一种立式加工中心辅助定位工装的制作方法
1.本实用新型涉及数控机床辅助定位设备领域,具体地说是一种立式加工中心辅助定位工装。
背景技术:
2.立式加工中心是指主轴轴线与工作台垂直设置的加工中心,主要适用于加工板类、盘类、模具及小型壳体类复杂零件。立式加工中心能完成铣、镗削、钻削、攻螺纹和用切削螺纹等工序。特别的,在矩形工件的加工过程中,按照生产要求需要对矩形工件的中心进行开孔加工流程。
3.现有立式加工中心对于矩形工件的定位采用的是在工件放置台上设置有若干个定位孔,定位孔内可以设置定位柱,首先利用若干定位柱可以对工件的位置进行初步限定,随后还需要营造真空负压环境将工件稳定的吸附在加工台上之后再进行数控加工,但是在加工的过程中定位孔会被碎屑堵塞,长时间堵塞会影响对工件的吸附定位效果,如果清理不及时后续会出现工件的跑位现象从而影响立式加工中心的加工效果。
技术实现要素:
4.针对现有技术中存在利用负压环境进行矩形工件吸附加工的过程中定位孔会被碎屑堵塞,长时间堵塞会影响对工件的吸附定位效果导致工件出现跑位现象的问题,本实用新型提供一种立式加工中心辅助定位工装,可以避免上述问题的发生。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种立式加工中心辅助定位工装,包括加工台,加工台上设置有第一l型块和辅助定位组件,加工台一侧设置有固定板,固定板上设置有第一定位气缸,第一定位气缸连接有与第一l型块正对设置的第二l型块。
7.本装置对矩形工件的定位效果好,保证工件在加工过程中的稳定性,不会出现位置偏移,工件加工质量佳。
8.在一些实施例中,所述辅助定位组件包括螺纹孔、第三l型块和固定螺栓,加工台上开设有若干螺纹孔,第三l型块上设置有固定螺栓,固定螺栓穿过第三l型块与其中一个螺纹孔螺纹连接;
9.实施例一利用人工对第一l型块定位矩形工件的边角的斜对角进行辅助定位,当更换不同尺寸的工件后及时调整第三l型块的位置即可。
10.在一些实施例中,所述辅助定位组件包括安装板、第二定位气缸、滑槽、滑块和定位板,安装板设置在加工台的一侧,加工台上设置有滑槽,滑槽内滑动配合有滑块,安装板上设置有第二定位气缸,第二定位气缸连接有固定设置在滑块上的定位板。
11.实施例二利用定位板自动化完成对工件的辅助定位,降低实施例一通过人工调整第三l型板进行辅助定位的劳动强度。
12.在一些实施例中,所述定位板上开设有若干流通孔。
13.上述方案中的流通孔可以方便在立式加工中心加工吹屑过程中切削液以及碎屑及时的从其中吹走,避免碎屑的大量堆积。
14.在一些实施例中,所述加工台上开设有安装槽,安装槽内滑动配合有移动块,移动块上设置有第二l型块。
15.上述方案中通过设置安装槽和移动块可以使得第一定位气缸驱动第二l型块进行运动的过程中不会出现位置偏移,定位准确。
16.在一些实施例中,所述第一l型块、第二l型块和第三l型块结构完全一致。
17.与现有技术相比,本实用新型的有益效果:
18.本装置对矩形工件的定位效果好,首先利用第一l型块对工件进行初步位置限定,然后再利用第二l型块进行二重固定,随后通过辅助定位组件实现工件的稳定辅助定位,即第三重定位,保证工件在加工过程中的稳定性,不会出现位置偏移,后续立式加工中心对工件加工开孔质量佳。
附图说明
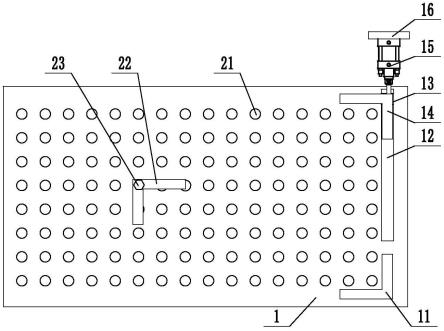
19.图1为本实用新型实施例一整体结构示意图;
20.图2为本实用新型实施例二整体结构示意图;
21.图3为本实用新型中的流通孔示意图;
22.附图标记:
23.1、加工台;11、第一l型块;12、安装槽;13、移动块;14、第二l型块;15、第一定位气缸;16、固定板;21、螺纹孔;22、第三l型块;23、固定螺栓;31、滑槽;32、定位板;321、流通孔;33、滑块;34、第二定位气缸;35、安装板。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.实施例一:
26.如图1至图3所示,一种立式加工中心辅助定位工装,包括加工台1,加工台1设置在立式加工中心内部,立式加工中心在图中未示出,加工台1上设置有第一l型块11和辅助定位组件,首先工作人员将矩形工件的一个边角贴合第一l型块11进行初步的位置限定,需要说明的是,第一l型块11的高度等于或低于工件的厚度即可完成初步定位,这样的意义是在后续进行清屑的过程中第一l型块上不会产生碎屑堆积,矩形工件在图中未示出,本工装适配不同尺寸的矩形工件定位,在第一l型块11的作用下保证了矩形工件不会在初始放置过程中出现偏移,加工台1一侧设置有固定板16,固定板16上设置有第一定位气缸15,第一定位气缸15连接有与第一l型块11正对设置的第二l型块14,当矩形工件与第一l型块11配合完毕后,此时第一定位气缸15自动化驱动第二l型块14往第一l型块11方向运动对矩形工件的相邻两个边角进行定位,二重定位效果佳;为了保证第一定位气缸15驱动第二l型块14进
行运动过程中不会出现偏移,进行以下方案的优化,加工台1上开设有安装槽12,安装槽12内滑动配合有移动块13,第一定位气缸15连接有设置在移动块13上的第二l型块14;第二l型块14沿安装槽12进行定向运动,提高了对矩形工件定位的准确性。
27.从相邻两个边角对矩形工件进行定位后,为了进一步提高矩形工件在加工过程中的稳定性,避免发生跑位现象,设计了实施例一,如图1所示,辅助定位组件包括螺纹孔21、第三l型块22和固定螺栓23,加工台1上开设有若干螺纹孔21,第三l型块22上设置有固定螺栓23,固定螺栓23穿过第三l型块22与其中一个螺纹孔21螺纹连接;实施例一对第一l型块11定位矩形工件的边角的斜对角进行辅助定位,两个对角分别用第一l型块11和第三l型块22进行定位,当更换不同大小的矩形工件后,此时人工调整第三l型块22的位置并利用固定螺栓23实现其与加工台1的固定,保证第三l型块22与第一l型块11和第二l型块14相互配合将工件稳定定位。
28.本实用新型实施例一方案的进一步细化,第一l型块11、第二l型块14和第三l型块22结构完全一致。
29.实施例二:
30.实施例一当更换不同尺寸的矩形工件后需要人工调整第三l型块22的位置进行进一步辅助定位,实施例一辅助定位效果好但是频繁调整第三l型块的位置较为繁琐,为此设计了实施例二,如图2所示,辅助定位组件包括安装板35、第二定位气缸34、滑槽31、滑块33和定位板32,安装板35设置在加工台1的一侧,加工台1上设置有滑槽31,滑槽31内滑动配合有滑块33,安装板35上设置有第二定位气缸34,第二定位气缸34连接有固定设置在滑块33上的定位板32,定位板32上开设有若干流通孔321,流通孔321可以方便在立式加工中心加工吹屑过程中切削液以及碎屑及时的从流通孔通过被吹走,避免碎屑大量堆积在定位板一侧的问题;实施例二利用第二定位气缸34驱动定位板32从第一l型块11与第二l型块14定位后矩形工件的另一侧水平运动将矩形工件牢牢顶紧在第一l型块11和第二l型块14上,相比于实施例一同样实现了对矩形工件的进一步辅助定位,采用自动化定位大幅度降低了人工频繁调整第三l型块进行辅助定位的繁琐性。
31.最后应当说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其限制;尽管参照较佳实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本实用新型的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本实用新型技术方案的精神,其均应涵盖在本实用新型请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1