点焊接头及用于其的点焊电极帽
1.本实用新型涉及电阻点焊领域,更具体地涉及两层或多层金属工件(特别是铝合金工件)利用电阻点焊形成的点焊接头。
背景技术:
2.随着全球变暖、能源枯竭问题的逐渐加剧,汽车的尾气排放及能源消耗越来越严重,实验证明汽车质量降低一半,燃料消耗也会降低将近一半,由于环保和节能的需要,汽车的轻量化已经成为世界汽车发展的潮流。由于铝合金材料具有强度高、质量轻、耐腐蚀性能优良、适合多种成型方法等优点,采用铝合金代替钢板材料焊接,结构重量可减轻50%以上,被广泛应用于汽车车身中。
3.目前汽车制造中车身铝合金的连接方法主要以铆接的机械连接方法为主。而铆接是一种成本较高,工序复杂,表面质量差,增加车身重量的方法,一辆全铝车身或混合车身,通常需要1500个以上的钉子。电阻点焊利用工件本身及相互之间的电阻产热来熔化材料实现连接,由于其在连接过程中不需要填充材料,生产效率高且容易实现自动化,所以该方法被广泛应用在汽车车身制造中,例如发动机盖、车门等部位,随着铝合金在汽车中的应用,汽车制造商期望能继续采用电阻点焊对铝合金进行连接。
4.但是由于铝合金其本身的物理性质,采用普通的点焊工艺进行焊接时存在诸多问题。由于铝合金的高导电性、高导热性导致其在点焊过程中需要特别大的电流和压力,而伴随着大电流和高电极压力的使用,导致其在焊接时就需要更高的制造成本。而且由于铝合金的塑型温度区间较窄而导致焊接时飞溅及内部缺陷严重,表面裂纹多。表面高电阻氧化膜的存在又会导致在点焊过程中焊接电极磨损较快、电极寿命短进而导致焊点强度下降,表面质量差,美观度低。
5.专利cn104043898a公开了一种利用球面电极上设置多个凸起的环形脊以此来刺破表面氧化膜,提升电极寿命和表面质量的方法,但是该方法由于焊接热量仍主要集中于焊点中心,极易在焊点表面形成裂纹,进而导致焊点强度下降;
6.专利us6646221b2公开了一种针对铝点焊进行二次补焊的方法,针对焊核小,质量不合格的焊点,再利用一种环形凹腔电极在外侧重新实施焊接来扩大焊核尺寸;该方法虽然可使最终的焊核质量达标,但是其是针对焊核小的已有焊点的方法,需要多次实施,并且并不能抑制消除焊点内部的缺陷和表面裂纹的产生,且电极寿命更低。
7.因此,本领域需要一种能够获得更高焊接强度、电极寿命更长、低成本,表面质量优,美观度高,更容易推广的电阻点焊铝合金的接头及其制造方法。
技术实现要素:
8.本实用新型的目的在于提供一种电阻点焊接头及其制造方法,以获得具有较高焊点强度,较少焊接缺陷的点焊接头,解决了现有技术中的铝合金电阻点焊焊接飞溅、缺陷严重而且焊接强度较低,焊接质量不稳定,电极寿命低等问题。
9.在本实用新型的第一方面,提供了一种点焊接头,所述点焊接头包括第一工件、第二工件和用于固定连接所述第一工件和所述第二工件的焊核;所述第一工件的外表面和所述第二工件的外表面中的至少一个包括基础面和压痕;其中,所述压痕包括位于中心向外侧凸起的第一表面和位于所述第一表面外周向内凹陷的第二表面,所述第一表面距离所述基础面的最大距离h1小于所述第二表面距离所述基础面的最大距离h2。
10.在另一优选例中,所述第一表面和/或所述第二表面上具有多个非连续分布的凸出或凹陷的环形脊结构;所述环形脊的高度为15-300μm。
11.在另一优选例中,所述焊核为中间薄,周边厚的圆饼形。
12.在另一优选例中,所述焊核的中间较薄区域距离工件的第一表面111的最长距离s1和周边较厚区域距离所述第二表面的最短距离s2满足:s2≤0.9w;s1≥s2,优选地为s1≥1.2*s2,其中w为工件厚度。
13.在另一优选例中,所述第一表面和/或所述第二表面是由多个连续的平面和弧面组合而成的。
14.在另一优选例中,所述点焊接头为中心对称结构。
15.在本实用新型的第二方面提供了一对点焊电极帽,所述点焊电极帽用于焊接得到上述的点焊接头,所述点焊电极帽的焊接表面分别具有与所述第一工件的外表面和所述第二工件的外表面适配的形状。
16.在本实用新型的第三方面提供了一种焊接上述焊接接头的方法,所述方法包括:
17.(1)提供一对焊接电极帽,所述点焊电极帽的焊接表面分别具有与所述第一工件的外表面和所述第二工件的外表面适配的形状;
18.(2)预压阶段,在所述预压阶段,所述焊接电极帽对所述第一工件和所述第二工件施加电极压力;
19.(3)焊接阶段,在所述焊接阶段,对所述第一工件和所述第二工件施加一个或多个阶段的焊接电流,形成焊核;以及
20.(4)冷凝阶段,在所述冷凝阶段,使所述焊核冷凝形成最终所述点焊接头。
21.在另一优选例中,所述焊接阶段包括预热阶段、主焊接阶段和后热阶段;所述预热阶段的焊接电流i1的有效值为10-30ka,通电时间t1为30-60ms;所述主焊接阶段的焊接电流i2的有效值为20-60ka,总通电时间t2为50-300ms;所述后热阶段的焊接电流i3为15-40ka,持续时间t3为20-100ms。
22.在另一优选例中,所述主焊接阶段通过多个相同或不相同的电流脉冲形成焊核,每一个焊接电流为25-50ka,单个焊接脉冲的持续时间为5-30ms,脉冲间隔时间为1-10ms;脉冲数量至少为3个;脉冲间隔冷却时间为1-10ms。
23.应理解,在本实用新型范围内中,本实用新型的上述各技术特征和在下文 (如实施例)中具体描述的各技术特征之间都可以互相组合,从而构成新的或优选的技术方案。限于篇幅,在此不再一一累述。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅仅
是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1所示为本实用新型中所涉及的一个典型点焊接头的截面示意图;
26.图2所示为本实用新型中点焊接头表面压痕的局部示意图;
27.图3所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
28.图4所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
29.图5所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
30.图6所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
31.图7所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
32.图8所示为本实用新型中点焊接头表面压痕中第二表面的局部示意图;
33.图9所示为本实用新型中另一个点焊接头表面压痕中第二表面的局部示意图;
34.图10所示为点焊接头表面上的环形脊的截面形状的示意图;
35.图11所示为点焊接头表面上的环形脊的另一个截面形状的示意图;
36.图12所示为点焊接头表面上的环形脊的又一个截面形状的示意图;
37.图13所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
38.图14所示为本实用新型中另一个点焊接头表面压痕的局部示意图;
39.图15所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
40.图16所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
41.图17所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
42.图18所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
43.图19所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
44.图20所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
45.图21所示为本实用新型中所涉及的另一个点焊接头的截面示意图;
46.图22所示为本实用新型中所涉及的一种焊接电极的部分截面示意图;
47.图23所示为本实用新型中所涉及的一种点焊电流和压力时序图;
48.图24所示为本实用新型中所涉及的另一种点焊电流和压力时序图;
49.图25所示为现有技术中普通点焊接头表面的焊接图像;
50.图26所示为本实用新型中点焊接头表面的焊接图像;
51.图27所示为现有技术中普通点焊接头截面图;
52.图28所示为本实用新型中的点焊接头的截面图;
53.图29所示为本实用新型中另一个点焊接头的截面图;
54.图30所示为本实用新型中另一个点焊接头的截面图;
55.图31所示为本实用新型中另一个点焊接头的截面图;
56.图32所示为本实用新型中另一个点焊接头的截面图;
57.图33所示为本实用新型中另一个点焊接头的截面图。
58.各附图中,各标示如下:
59.1-第一工件;
60.2-第二工件;
61.10-第一工件表面;
62.11-第一压痕表面;
63.12-结合界面;
64.111-第一表面;
65.112-第二表面;
66.3-熔化区(焊核);
67.31-熔核边界;
68.20-第二工件表面;
69.1111-环形脊;
70.1122-基表面;
71.1123-内侧表面;
72.1121-外侧表面;
73.21-第二压痕表面;
74.4-焊接电极;
75.41-焊接电极中心表面;
76.42-焊接电极外侧表面。
具体实施方式
77.本发明人经过广泛而深入的研究,通过大量筛选,首次开发了一种点焊接头及其制造方法,本实用新型的点焊接头通过包括位于中心向外侧凸起的第一表面和位于所述第一表面外周向内凹陷的第二表面的压痕,且形成中间薄,周边厚的圆饼形焊核,使得该点焊接头具有更好的表面质量和焊接性能,接头强度更高;另外,本实用新型的点焊接头可以通过多段脉冲分段焊接,且段间冷却的形式形成焊核,使得形成的焊核更稳固,所需焊接能量更少,在此基础上完成了本实用新型。
78.本实用新型提供了一种点焊接头,所述接头整体呈中心对称结构,沿所述接头横截面观察,接头包括熔化区、未熔化区;焊点接头具有结合界面,以及相对的上下表面;在所述焊点区域工件外表面具有总体远离工件熔化区的压痕;
79.其中至少所述一侧压痕包含至少由中心的第一表面和逐渐向外侧扩展的第二表面构成;而压痕中心的第一表面距离工件外表面的最大距离h1是低于中心压痕外侧第二表面距离工件表面的最大距离h2;
80.在一优选例中,所述接头是通过点焊方法得到的,所述点焊方法依次包括:提供一对焊接电极帽,其中至少一个电极帽表面具有与接头压痕相似的形状;接着提供包含以下工序的电阻点焊过程:
81.预压阶段:该阶段对所述工件施加电极压力;
82.焊接阶段:该阶段对所述工件施加一个或多个阶段的焊接电流,形成熔化核心;
83.冷凝阶段:该阶段使所述熔化核心冷凝形成最终点焊接头。
84.在一优选例中,所述焊接电极帽具有中心凹陷的特征,其中凹陷的最大深度与其外延圆周直径比值为1%-20%,优选地为2%-10%。
85.在一优选例中,所述压痕中心的第一表面边缘所在圆周直径不超过8mm,优选地为不超过7mm;
86.在一优选例中,所述压痕外侧所在圆周的直径不超过14mm,优选地为 8-13mm;
87.在一优选例中,所述压痕中心的第一表面整体呈弧面结构,所述弧面顶端距离工件表面(这里是指工件表面中的基础面)的距离h1为-0.3至+0.3mm以内,优选地为-0.15至+0.15mm,其中,负号
“‑”
表示顶端在基础面以内(以下),“+”表示顶端在基础面以外(以上);
88.在一优选例中,所述压痕中心的第一表面上具有多个非连续分布凸出或凹陷的环形脊结构;所述环形脊的高度为15-300μm;优选地为30-250μm;
89.在一优选例中,所述压痕外侧的第二表面上具有多个凸起或凹陷的环形脊特征,所述环形脊的高度为15-300μm;优选地为30-250μm;
90.在一优选例中,所述压痕外侧的第二表面是由多个连续的平面和弧面组合而成的;
91.还提供一种点焊接头,所述接头沿其横截面观察包含:
92.中心熔化区与非熔化区;熔化区边界为熔核边界;
93.熔化区在结合界面上的投影长度为d,熔化区内中心40%范围内熔核边界在工件厚度方向上的最大投影高度为h5,熔化区外侧60%范围内熔核边界在工件厚度方向上的最大投影高度为h6,其中满足h6≥h5;
94.在一优选例中,所述焊接接头中最薄工件厚度为w,0.5≤w≤4.0mm;其中满足
95.在一优选例中,所述焊接接头中h6≥0.3w,h5≥0.2w;
96.提供一种点焊接头,所述接头整体呈中心对称结构,沿所述接头横截面观察,接头包括熔化区、未熔化区;焊点具有结合界面,以及焊接工件相对的上下表面;在所述焊点区域工件表面具有总体远离工件表面的压痕;熔化区与未熔化区的边界为熔核边界;
97.其中至少所述一侧压痕是由至少由中心的第一表面和逐渐向外扩展外侧的第二表面构成的;而压痕中心的第一表面距离工件表面的最大距离是低于压痕边缘第二表面距离工件表面的最大距离;
98.熔化区在结合界面上的投影长度为d,熔化区内中心40%d范围内熔核边界在工件厚度方向上的最大投影高度为h5,熔化区外侧60%d范围内熔核边界在工件厚度方向上的最大投影高度为h6,其中满足h6≥h5;
99.在一优选例中,所述接头是通过点焊方法得到的,所述点焊方法依次包括:提供一对焊接电极帽,其中至少一个电极端面具有与接头压痕相似的形状;接着提供包含以下工序的电阻点焊过程:
100.预压阶段:该阶段对所述工件施加电极压力;
101.焊接阶段:该阶段对所述工件施加一个或多个阶段的焊接电流,形成熔化核心;
102.冷凝阶段:该阶段使所述熔化核心冷凝形成最终点焊接头。
103.在一优选例中,所述压痕中心的第一表面边缘所在圆周直径不超过8mm;
104.在一优选例中,所述焊接接头中最薄工件厚度为w,0.5≤w≤4.0mm;其中满足
105.在一优选例中,所述焊接接头中h6≥0.3w,h5≥0.2w。
106.本实用新型的主要优点包括:
107.(a)提供的点焊接,在焊点表面压痕中,其中心压痕相比外侧压痕更浅,这有助于减少焊点中心表面的裂纹级焊穿情况,提升焊点强度和表面质量,提升美观度;
108.(b)熔核中心的焊核厚度不超过边缘的厚度,有助于提升焊点边缘的承载力,减少中心内部裂纹的产生,而提升焊点强度;
109.(c)采用多阶段的脉冲电流焊接方式,能充分避免焊点表面过热,加快其散热,减少焊点表面粘连,提升表面质量和电极寿命,同时避免内部加热速度过快而产生飞溅等缺陷,减少能量耗散,节约能量。
110.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外,附图为示意图,因此本实用新型装置和设备的并不受所述示意图的尺寸或比例限制。
111.需要说明的是,在本专利的权利要求和说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
112.实施例
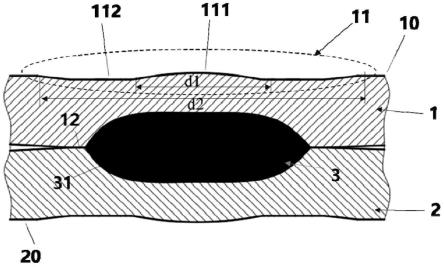
113.现在参考图1,图1所示为本实用新型中所涉及的一种点焊接头的截面示意图;接头是由第一工件1和第二工件2经电阻点焊而得到;接头内包括熔化区形成的焊核3,而熔核边界为31;接头表面具有形成的点焊压痕;接头具有第一工件表面10和第二工件表面20以及结合界面12;压痕表面由中心的第一表面 111和远离中心的第二表面112构成;而压痕的第一表面111最高点距离第一工件表面10的基础面(该基础面是指第一工件表面10上除了压痕以外的表面)的高度为h1,第二表面112最低点距离表面10的基础面的高度为h2,其中,h1≤ h2;即面向熔化中心方向,位于压痕中心的第一表面111相比于位于压痕外侧的第二表面112是更浅的,更向外的;而在此定义远离熔化中心是为正值,靠近熔化中心时为负值,则h1一般为-0.3至0.3mm之间,优选地为-0.2至0.2mm。第一表面111外侧圆周所在直径为d1,一般地d1为2-6mm,优选地为3-5mm;第二表面112外侧所在圆周的直径d2为6-16mm;优选地为8-14mm。
114.如图2所示为压痕表面11的局部放大图;而位于压痕中心的第一表面111可以具有多种形状特征;图2所示的第一表面111为由一个圆弧回转而形成的表面;图3所示的第一表面111为由一个带有一定曲率半径的圆弧面构成,一般的该圆弧面曲率半径r不小于5mm,优选地为5≤r≤100mm;而压痕中的第一表面111和第二表面112相对工件表面10的位置是可以有多种类型的;如图2所示沿熔化中心方向,压痕第一表面111相对工件表面10是更高的,而图3所示为第一表面111 相对工件表面10是更低的,即h1分别是位于工件表面的外侧或内侧的,这在本实用新型中是均可以的。
115.值得注意的是,压痕中心的第一表面111可以是具有多种形状特征的,例如,其截面形状可以是由任意的多条直线或曲线组合而构成的。如图4所示,第一表面111是由多段光滑过渡连接的曲线相构成的回转表面;第一表面为平端面,如图5所示,第一表面111总体
是呈连续光滑过渡的表面,以保证在焊接过程中能够使材料得到平稳光滑的变形而不至于产生裂纹等缺陷。特别是,在压痕中心的第一表面上还可以具有多个凸出或者凹陷的环形脊结构,如图6所示为第一表面上具有2圈凸出环形脊1111结构时的示意图,而环形脊1111的高度h3一般为15-300μm。
116.压痕表面的第二表面112也可以包括多种结构形状。图1至图5所示的第二表面的截面形状均是由圆弧和直线组合而成的,实际上第二表面112也可以包含多个凸起或凹陷的环形脊结构。如图7所示为第二表面112上具有2圈凹陷的环形脊(或者可以直接称之为“环形凹陷”)时的示意图。环形脊的数量为1-5,优选地为2-4个。凹陷的环形脊相对其基表面的距离为h4。环形脊所在基表面为平面或曲面。如图8所示为第二表面112上具有环形脊部分的局部放大图。第二表面112是由外侧表面1121和内侧表面1123(外侧和内侧是相对于中心焊核3 来说的,靠近焊核3的称之为内侧,远离焊核3的称之为外侧)构成的。而内侧表面1123是由多个直线和曲线相互构成的凸起和凹陷组合而成。其中,内侧表面1123所在的基表面1122可以是平面和/或曲面。当基表面1122为平面时,环形脊的最大凹陷处相对基表面1122的高度为h4,一般地h4为15-300μm;优选地为30-280μm。
117.环形脊之间的中心间距b一般地为300μm≤b≤2000μm,优选地为 400μm≤b≤1500μm。
118.基表面1122外侧圆周所在直径为d3,一般地为7-13mm,优选地为8-12mm。外侧表面1121可以是锥面或是弧面。当外侧表面1121为锥面时,一般地其与工件表面10形成的夹角为α,而α不超过40
°
,优选地为5
°
≤α≤30
°
,如图8 所示。外侧表面1121也可以整体是一个弧面,当其为弧面时,其弧面半径r1不小于20mm,优选地为25≤r1≤100mm。而基表面1122也可以是一个弧面,其弧面半径r2不小于25mm,优选地为30≤r2≤100mm。在一个特殊的实施例中,外侧表面1121与基表面1122为同一个表面,即均为弧面,如图9所示。
119.无论是第一表面111或是第二表面112上的环形脊均可有多种结构类型。环形脊是可以由任意直线和曲线组合后回转形成的结构。如图10所示,环形脊为整体呈梯形结构;其底表面宽度为b1,顶表面宽度为b2,一般地 200μm≤b1≤1000μm,0≤b2≤500μm,优选地为300μm≤b1≤600μm, 0≤b2≤300μm。特别地,当b2为零时,则其为三角形,如图11所示。值得一提的是,环形脊的截面形状可以是由任何直线、曲线相互构成的,例如,如图 12所示,其整体由曲线构成并形成类似三角结构的形状,而任意直线和曲线之间是可以包含各种过渡圆角的,任何其他形状也是可以的,在此不再赘述。
120.接头压痕表面的形状可以是由以上任意的第一表面及第二表面相组合而成。如图13所示,第一表面111为弧面,第二表面112为弧面外侧结合平面基表面的配置,在该基表面上具有两个整体呈倒三角形环形凹陷。图14所示为第二表面上的环形脊为凸起时的示意图。
121.现在参考图15,本实用新型中所述接头沿其横截面观察包含:中心的熔化区3(即“焊核”)与外周的非熔化区,二者的交接处称之为熔核边界31。熔化区3在工件1和工件2的结合界面上的投影长度为d,熔化区内中心60%范围内熔核边界在工件厚度方向上的最大投影高度为h5,熔化区外侧40%范围内熔核边界在工件厚度方向上的最大投影高度为h6,其中满足h6≥h5。焊接接头中工件1的厚度为w,0.5≤w≤4.0mm;其中满足优选地为同时 h6≥0.3w,h5≥0.2w。熔化区3具有类似花生壳的形状,其最高熔深位
置并不是位于最中心所在位置,而是位于靠近边缘的60%d的区域内。该种焊核形态有利于使焊核边缘具有更好的熔化深度,具有更好的承载力和断裂吸收能量能力。
122.而熔化区60%d范围内和40%d范围内的熔核形态可以包括多种类型;如图 16所示,熔化区3形状基本接近为椭圆形貌,但实际上在0.6d范围内的高度h5 仍是小于等于h6的。
123.熔化区的形状与接头表面压痕的搭配可以是具有多种组合的。如图17所示为位于压痕中心的第一表面111为弧面,第二表面112为具有截面为梯形状的环形凹陷的表面,而熔化区3为具有花生壳形状的焊核组合。图18所示为位于压痕中心的第一表面111为弧面,第二表面112为具有截面整体为三角形状环脊凹陷的表面,而熔化区3仍为具有花生壳形状的焊核组合。本文中所述的花生壳形状为从焊接工件的中心截面所观察的焊核截面形状,其整体形状应为中间薄,周边厚的圆饼形状。
124.焊核周边较厚区域距离第二表面112的最短距离s1(单位mm)和中间较薄区域距离工件的第一表面111的最长距离s2(单位mm)满足: s2≤0.9w;s1≥s2,优选地为s1≥1.2*s2,其中w为工件厚度。
125.而熔化区3的形状并不一定是上下对称的结构。在一些诸如不等厚工件或异种材料的工件进行焊接时往往形成非对称的结构。如图19所示为当两工件厚度不相同时,第一工件厚度为w1,第二工件厚度为w2,一般地w1<w2;此时至少在第一工件侧的内熔化区0.4d范围内的熔化高度为h5,0.6d范围内的熔化高度为h6,而满足h6>h5,此时
126.同样,在接头压痕表面并不一定是上下两个表面完全相同的。如图20所示为第一工件表面和第二工件表面是不完全相同的。第一工件表面中心具有圆弧凸起状的第一表面111,外侧具有环形脊结构分布的凹陷结构;而第二工件表面为一整体具有曲率半径r3的圆弧面。一般地,第二压痕表面外侧圆周直径d5 为6-14mm,优选地为8-12mm,而r3为不小于20mm,优选地为25-200mm。第一压痕表面11与第二压痕表面21还可以具有其他不相同的组合类型。如图21所示为第一压痕表面11中心表面为凸起的弧面,外侧为具有2个环形凹陷结构的第二表面;而第二压痕表面21中心为整体弧面结构的第一表面,外侧为具有三个环形凹陷结构的第二表面。所以第一压痕的第一表面和第二压痕的第二表面可以是由多种包括不同凹陷/脊结构、尺寸、平面或曲面的任意形状尺寸而搭配而成。
127.本实用新型中第一工件1和第二工件2为铝工件,具体比如铝镁合金、铝硅合金、铝镁硅合金或铝铜合金等等的铝合金,或者是镁铝合金、镁锰合金、镁锌锆合金等镁合金,其形态可以为变形态或铸造态;而且其材料状态可以包括各种回火,包括退火、应变强化等热处理状态。另外,也可以在镀层的表面形成无机系或有机系的油膜(例如,润滑油膜)等。接头可以为2个也可以为2个以上的工件经电阻点焊而形成,且各个工件的厚度可以相同也可以不同。需要说明的是,本文中所使用的术语“工件”是指广泛地包含金属片层、突起部、铸件和可电阻点焊的其他工件。
128.在工件1和2之间还可以包含未固化但加热可以固化的粘合剂,该粘合剂的厚度一般为0.1-5mm,优选地为0.2-2mm之间,该粘结层在焊点区域的厚度在焊接过程电极压力f作用下可能会发生变化。一般来说,粘合剂是涂覆于第一金属工件1和第二金属工件2的相互接触表面上,在进行电阻点焊后,堆叠组合件在烘箱或其他加热装置中固化来实现粘合剂的牢固结合。热固化的粘合剂一般为可热固化的环氧树脂,这在该领域是容易理解的。
129.所述接头是通过点焊方法得到的,所述点焊方法依次包括:提供一对焊接电极帽,其中至少一个具有与接头压痕相似的形状;接着进行以下工序的电阻点焊过程:
130.预压阶段:该阶段对所述工件施加电极压力;
131.焊接阶段:该阶段对所述工件施加一个或多个阶段的焊接电流,形成熔化核心;
132.冷凝阶段:该阶段使所述熔化核心冷凝形成最终点焊接头。
133.所述焊接电极帽形状是与接头表面压痕形状具有相似的形状的;例如,当接头表面压痕为两边对称的中心为凸起弧面,边缘具有凹陷环脊形状时,则电极帽4形状为中心具有凹陷面41,边缘具有凸起环形脊的结构42;其中中心凹陷的高度为h7(相对于与接头的基表面对应的面的高度),凹陷外侧圆周的直径为d7,一般地h7为0.05-1.0mm,优选地为0.1-0.5mm;d7为2-8mm,优选地为 3-7mm;同时h7/d7为1-20%,优选地为2-15%。如图22所示为此时电极帽4的截面形状。同样的,当接头压痕表面为其他形状或者接头两侧压痕具有不对称表面结构时,其对应的焊接电极帽也具有与其形状相似的形状,其焊接面可为球面、端平面以及其他特殊形状面,例如表面具有突起结构或凹陷结构端面的电极帽,在此不再赘述。整体来说,焊接电极可以由任何导电和导热材料制成,例如可由铜合金制成,包括铜铬(cucr)合金、铜铬锆(cucrzr)合金,添加氧化铝颗粒的铜合金或其他各种的可用作电极材料的铜合金。
134.在执行电阻点焊工序时,如图23所示为本实用新型中所涉及到的一种点焊过程中的时序图,包括预热阶段、主焊接阶段以及后热阶段。一般而言,焊接过程中可以是通过一段或多段的焊接电流,特别是在主焊接阶段。在预热阶段焊接电流i1的有效值一般为8-30ka,优选地为10-20ka,更佳地为12-15ka,该阶段通电时间t1为30-60ms,通过预热阶段使工件可以形成充分的接触并降低焊接电极与工件之间的接触电阻,进而提高电极寿命,提升焊点稳定性。而在主焊接阶段,是形成合格稳定的阶段,一般电流i2的有效值为20-60ka,总通电时间t2为50-300ms,优选地电流i2的有效值为25-50ka,总通电时间t2为 60-200ms。当主焊接阶段为通过多个相同或不相同的电流脉冲形成足够大的焊核时,如图24所示,该过程中每一个焊接电流i21,i22
……
i2n一般为25-50ka,此时单个焊接脉冲的持续时间t2n一般为5-30ms,优选地为6-20ms,其中,n为大于等于1的整数,优选地,n≥3,脉冲间隔时间tc为1-10ms。其中,脉冲数量n满足w1单位为mm;脉冲间隔时间tc满足tc≥w1;优选地为tc≥1.5*w1,脉冲数量n≥3。此过程通过不断地加热、冷却从而使电极能得到冷却而内部焊核又能维持足够的温度形成较大焊核,减少焊点表面粘连。脉冲间隔冷却时间为1-10ms;总的主焊接时间为50-150ms,优选地为60-130ms。每个脉冲的电流幅值可以是相同或不同的,以保证形成足够的焊核尺寸,同时降低电极与工件之间的产热量,提升电极寿命。
135.工件之间会产生电阻热,从而形成熔核3,并随着电极压力的作用在焊点表面形成压痕。表面中心相对凸起的第一表面可以防止内部热量集中于中心而产生热裂纹等焊接缺陷,焊核内部中心更厚的未熔化区也可防止内部焊穿而出现热裂纹等缺陷,避免热量集中于焊点中心出现电极粘连等缺陷。一般而言,在现有技术中,中心区域产热多散热慢易造成焊核无法长大充分即导致飞溅、内部裂纹和粘连的产生,而本实用新型的焊接接头,内外温度及应力分布更均匀,易形成均匀的焊核,内部熔化区的边缘具有更厚的熔化深度,这有助于提升接头强度,使整个焊核内应力分布更均匀,减小残余应力,提升焊点性能。当压痕外
侧具有环形脊时,且在该环形脊处的铝氧化膜被剥离,使得在焊接接触时,降低接触电阻,并且可以增大接触面积,增强散热,从而减小电极焊接面与工件接触面的热量,从而提高电极的使用寿命和焊点表面质量。
136.后热阶段的电流脉冲i3一般为15-40ka,优选地为25-35ka;持续时间t3为 20-100ms,优选地为30-80ms,更佳地为30-60ms;且i3不超过0.8*i2max(其中,i2max为后热阶段的最大电流峰值)。后热阶段与主焊接阶段的冷却间隔为不小于15ms,一般地为15-40ms;以保证在焊核冷凝时以较低的冷却速率来完成,从而避免内部缩孔、裂纹的形成。后热阶段的存在可以使熔化的工件在冷却阶段具有更小的收缩应力,进而减少内部缩孔和裂纹的产生。同时,在整个焊接阶段,电极压力f一般为2000-10000n,优选地为3000-8000n,其在焊接阶段是可以变化的,并不一定始终保持不变,而其加压方式可以是气动的或是伺服加压,这在本领域是容易理解的。
137.现在参考图25,图25所示为使用5系铝合金得到的传统点焊接头的表面形貌,可以看出其表面压痕整体呈球面,且表面存在大量的铜铝合金化组织附着,这会严重影响电极寿命,提升制造成本,并且焊点外观差。作为对比,图26所示为本实用新型中所示的焊点表面压痕的图片,所得焊点表面压痕均匀美观且无合金化反应层附着物,可以大幅提升制造效率降低成本,并提升表面质量。
138.图27所示为传统铝工件点焊的焊核截面图,在熔化区中心极易产生裂纹及内部缺陷,容易导致熔化区中心焊穿出现电极粘连,使焊接质量不稳定,电极寿命下降,制造成本高。图28所示为本实用新型针对6系铝合金点焊形成的典型接头截面形貌,压痕表面由中心的第一表面111和外侧的第二表面112构成,整体呈中心回转结构;第一表面111的最高点距离工件表面10的高度为h1,第二表面112最低点距离工件表面10的高度为h2,其中第二表面112整体低于工件表面10,而第一表面111高于工件表面10;熔化区焊核3的熔核直径为d,最中心范围内的熔化高度为h5,而外侧边缘的熔化高度为h6,其中h6>h5。该种焊核形状可避免中心位置过热形成裂纹等表面缺陷,并提升焊点接头强度。
139.在另一个实施例中,针对1.2mm的6系铝合金,其焊核尺寸可达到6.55mm仍然未出现表面焊穿、裂纹等缺陷。如图29所示,焊点接头表面压痕第一表面111 和第二表面112均是低于工件表面10的,压痕的第二表面112上具有两圈凹陷的三角形环形凹陷结构;但其h2仍是大于h1的。
140.再如图30所示为针对2mm的7系铝合金点焊接头的截面形貌;其压痕中心的第一表面111总体是高于压痕的第二表面112的,其中第二表面112上具有两圈凹陷的梯形环结构,这有利于减少第一表面111上裂纹的形成。图31所示为针对两层az31镁合金电阻点焊而得到的焊点接头的截面形貌,压痕由中心的第一表面111和外侧的第二表面112所构成,熔化区形成的焊核3中心部分的高度为 h5,而外侧边缘的最大高度为h6,其中h6>h5。
141.针对不等厚工件时,如图32所示为本实用新型针对4.0mm的铸造铝合金和 2.3mm的铝合金不等厚异质材料电阻点焊所得的焊接接头。接头两侧的压痕可以是不相同的,铸铝侧压痕具有中心的第一表面111和外侧边缘的第二表面112,其中第二表面112上具有3圈环形凹陷结构,而在5系铝合金侧压痕21为整体呈球面凹陷的形状。该种组合搭配有助于既能形成足够大的焊核尺寸,同时在薄板侧也能形成足够深度的熔化区而不至于使厚板侧出现焊穿、裂纹等缺陷。这对于在某些应用环境下对表面凸出或凹陷具有特殊要求时具有很
好的适应性。
142.当然焊点两侧的压痕也可以是具有对称性的,如图33所示为针对不等厚的铸铝与5系铝合金点焊所得的接头截面的形貌。焊点两侧均包括中心凸起的第一表面111和外侧具有3圈环形凹陷的第二表面112,熔化区中心最大高度为h6位于边缘,最小高度h5位于中心。
143.在本实用新型提及的所有文献都在本技术中引用作为参考,就如同每一篇文献被单独引用作为参考那样。此外应理解,在阅读了本实用新型的上述讲授内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1