一种适用于狭窄作业空间的夹具结构的制作方法
1.本实用新型涉及机械加工设备技术领域,具体涉及一种适用于狭窄作业空间的夹具结构。
背景技术:
2.现代化工业场景中,如汽车零部件等附加值较高的零件生产加工作业,为提高生产效率一般采用自动化夹装器具实现对零件的夹装后,配合自动化加工工具进行高速生产和加工。这类夹装器具由于多由气缸驱动,因此其夹装头的动作路径一般为直线。某些零件的加工位置具有连续的不规则曲面,为方便对这些连续曲面的外凸面进行加工处理,通常对这些加工面反侧的内凹结构进行固定,此时,通常将夹装头伸入内凹结构后顶紧其中某一处后,使整体结构被固定在夹具上。
3.图6示出了一种具有连续曲面的零件,在对此类零件进行夹装时,一般在加工面901对应反面的内凹处902寻一处位置作为夹装头的着力点,图示结构中一般选取底面9021作为夹装头的着力点,通过夹装头将该底面9021自上而下顶紧在某一平整夹装面上,使零件具备加工的稳定状态,方便加工器具对各个加工面均可加工。但是图6示出的零件存在夹装空间的局限性,其夹装位置在竖直方向上受到底面9021的上方结构903的阻挡,无法使夹装头自上而下沿直线下压;或者即便图6示出结构无结构903的阻挡,但受到加工面901的曲面结构影响,使竖直方向的夹装头移动路径也无法保持竖直的直线(此处假设夹装头的夹持位置在图6结构的底面9021上的虚线圈内),导致夹装头在竖直向下移动的情况下,无法准确落在夹持位置。因此,此类零件的夹装通常无法采用自动化夹装器件实现。而由人工操作进行夹装,则需要水平伸入夹装头后,再在零件的凹陷结构外侧将连接夹装头的连杆或者柄结构固定。整个夹装过程较为耗时费力,容易拖慢整个作业线的生产进度。
技术实现要素:
4.本实用新型的目的在于,提供一种适用于狭窄作业空间的夹具结构,解决以上技术问题。
5.本实用新型所解决的技术问题可以采用以下技术方案来实现:
6.一种适用于狭窄作业空间的夹具结构,包括第一底座,所述第一底座上设有夹持工位,待处理的零件放置于所述夹持工位上,其中,所述第一底座上设有夹持组件,所述夹持组件位于所述夹持工位的一侧;
7.所述夹持组件包括第二底座、推进气缸和推杆,所述推杆采用蛇形结构,其具有两个水平段和一竖直段,两个水平段上下放置,竖直段的上端连接上方水平段的后端后形成第一折弯点、下端连接下方水平段的前端后形成第二折弯点,下方水平段的后端转动连接所述第二底座;
8.所述推进气缸连接所述第二底座,其水平伸缩的伸缩杆的伸出端转动连接所述推杆的蛇形结构的第一折弯点,
9.所述第二底座连接所述第一底座。
10.本实用新型通过对气缸和夹具其他结构的排列组合,提供一种自动化杠杆结构的夹具,通过蛇形结构的推杆将水平方向的气缸的推进作用转换为竖直方向的下压力,实现对零件内凹结构的狭窄空间进行自动化夹装,提高夹装效率,配合自动化生产线,确保生产效率。
11.所述第一底座上设有一转台组件,待处理的零件放置于所述转台组件上;
12.所述夹持组件位于所述转台组件的一侧。
13.本实用新型通过转台组件实现待加工零件的放置,使零件可旋转,再配合位于转台组件一侧的夹持组件实现对一些在竖直方向具有弯曲凹陷结构的零件进行夹持的效果,以零件绕某一中心旋转来实现旋转式夹紧动作,在夹装特殊零件的夹持作业中可有效避让出便于夹装头(推杆的下压端)活动的较大的动作空间。
14.所述转台组件包括转盘,零件放置于所述转盘上,所述转盘转动连接所述第一底座。
15.所述转台组件包括旋转气缸,所述旋转气缸固定于所述第一底座上,所述转盘转动连接所述旋转气缸。
16.所述转台组件包括旋转电机,所述旋转电机连接减速机构,所述转盘连接所述减速机构。
17.所述转盘上设有紧固孔,通过紧固孔设置紧固栓等紧固件后,实现对零件的固定。
18.所述推进气缸转动连接所述第二底座,连接位置位于所述第二折弯点的后侧。
19.所述推杆的下压端的端面设有衬垫,以便减轻夹持动作对零件的损伤。
20.有益效果:由于采用上述技术方案,本实用新型结构简单,夹紧力强,夹持作业灵活,可适应多类特殊零件的夹持。
附图说明
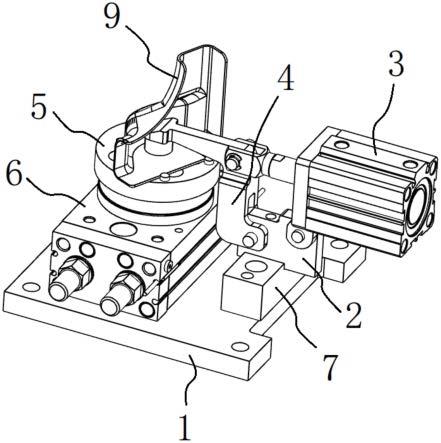
21.图1为本实用新型的一种结构示意图;
22.图2为图1的结构从对向角度观察时的示意图;
23.图3为图1的结构收回推杆时的一种示意图;
24.图4为本实用新型的夹持组件的一种结构示意图;
25.图5为本实用新型的转盘的一种结构示意图;
26.图6为适于本实用新型夹持的一种零件的结构示意图。
具体实施方式
27.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示进一步阐述本实用新型。需要说明的是,本实用新型的说明书和权利要求书中的术语“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应当理解,这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”或“具有”及其任何变形,其意图在于覆盖不排他的包含,例如,包含了一系列组成部件或单元的产品或设备不必限于清楚地列出的那些组成部件或单元,而是可包括没有清楚地
列出的或对于这些产品或设备固有的其它部件组成或者组成单元。
28.参照图1、图2、图3,一种适用于狭窄作业空间的夹具结构,包括第一底座1,第一底座1上设有夹持工位,待处理的零件9放置于夹持工位上,第一底座1上设有夹持组件,夹持组件位于夹持工位的一侧。
29.夹持组件包括第二底座2、推进气缸3和推杆4,推杆4采用蛇形结构(或者称之为“z”字形结构),该蛇形结构的推杆按如下结构设置:如图4所示,推杆4具有两个水平段和一个竖直段401,两个水平段包括上方水平段4021和下方水平段4022,两者上下间隔放置后,竖直段401的上端连接上方水平段4021的后端后形成第一折弯点4001、下端连接下方水平段4022的前端后形成第二折弯点4002,下方水平段4022的后端转动连接第二底座2;
30.推进气缸3连接第二底座2,其水平伸缩的伸缩杆301的伸出端转动连接推杆4的蛇形结构的第一折弯点4001,
31.第二底座2连接第一底座1。
32.在其中一些实施例中,如图1、图2、图3所示,在设置第二底座2的情况下,还可在第二底座2和第一底座1之间设置垫高块7,以抬高推进气缸3的设置高度。
33.在另一些实施例中,如图4所示,推进气缸3的伸缩杆的端部可设置一夹爪结构,该夹爪结构包括两个相互平行的夹板,且两个夹板的同侧一端均固定连接推进气缸的伸缩杆的伸出端。该夹爪结构的两个夹板夹持在第一折弯点4001的对向两侧,再通过销轴穿过两个夹板和第一折弯点4001,并用卡簧卡住后使销轴无法脱离,从而使气缸伸缩杆和第一折弯点的转动结构更牢固。推杆4的下方水平段4022也可采用如上述的夹爪结构设置相互平行的两个夹板后夹持在第二折弯点4002,再以另一销轴配合卡簧加固推杆4和第二底座2的转动连接结构。
34.本实用新型相对于传统的自动化夹具而言,由推进气缸和推杆组合动作后,可使对零件的夹持动作中的前置动作由零件旁侧开始,而非传统作业中限制为竖直动作,从而可应对如图6的特殊零件的夹持场景。
35.图3示出结构中,零件9放置于夹持工位后,推杆4和推进气缸3位于零件9的旁侧(右侧),此时,推进气缸3的伸缩杆呈收回状态,将推杆4拉出夹持位置;
36.图1示出结构中,推进气缸3的伸缩杆推出后,在推杆4的蛇形结构作用下将推杆4的下压端由零件9的旁侧开始向其凹陷结构内推进,最终使下压端压在零件9的夹持位置。
37.需要说明的是,本实用新型中的推进气缸3可替换为电缸或者液压缸来实现对推杆4的推拉。
38.本实用新型为实现推杆的更灵活的下压路径的设置,可按如下结构设置:
39.第一底座1上设有一转台组件,零件9放置于转台组件上;夹持组件位于转台组件的一侧。通过转台组件对待加工零件放置后可使零件旋转,再配合位于转台组件一侧的夹持组件实现对一些在竖直方向具有弯曲凹陷结构的零件进行夹持的效果,以零件绕某一中心旋转来实现旋转式夹紧动作,在夹装特殊零件的夹持作业中可有效避让出便于夹装头(推杆的下压端)活动的较大的动作空间。
40.如图3所示,操作时,零件9先经转台组件旋转至合适位置,此时可使推杆4的下压端403可竖直从零件9的顶部槽口处压入,再在下压端403逐渐下压过程中,使零件9随之旋转一定角度,使下压端403相对于零件9的凹陷结构具有一非(竖直)直线的下压路径,从而
使下压端403绕过零件9的凹陷中的各个阻挡结构(图3示出结构中不能清晰观察到此类阻挡结构,可参考图6示出结构中的阻挡结构903)后最终下压至计划接触的位置,在推进气缸3推紧后,使下压端403牢牢压在该位置,使零件9得以固定。
41.本实用新型可进一步按如下结构设置转台组件:如图1、图2、图3所示,转台组件包括转盘5,零件9放置于转盘5上,转盘5转动连接第一底座1(此处可视为转盘5通过中间结构以间接连接的方式转动连接第一底座,或者可隐去图1~3结构中的旋转气缸后,视为转盘5直接转动连接至第一底座1上)。
42.本实用新型可进一步按如下结构设置转台组件后便于驱动转盘旋转:如图1、图2、图3所示,转台组件包括旋转气缸6,旋转气缸6固定于第一底座1上,转盘5转动连接旋转气缸6。
43.或者,可将上述实施例中的旋转气缸替换为旋转电机,由电驱动结构实现转盘的旋转:转台组件包括旋转电机,旋转电机连接减速机构,转盘连接减速机构。具体的,可在第一底座上固定一电机作为旋转电机,电机轴连接减速机构,减速机构的输出轴连接转盘的转轴。此处,转盘的转轴一般连接至第一底座上,比如,可在第一底座上设置一轴承,将转盘转轴连接至轴承上;再配合齿轮组实现转盘转轴和减速机构的输出轴之间的连接和联动。
44.或者,可直接选用一集成减速机的电机作为旋转电机来驱动转盘动作。比如,选用一伺服电机作为旋转电机来提高旋转精度的同时获取旋转路径的信息。
45.本实用新型并未配图示出该类电机驱动转盘旋转的结构。
46.在其中一些实施例中,本实用新型按如下结构设置转盘后,使其具有对零件的初步夹持作用:如图5所示,转盘5上设有紧固孔501,通过紧固孔501设置紧固栓等紧固件后,实现对零件的固定。图5示出结构的转盘上盘面设有数个紧固孔,位于正中心设有一个紧固孔,该紧固孔周围围绕其设有数个紧固孔。零件放置转盘上盘面后,可通过紧固栓穿过零件放置面或者在转盘上靠近零件的上盘面上的紧固孔内放入紧固栓,使零件的水平向位移受到限制。
47.按上述实施例,在以紧固孔配合紧固栓(螺栓等紧固件)固定零件时,可根据零件的放置面结构是否具有通孔,有如下两种设置方式:
48.零件的放置面具有通孔时,可通过紧固栓穿过零件放置面上的通孔后伸入靠近转盘上盘面中心的某一紧固孔,使零件完成初次夹持;
49.零件的放置面不具有通孔时,可通过在零件旁侧的紧固孔内放置紧固栓限制零件在水平方向的移动。
50.另外,紧固栓可替换为具有螺纹的螺栓,此时,紧固孔内壁设置内螺纹,从而使螺栓旋入紧固孔后加固紧固结构,实现对零件的初步夹持。
51.另外,本实用新型还可使推进气缸3转动连接第二底座2后,使该气缸也可相对于第二底座2翻转一定角度,连接位置位于第二折弯点4002(或者位于第二底座和推杆的转动连接点)的后侧。按如此结构设置后,不仅可在一定程度上补偿气缸伸缩杆回缩时行程不足的问题,还可尽量释放夹持工位旁侧的空间,便于取放零件。
52.本实用新型为减轻夹持动作对零件的损伤,可按如下结构设置:如图4所示,推杆4的下压端403的端面设有衬垫404。通过在推杆下压端403设置衬垫404,构建缓冲结构后使推杆的端部下压于零件对其夹持后,减轻对零件夹持位置的损伤。衬垫404可采用橡胶或者
硅胶等附在推杆下压端403的端面后成型为衬垫层结构。
53.综上所述,本实用新型通过对气缸和夹具其他结构的排列组合,提供一种自动化杠杆结构的夹具,通过蛇形结构的推杆将水平方向的气缸的推进作用转换为竖直方向的下压力,实现对零件内凹结构的狭窄空间进行自动化夹装,提高夹装效率,配合自动化生产线,确保生产效率。
54.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1