一种用于钣金的工装夹具的制作方法
1.本技术涉及钣金加工的领域,尤其是涉及一种用于钣金的工装夹具。
背景技术:
2.钣金是针对金属板材的一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型等,其显著的特征就是同一零件厚度一致。加工后的钣金件具有重量轻、强度高、导电、成本低、大规模量产以及性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用。
3.在钣金过程中,需要使用夹具对钣金件进行夹具固定,以便于对钣金件进行加工,目前常用的钣金夹具一般都是将钣金件放置于支撑座上,再将钣金件顶面压紧,从而实现对钣金件的固定,但是钣金件侧面未能得到有效的固定,在后续对钣金件进行加工时,钣金件易发生偏移,夹持固定效果不理想。
技术实现要素:
4.为了解决钣金件夹具夹持效果不理想的问题,本技术提供一种用于钣金的工装夹具。
5.本技术提供的一种用于钣金的工装夹具采用如下的技术方案:
6.一种用于钣金的工装夹具,包括用于放置钣金件的支撑座,所述支撑座上滑动连接有两个压紧杆,两所述压紧杆沿相互远离或靠近的方向滑动,所述支撑座上设置有用于固定所述压紧杆在所述支撑座上位置的第一锁定件;两所述压紧杆相对的一侧竖向滑动连接有压块,所述压紧杆上设置有用于固定所述压块在所述压紧杆上位置的第二锁定件。
7.通过采用上述技术方案,当对钣金件进行夹持固定时,先将钣金件置于支撑座上,再滑动两个压紧杆至压紧杆将钣金件的两个侧面抵紧,通过第一锁定件将压紧杆的位置固定,由此将钣金件的侧面进行固定;将压紧杆的位置固定后,滑动压块至压块将钣金件的顶面抵紧,此时通过第二锁定件将压块的位置固定,钣金件的底面受到支撑座的支撑,钣金件的顶面被压块压紧,由此将钣金件的顶面和底面进行了固定;通过上述设置,对钣金件的底面、顶面以及侧面进行了固定,从而使得钣金件整体得到了良好的固定,防止对钣金件进行加工时发生偏移。
8.可选的,所述第一锁定件包括与所述压紧杆的滑动方向平行的双向丝杆,所述双向丝杆与所述支撑座转动连接,所述双向丝杆与所述压紧杆螺纹连接。
9.通过采用上述技术方案,通过压紧杆对钣金件侧面进行固定时,转动双向丝杆,两压紧杆沿靠近钣金件的方向滑动至与钣金件抵接,此时停止转动双向丝杆,由此实现压紧杆的滑动以及固定;当钣金件加工结束后,反向转动双向丝杆,压紧杆即可沿远离钣金件的方向滑动。
10.可选的,所述支撑座上开设有放置槽,所述双向丝杆位于所述放置槽内。
11.通过采用上述技术方案,将双向丝杆置于放置槽内,可避免双向丝杆的放置对钣
金件的放置产生影响。
12.可选的,所述第二锁定件包括开设于所述压紧杆上并与所述压紧杆平行的调节槽,所述压紧杆上开设有与所述调节槽连通的螺纹通孔;所述螺纹通孔内穿设有第一调节螺杆,所述压块一端位于所述螺纹通孔内,所述第一调节螺杆与所述压块转动连接。
13.通过采用上述技术方案,转动第一调节螺杆,第一调节螺杆带动压块在压紧杆上竖向滑动,当压块滑动至压块与钣金件顶面抵接时,停止转动第一调节螺杆,由此将压块在压紧杆上的位置固定,调节方式灵活方便。
14.可选的,所述第二锁定件还包括开设于所述压紧杆上的限位槽,所述限位槽平行于所述调节槽并与所述调节槽连通,所述压块上设置有限位块,所述限位块位于所述限位槽内。
15.通过采用上述技术方案,通过限位槽和限位块对压块的滑动进行限定,防止压块在滑动过程中出现位置的偏移,提高压块滑动过程中的稳定性。
16.可选的,所述支撑座上设置有固定板,所述支撑座上滑动连接有活动板,所述活动板沿远离或靠近所述固定板的方向滑动,所述活动板的滑动方向垂直于所述压紧杆的滑动方向,所述支撑座上设置有用于固定所述活动板在所述支撑座上位置的限位件。
17.通过采用上述技术方案,当对钣金件进行夹持固定时,将钣金件置于支撑座上,再滑动活动板至活动板与钣金件一侧抵接,此时钣金件远离活动板的一侧与固定板抵接,通过限位件将活动板的位置固定,由此可将钣金件未被压紧杆固定的两个侧面进行固定,进一步提高钣金件在支撑座的稳定性,提高夹具整体的固定效果。
18.可选的,所述限位件包括设置于所述支撑座上的限位板,所述限位板上螺纹连接有第二调节螺杆,所述第二调节螺杆一端与所述活动板远离所述固定板的一侧连接。
19.通过采用上述技术方案,通过转动第二调节螺杆可推动活动板在支撑座上进行滑动,当活动板滑动至与钣金件抵接时,停止转动第二调节螺杆,由此实现活动板的滑动以及固定;当钣金件加工结束后,反向转动第二调节螺杆,活动板即可沿远离钣金件的方向滑动。
20.可选的,所述固定板靠近所述活动板的一侧设置有吸附磁条。
21.通过采用上述技术方案,将钣金件置于支撑座上时,支撑座对钣金件的底面进行支撑,吸附磁条可将钣金件的侧面吸附贴合至固定板上,此时再滑动活动板和压紧杆对钣金件进行全方位的固定,防止钣金件在活动板和压紧杆滑动过程中发生滑动,有利于对钣金件进行固定。
22.可选的,所述压块靠近所述支撑座的一侧设置有第一防护片。
23.通过采用上述技术方案,通过第一防护片可有效防止对钣金件定位过程中对钣金件造成损伤,降低钣金件的报废率。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.当对钣金件进行夹持固定时,先将钣金件置于支撑座上,再滑动两个压紧杆至压紧杆将钣金件的两个侧面抵紧,通过第一锁定件将压紧杆的位置固定,由此将钣金件的侧面进行固定;将压紧杆的位置固定后,滑动压块至压块将钣金件的顶面抵紧,此时通过第二锁定件将压块的位置固定,钣金件的底面受到支撑座的支撑,钣金件的顶面被压块压紧,由此将钣金件的顶面和底面进行了固定;通过上述设置,对钣金件的底面、顶面以及侧面进
行了固定,从而使得钣金件整体得到了良好的固定,防止对钣金件进行加工时发生偏移;
26.2.当对钣金件进行夹持固定时,将钣金件置于支撑座上,再滑动活动板至活动板与钣金件一侧抵接,此时钣金件远离活动板的一侧与固定板抵接,再通过限位件将活动板的位置固定,由此可将钣金件未被压紧杆固定的两个侧面进行固定,进一步提高钣金件在支撑座的稳定性,提高夹具整体的固定效果;
27.3.支撑座对钣金件的底面进行支撑,吸附磁条可将钣金件的侧面吸附贴合至固定板上,此时再滑动活动板和压紧杆对钣金件进行全方位的固定,防止钣金件在活动板和压紧杆滑动过程中发生滑动,有利于对钣金件进行固定。
附图说明
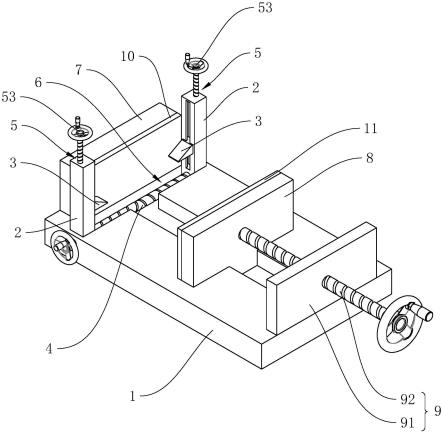
28.图1是本技术实施例中一种用于钣金的工装夹具的整体结构示意图;
29.图2是图1中压紧杆的剖视图;
30.图3是图1中压块的结构示意图。
31.附图标记说明:1、支撑座;2、压紧杆;3、压块;4、双向丝杆;5、第二锁定件;51、调节槽;52、螺纹通孔;53、第一调节螺杆;54、限位槽;55、限位块;6、放置槽;7、固定板;8、活动板;9、限位件;91、限位板;92、第二调节螺杆;10、吸附磁条;11、第二防护片。
具体实施方式
32.以下结合附图1-3对本技术作进一步详细说明。
33.本技术实施例公开一种用于钣金的工装夹具。参照图1,用于钣金的工装夹具包括用于放置钣金件的支撑座1,支撑座1上滑动连接有两个与支撑座1垂直的压紧杆2,两压紧杆2沿相互远离或靠近的方向滑动;支撑座1上开设有放置槽6,放置槽6内放置有与支撑座1转动连接的双向丝杆4,双向丝杆4与压紧杆2的滑动方向平行并与压紧杆2螺纹连接,双向丝杆4一端固定有便于转动双向丝杆4的转盘;当对钣金件进行夹持固定时,先将钣金件置于支撑座1上,再转动双向丝杆4,两压紧杆2沿靠近钣金件的方向滑动至与钣金件抵接,此时停止转动双向丝杆4,由此将钣金件的侧面进行固定。
34.参照图1和图2,两压紧杆2相对的一侧竖向滑动连接有压块3,压紧杆2上开设有与压紧杆2平行的调节槽51以及与调节槽51连通的螺纹通孔52,螺纹通孔52内穿设有第一调节螺杆53,压块3一端位于螺纹通孔52内,第一调节螺杆53与压块3转动连接,第一调节螺杆53一端固定有便于转动第一调节螺杆53的转盘;将压紧杆2的位置固定后,转动第一调节螺杆53,第一调节螺杆53带动压块3在压紧杆2上竖向滑动,当压块3滑动至压块3与钣金件顶面抵接时,停止转动第一调节螺杆53,由此将压块3在压紧杆2上的位置固定,从而将钣金件的顶面固定。参照图2和图3,压紧杆2上还开设有与调节槽51连通的限位槽54,限位槽54与调节槽51平行,压块3上设置有限位块55,限位块55位于限位槽54内并与限位槽54滑动配合;通过限位槽54和限位块55对压块3的滑动进行限定,压块3在压紧杆2上可沿压紧杆2的长度方向滑动,防止压块3在滑动过程中出现位置的偏移,提高压块3滑动过程中的稳定性。压块3靠近支撑座1的一侧设置有第一防护片,通过第一防护片有效防止对钣金件定位过程中对钣金件造成损伤,降低钣金件的报废率。
35.参照图1,支撑座1上设置有固定板7,支撑座1上滑动连接有活动板8,活动板8靠近
固定板7的一侧设置有第二防护片11;活动板8沿远离或靠近固定板7的方向滑动,活动板8的滑动方向垂直于压紧杆2的滑动方向;支撑座1上设置有限位板91,限位板91上螺纹连接有第二调节螺杆92,第二调节螺杆92一端与活动板8远离固定板7的一侧连接,第二调节螺杆92一端固定有便于转动第二调节螺杆92的转盘;当对钣金件进行夹持固定时,将钣金件置于支撑座1上,转动第二调节螺杆92推动活动板8在支撑座1上进行滑动,当活动板8滑动至与钣金件抵接时,停止转动第二调节螺杆92,由此可将钣金件未被压紧杆2固定的两个侧面进行固定,进一步提高钣金件在支撑座1的稳定性,提高夹具整体的固定效果。固定板7靠近活动板8的一侧设置有吸附磁条10,吸附磁条10将钣金件的侧面吸附贴合至固定板7上,防止钣金件在活动板8和压紧杆2滑动过程中发生滑动,有利于对钣金件进行固定。
36.本技术实施例一种用于钣金的工装夹具的实施原理为:当对钣金件进行夹持固定时,先将钣金件置于支撑座1上,再转动双向丝杆4,两压紧杆2沿靠近钣金件的方向滑动至与钣金件抵接,此时停止转动双向丝杆4,由此将钣金件的侧面进行固定;将压紧杆2的位置固定后,转动第一调节螺杆53,第一调节螺杆53带动压块3在压紧杆2上竖向滑动,当压块3滑动至压块3与钣金件顶面抵接时,停止转动第一调节螺杆53,由此将压块3在压紧杆2上的位置固定,钣金件的底面受到支撑座1的支撑,钣金件的顶面被压块3压紧,由此将钣金件的顶面和底面进行了固定;通过上述设置,对钣金件的底面、顶面以及侧面进行了固定,从而使得钣金件整体得到了良好的固定,防止对钣金件进行加工时发生偏移。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1