一种直管件倒角机的制作方法
1.本技术涉及直管件倒角技术的领域,尤其是涉及一种直管件倒角机。
背景技术:
2.现有技术中在对直管件的两端进行倒角时,绝大多是将该直管件置于车床上,待一端完成倒角后,再重新对该直管件装夹,来完成该管件的另一端倒角。
3.该种方式对直管件批量加工时,每根直管件均需要在加工过程中调换方向,使得加工工序繁杂,从而导致直管件批量加工效率低。
技术实现要素:
4.为了改善直管件批量加工效率低,本技术提供一种直管件倒角机。
5.本技术提供的一种直管件倒角机,采用如下的技术方案:
6.一种直管件倒角机,包括机架与振动盘,所述机架上转动设置有第一转轴与第二转轴,所述第一转轴与第二转轴呈同轴设置,所述第一转轴与第二转轴均沿第一转轴轴向滑移设置在机架上;所述第一转轴与第二转轴相互靠近的一端均设置有刀头,且所述第一转轴与第二转轴之间形成有加工空间;
7.所述机架上设置有供给组件与夹持组件,所述供给组件用于向加工空间内逐一供给直管件,所述夹持组件用于将直管件固定在加工空间内。
8.通过采用上述技术方案,先由供给组件向加工空间内供给直管件,随后由夹持组件将直管件固定在加工空间内,最后第一转轴与第二转轴向直管件伸出,直至第一转轴与第二转轴上的刀头均与直管件端部抵接,即同时完成了对直管件两端的倒角工作,从而有助于提升直管件批量加工的效率。
9.优选的,所述供给组件包括下料轨道、驱动机构与推送架,所述下料轨道进口与振动盘出口连通,所述下料轨道出口靠近加工空间;所述推送架上开设有用于放置直管件的凹槽,所述凹槽的长度方向与第一转轴的轴向一致,所述凹槽位于推送架靠近加工空间的一端,且所述推送架位于下料轨道出口下方;所述驱动机构设置在机架上,所述驱动机构驱动推送架往复滑移。
10.通过采用上述技术方案,先由振动盘将直管件排列并经下料轨道送出,随后驱动机构驱动推送架滑移,当推送架上的凹槽与下料轨道出口连通时,位于下料轨道最下侧的直管件落入凹槽内,之后驱动机构继续推动推送架滑移,将直管件送入加工空间内。
11.优选的,所述夹持组件包括抵接板、承载架与驱动件,所述抵接板固定在机架上,且所述抵接板一端延伸至加工空间内;所述承载架上开设有限位槽,所述限位槽的长度方向与凹槽的长度方向一致,所述承载架沿推送架滑移方向滑移设置在机架上;所述驱动件设置在机架上,所述驱动件用于驱动承载架往复滑移。
12.通过采用上述技术方案,推送架将直管件向运送空间一侧运送的同时,承载架向推送架一侧滑移,直至承载架上的限位槽与直管件背离推送架的一侧面抵接,随时推送架
与承载架同步运动将直管件运送至加工空间内。由此设置,有助于提升直管件运送过程中的稳定性。
13.优选的,所述抵接板位于加工空间内的一端开设有固定槽,且所述固定槽槽口朝下设置。
14.通过采用上述技术方案,当直管件运送至加工空间后,直管件局部嵌入抵接板上的固定槽内,由此对直管件进行限位,从而有助于提升直管件倒角过程中的稳定性。
15.优选的,两个所述刀头均呈锥形设置,且两个所述刀头的刀尖相互靠近。
16.通过采用上述技术方案,借助锥形刀头对直管件端部进行倒角,通过调节锥形刀头的进给量即可调节直管件的倒角大小,从而有助于提升直管件倒角机的适用性。
17.优选的,一种直管件倒角机还包括料框与下料板,所述料框上侧呈敞开设置;所述下料板倾斜设置在机架上,且所述下料板上端位于加工空间下方,所述下料板下端搭接在料框敞口边缘处。
18.通过采用上述技术方案,当直管件完成倒角后,推送架退回直管件从凹槽内脱出,随后直管件下落,后续直管件沿下料板滑移,最后直管件落入下方的料框内。由此设置,更便于对直管件进行收纳。
19.优选的,所述下料板上固定设置有两根引导杆,两根所述引导杆之间形成有引导通道,所述引导通道一端靠近加工空间,所述引导通道另一端靠近料框。
20.通过采用上述技术方案,掉落至下料板上的直管件,位于引导通道内,滑移的过程中直管件经两侧的引导杆阻拦,从而保证直管件正确的落入料框内。
21.优选的,两根所述引导杆上端相互远离,两根所述引导杆下端相互靠近。
22.通过采用上述技术方案,引导通道靠近加工通道的进口大于引导通道靠近料框的出口,较大的进口便于直管件进入引导通道,较小的出口能够适应不同大小的料框。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.先由供给组件向加工空间内供给直管件,随后由夹持组件将直管件固定在加工空间内,最后第一转轴与第二转轴向直管件伸出,直至第一转轴与第二转轴上的刀头均与直管件端部抵接,即同时完成了对直管件两端的倒角工作,从而有助于提升直管件批量加工的效率;
25.2.推送架将直管件向运送空间一侧运送的同时,承载架向推送架一侧滑移,直至承载架上的限位槽与直管件背离推送架的一侧面抵接,随时推送架与承载架同步运动将直管件运送至加工空间内。由此设置,有助于提升直管件运送过程中的稳定性;
26.3.当直管件运送至加工空间后,直管件局部嵌入抵接板上的固定槽内,由此对直管件进行限位,从而有助于提升直管件倒角过程中的稳定性。
附图说明
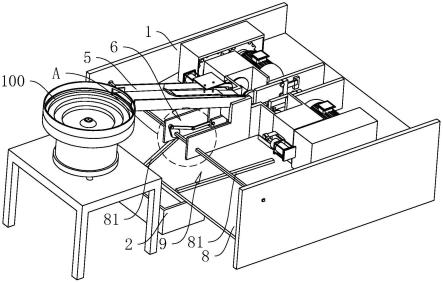
27.图1为本实施例主要体现直管件倒角机整体结构的轴测示意图;
28.图2为本实施例主要体现机架结构的示意图;
29.图3为本实施例主要体现第一电机与第一转轴连接结构的示意图;
30.图4为本实施例主要体现加工组件结构的局部放大图;
31.图5为本实施例主要体现驱动机构结构的局部放大图。
32.附图标记:100、振动盘;1、机架;11、第一电机;111、主动齿轮;12、第二电机;13、从动齿轮;14、第一气缸;141、套环;15、第二气缸;16、抵接板;161、固定槽;17、承载架;171、限位槽;2、料框;3、第一转轴;31、环形槽;32、刀头;33、加工空间;4、第二转轴;5、下料轨道;6、驱动机构;61、驱动杆;62、凸轮;63、第一连杆;64、第二连杆;7、推送架;71、凹槽;8、下料板;81、引导杆;9、引导通道。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种直管件倒角机。
35.实施例:
36.参照图1和图2,一种直管件倒角机包括振动盘100、机架1与料框2,机架1上设置有供给组件、夹持组件、加工组件与下料组件。供给组件用于将振动盘100排列后送出的直管件逐一供给到机架1上,随后由夹持组件对直管件进行固定,之后加工组件对直管件进行加工,最后有下料组件将加工完的直管件送入料框2内。
37.参照图2和图3,具体的,加工组件包括固定设置在机架1上的第一电机11与第二电机12,以及同轴设置的第一转轴3与第二转轴4。第一电机11与第一转轴3传动连接,第二电机12与第二转轴4传动连接,本实施例中,第一电机11与第一转轴3的连接结构与第二电机12与第二转轴4的连接结构一致,以下以第一电机11与第一转轴3的连接结构为例,进行阐述。第一电机11输出轴上固定设置有主动齿轮111,机架1上设置有与主动齿轮111相啮合的从动齿轮13。第一转轴3通过花键轴与从动齿轮13连接。
38.参照图3,机架1上设置有第一气缸14,第一气缸14活塞杆长度方向与第一转轴3轴向一致。第一气缸14活塞杆上焊接有套环141。第一转轴3上开设有环形槽31,套环141转动套设在第一转轴3上,且套环141位于环形槽31内。本实施例中,机架1上还设置有用于驱动第二转轴4滑移的第二气缸15,第二气缸15与第二转轴4的连接结构与第一气缸14与第一转轴3的连接结构一致,不再详述。
39.参照图2和图4,第一转轴3与第二转轴4相互靠近的端部均安装有刀头32,两个刀头32均为锥形刀头32。第一转轴3与第二转轴4之间形成有加工空间33。
40.参照图4和图5,供给组件包括下料轨道5、驱动机构6与推送架7,下料轨道5固定在机架1上,下料轨道5进口与振动盘100出口连通,下料轨道5出口靠近加工空间33。推送架7沿机架1长度方向滑移设置在机架1上,且推送架7的滑移方向与第一转轴3轴向相垂直。推送架7靠近加工空间33的一端开设有凹槽71,且凹槽71的长度方向与第一转轴3轴向一致。驱动机构6包括转动设置在机架1上驱动杆61与固定设置在驱动杆61上的凸轮62,凸轮62上铰接有第一连杆63,第一连杆63远离凸轮62的一端铰接有第二连杆64,且第二连杆64远离第一连杆63的一端与推送架7铰接。本实施例中,驱动杆61由驱动电机驱动转动,驱动电机图中未标示。
41.实际运用中,驱动电机驱动驱动杆61转动带动凸轮62转动,凸轮62经由第一连杆63、第二连杆64带动推送架7往复滑移。当推送架7滑移至凹槽71位于下料轨道5出口正下方时,此时位于下料轨道5最下侧的直管件落入凹槽71内,随后推送架7对此根直管件进行运送,同时推送架7对下料轨道5出口进行封闭。
42.参照图4,夹持组件包括固定设置在机架1上的抵接板16,滑移设置在机架1上的承载架17,以及驱动承载架17滑移的驱动件。抵接板16的长度方向与推送架7的滑移方向一致,承载架17的滑移方向与抵接板16的长度方向一致。本实施例中,驱动件为气缸(图中未标示)。承载架17靠近推送架7的一端开设有限位槽171,且限位槽171的长度方向与凹槽71的长度方向一致。抵接板16靠近加工空间33一端的下侧面开设有固定槽161。
43.由此设置,推送架7将直管件向加工空间33内运送的同时,气缸活塞杆伸出推动承载架17向推送架7一侧滑移,直至直管件局部嵌入限位槽171内,随后气缸活塞杆回缩,承载架17与推送架7一同将直管件向加工空间33内运送,有助于提升运送直管件的稳定性。当直管件运送至加工空间33后,直管件上侧面嵌入固定槽161内。从而有助于提升直管件倒角过程中的稳定性。
44.参照图1,下料组件包括焊接在机架1上的下料板8,以及焊接在下料板8上的两根引导杆81。下料板8呈倾斜设置,下料板8上端位于加工空间33正下方。料框2上侧呈敞开设置,下料板8的下端搭接在料框2敞口边缘处。两根引导杆81的上端相互远离,两根引导杆81的下端相互靠近,且两根引导杆81之间形成有引导通道9。引导通道9上端位于加工空间33正下方,引导通道9下端靠近料框2。当直管件完成倒角后,推送架7向远离加工空间33的一侧滑移,直管件从凹槽71内脱出并落入引导通道9内,随后沿引导通道9滑移,最终落入料框2内。
45.本技术实施例一种直管件倒角机的实施原理为:实际运用中,先由供给组件向加工空间33内供给直管件,随后由夹持组件将直管件固定在加工空间33内,最后第一转轴3与第二转轴4向直管件伸出,直至第一转轴3与第二转轴4上的刀头32均与直管件端部抵接,即完成了直管件的倒角,从而有助于提升直管件倒角的效率。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1