的,所述凸包孔拉伸翻孔模块包括上模冲针、翻孔冲头、脱模镶件、第二下模顶针和第二下模脱料块,其中上模冲针竖直向下固定在上模板上,翻孔冲头固定在上模冲针的底部,脱模镶件固定在脱料板上,上模冲针竖直向下贯穿脱模镶件,第二下模脱料块固定在下模板上,第二下模顶针竖直向上安装在下模板上且贯穿第二下模脱料块,上模冲针与第二下模顶针上下并排相对设置。实际工作时,上模冲针带动翻孔冲头插入至料带板球体部位的中心通孔内,然后在翻孔冲头与中心通孔分离时,通过翻孔冲头对中心通孔进行翻孔。
10.本实用新型提供的一种叶片式弹簧座连续冲压模具的有益效果在于:本叶片式弹簧座连续冲压模具布局紧凑,生产连续性强,可以实现叶片式弹簧座料带板的连续冲孔、球头拉伸成型、叶片拉伸成型、法兰面成型及成品冲裁等高精度加工,不仅提高了叶片式弹簧座的加工精度,而且大幅提高了叶片式弹簧座加工的效率。
附图说明
11.图1为叶片式弹簧座料带板及叶片式弹簧座的结构示意图。
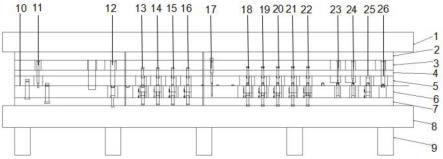
12.图2为本实用新型的内部结构装配示意图。
13.图3为本实用新型中冲孔模块、球头向下拉伸模块、球头向上反向拉伸模块、球头拉伸成型模块、球头拉伸到位成型模块和球头轮廓整形模块的结构示意图。
14.图4为本实用新型中叶片第一次顺延拉伸模块、叶片第二次顺延拉伸模块、叶片第三次顺延拉伸成型模块、叶片轮廓整形模块和法兰面成型模块的结构示意图。
15.图5为本实用新型中球头凸包孔冲裁模块、凸包孔拉伸翻孔模块、半成品向上冲裁模块和成品冲裁模块的结构示意图。
16.图6为本实用新型中球头向下拉伸模块的结构示意图。
17.图7为本实用新型中球头向上反向拉伸模块的结构示意图。
18.图8为本实用新型中叶片第一次顺延拉伸模块的结构示意图。
19.图9为本实用新型中凸包孔拉伸翻孔模块的结构示意图。
20.图中:1、上模座;2、上垫板;3、上模板;4、背脱板;5、脱料板;6、下模板;7、下垫板;8、下模座;9、下垫脚;10、料带板;11、冲孔模块;12、球头向下拉伸模块;13、球头向上反向拉伸模块;14、球头拉伸成型模块;15、球头拉伸到位成型模块;16、球头轮廓整形模块;17、定位冲压模块;18、叶片第一次顺延拉伸模块;19、叶片第二次顺延拉伸模块;20、叶片第三次顺延拉伸成型模块;21、叶片轮廓整形模块;22、法兰面成型模块;23、球头凸包孔冲裁模块;24、凸包孔拉伸翻孔模块;25、半成品向上冲裁模块;26、成品冲裁模块;100、球头;200、中心通孔;300、叶片。
21.121、上模板镶件;122、拉伸冲头;123、下模板镶件;124、第一下模脱料块;125、第
一下模顶针。
22.131、第一弹簧压缩上模顶针;132、第一脱模镶件;133、反向拉伸冲针;134、第一冲针保护套;135、第一下模脱料块;136、第一弹簧压缩下模顶针。
23.181、第二弹簧压缩上模顶针;182、第二脱模镶件;183、顺延拉伸冲针;184、第二冲针保护套;185、第二下模脱料块;186、第二弹簧压缩下模顶针。
24.241、上模冲针;242、翻孔冲头;243、脱模镶件;244、第二下模顶针;245、第二下模脱料块。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本实用新型的保护范围。
26.实施例:一种叶片式弹簧座连续冲压模具。
27.参照图1至图9所示,一种叶片式弹簧座连续冲压模具,包括:上模组件和下模组件,所述下模组件包括下模座8,所述下模座8的下方安装有下垫脚9,所述下模座8的上方安装有下垫板7,所述下垫板7的上方安装有下模板3;所述上模组件包括上模座1,所述上模座1的下方安装有上垫板2,所述上垫板2的下方安装有上模板3,所述上模板3的下方安装有背脱板4,所述背脱板4的下方安装有脱料板5,所述脱料板5位于下模板6的正上方,其中,上模组件部分可固定冲头,脱料部分过孔可对冲头导正、引导针可对料带进行精准导正定位,保证产品料带冲制中不被冲头拉料;下模组件部分固定刀口及料带两侧平行两用浮料销可将料带导正在同一水平线上,也可浮动料带上的半成品与下模零件不干涉的高度,使其送料机输送料带顺畅生产不卡顿。
28.参照图2至图5所示,所述上模组件和下模组件之间按照料带板10前进方向从左至右依次安装有冲孔模块11、球头向下拉伸模块12、球头向上反向拉伸模块13、球头拉伸成型模块14、球头拉伸到位成型模块15、球头轮廓整形模块16、定位冲压模块17、叶片第一次顺延拉伸模块18、叶片第二次顺延拉伸模块19、叶片第三次顺延拉伸成型模块20、叶片轮廓整形模块21、法兰面成型模块22、球头凸包孔冲裁模块23、凸包孔拉伸翻孔模块24、半成品向上冲裁模块25和成品冲裁模块26。实际加工时,只需将叶片式弹簧座料带板10放置在上模组件和下模组件之间,然后启动冲压模具,叶片式弹簧座料带板10从左向右移动,首先通过冲孔模块11冲压出球头100部分的中心通孔200,然后通过球头向下拉伸模块12将产品球头部位先向下拉伸,然后通过球头向上反向拉伸模块13进行向上反向初步拉伸,然后通过球头拉伸到位成型模块14进行产品球头部位的拉伸成型,随后通过球头拉伸到位成型模块15进行球头部位拉伸成型到位,然后再通过球头轮廓整形模块16对产品球头部位r角及形状罗轮廓进行整形,经过整形保证产品球头部位的尺寸和形状符合产品图纸的尺寸要求。然后通过定位冲压模块17对料带板10进行定位纠偏,防止料带板10在移动过程中跑偏,然后通过叶片第一次顺延拉伸模块18进行三个叶片向上的第一次顺延拉伸,使叶片顺其脱模镶件成型,然后再依次通过叶片第二次顺延拉伸模块19、叶片第三次顺延拉伸成型模块20对三个叶片进行第二次顺延拉伸成型和第三次顺延拉伸成型到位,最后再通过叶片轮廓整形
模块21对三个叶片连料带处根部r角及整体轮廓进行整形,然后再通过法兰面成型模块22承接前面顺延成型后进行法兰面成型及半成品再次整形,保证产品的尺寸及整体结构尺寸。然后再通过球头凸包孔冲裁模块23进行球头的凸包孔冲裁,然后再通过凸包孔拉伸翻孔模块24对冲裁后的孔进行向下半拉伸半翻孔的成型方式,保证凸包的角度及孔径尺寸,之后通过半成品向上冲裁模块25对料带板10上的半成品进行向上半剪冲裁,去除法兰面一周的冲压毛刺,最后通过成品冲裁模块26从上至下进行产品与料带板10分离,此结构设计可将产品法兰面另一面的冲压毛刺消除。通过半成品向上冲裁模块25与成品冲裁模块26之间的配合,先将产品从下往上半剪方式使料带板与产品半连状态,使产品法兰面上端经过冲头与刀口无毛刺产生,再经过连续顺送至下一工序,将产品从上至下冲裁,使产品法兰另一面经过冲头与刀口冲裁无毛刺产生,解决产品断裂带毛刺的产生。本连续冲压模具可以实现叶片式弹簧座料带板10的连续冲孔、球头拉伸成型、叶片拉伸成型、法兰面成型及成品冲裁等高精度加工,不仅提高了叶片式弹簧座的加工精度,而且大幅提高了叶片式弹簧座加工的效率。
29.参照图6所示,所述球头向下拉伸模块12包括上模板镶件121、拉伸冲头122、下模板镶件123、第一下模脱料块124和第一下模顶针125,其中拉伸冲头122通过上模板镶件121装配固定在上模板3上,拉伸冲头122底部穿过脱料板5对料带板10上的球头部位进行向下预拉伸,第一下模脱料块124通过下模板镶件123装配固定在下模板6上,第一下模顶针125安装在第一下模脱料块124内且竖直向上正对拉伸冲头122设置。实际工作时,拉伸冲头122穿过脱料板5对料带板10上的产品球头部位进行向下预拉伸,第一下模顶针125作用力在第一下模脱料块124上,使经过拉伸的料带板10脱离下模板6,以免料带板10顺送过程中未脱开而产生拉料产品变形。
30.参照图7所示,所述球头向上反向拉伸模块13包括第一弹簧压缩上模顶针131、第一脱模镶件132、反向拉伸冲针133、第一冲针保护套134、第一下模脱料块135和第一弹簧压缩下模顶针136,其中第一弹簧压缩上模顶针131竖直向下安装在上模板3上,第一脱模镶件132安装在脱料板5上,第一弹簧压缩上模顶针131竖直向下贯穿第一脱模镶件132,第一弹簧压缩下模顶针136竖直向上固定在下垫板7上,第一下模脱料块135安装在下模板6上,反向拉伸冲针133安装在第一下模脱料块135内且反向拉伸冲针133的底部与第一弹簧压缩下模顶针136顶部对接,所述反向拉伸冲针133与第一弹簧压缩上模顶针131正对设置,第一冲针保护套134安装在反向拉伸冲针133顶部。球头向上反向拉伸模块13的工作原理为:上模部分:第一弹簧压缩上模顶针131进行对料带板10上的半成品成型后从第一脱模镶件132中顶出产品,以免半成品卡在第一脱模镶件132内致使整条料带拉扯无法连续顺送生产;下模部分:第一弹簧压缩下模顶针136作用力在第一下模脱料块135及第一冲针保护套134上,使得第一下模脱料块135及第一冲针保护套134的浮动高度必须超过反向拉伸冲针133,使产品完全脱离反向拉伸冲针133,以免料带板10顺送过程中未脱开反向拉伸冲针133而导致顺料卡死,产品变形。
31.参照图8所示,所述叶片第一次顺延拉伸模块18包括第二弹簧压缩上模顶针181、第二脱模镶件182、顺延拉伸冲针183、第二冲针保护套184、第二下模脱料块185和第二弹簧压缩下模顶针186,其中第二弹簧压缩上模顶针181竖直向下安装在上模板3上,第二脱模镶件182安装在脱料板5上,第二弹簧压缩上模顶针181竖直向下贯穿第二脱模镶件182,第二
弹簧压缩下模顶针186竖直向上固定在下垫板7上,第二下模脱料块185安装在下模板6上,顺延拉伸冲针183安装在第二下模脱料块185内且顺延拉伸冲针183的底部与第二弹簧压缩下模顶针186顶部对接,所述顺延拉伸冲针183与第二弹簧压缩上模顶针181正对设置,第二冲针保护套184安装在顺延拉伸冲针183顶部。叶片第一次顺延拉伸模块18的工作原理为:上模部分:第二弹簧压缩上模顶针181进行对料带板10上的半成品成型后从第二脱模镶件182中顶出产品,以免半成品卡在第二脱模镶件182内致使整条料带拉扯无法连续顺送生产;下模部分:第二弹簧压缩下模顶针186作用力在第二下模脱料块185及第二冲针保护套184上,使得第二下模脱料块185及第二冲针保护套184浮动高度必须超过顺延拉伸冲针183,使产品完全脱离顺延拉伸冲针183,以免料带板10顺送过程中未脱开顺延拉伸冲针183而导致顺料卡死,产品变形。本实施例中,叶片第一次顺延拉伸模块18、叶片第二次顺延拉伸模块19和叶片第三次顺延拉伸成型模块20的结构大致相同,其区别仅在于顺延拉伸冲针183的深度不同;
32.参照图9所示,所述凸包孔拉伸翻孔模块24包括上模冲针241、翻孔冲头242、脱模镶件243、第二下模顶针244和第二下模脱料块245,其中上模冲针241竖直向下固定在上模板3上,翻孔冲头242固定在上模冲针241的底部,脱模镶件243固定在脱料板5上,上模冲针241竖直向下贯穿脱模镶件243,第二下模脱料块245固定在下模板6上,第二下模顶针244竖直向上安装在下模板6上且贯穿第二下模脱料块245,上模冲针241与第二下模顶针244上下并排相对设置。实际工作时,上模冲针241带动翻孔冲头242插入至料带板10球体部位的中心通孔200内,然后在翻孔冲头242与中心通孔200分离时,通过翻孔冲头242对中心通孔200进行翻孔。
33.本叶片式弹簧座连续冲压模具布局紧凑,生产连续性强,可以实现叶片式弹簧座料带板的连续冲孔、球头拉伸成型、叶片拉伸成型、法兰面成型及成品冲裁等高精度加工,不仅提高了叶片式弹簧座的加工精度,而且大幅提高了叶片式弹簧座加工的效率。
34.本实用新型中料带板均衡连料,保证料带连续顺送的稳定性,保证产品叶片顺延拉伸时材料分子结构不发生变化,保持材料原有厚度与性能;模具先球头部位进行向下拉伸式结构的设计,再进行向上反拉伸及整形设计,使其产品底部球头部位结构成型到位;球头工序完成后对其叶片进行顺延冲拉、整形、法兰折弯、整形双向脱料结构的设计,使其半成品在材料不流动的情况下进行塑性变形得到产品外观形状以及达到产品尺寸要求;产品外形及轮廓成型完毕,进行小孔冲孔,再进行向下反拉伸及翻孔成型,经过重复多次反拉伸、顺延、半拉伸半翻孔方式获得产品顺利连续冲压成型;料带与产品分离结构设计成为向上半剪后再向下落产品,获得产品无冲压毛刺生产,减少总成件因冲压件毛刺的问题产生不良。
35.以上所述为本实用新型的较佳实施例而已,但本实用新型不应局限于该实施例和附图所公开的内容,所以凡是不脱离本实用新型所公开的精神下完成的等效或修改,都落入本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1