一种扶手焊接工装的制作方法
1.本实用新型涉及汽车零部件加工领域,特别涉及一种扶手焊接工装。
背景技术:
2.汽车配件加工是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品。汽车制造中焊接生产具有批量大、生产速度快、对被焊零件装配焊接精度要求高等特点,多采用流水作业生产方式。不同零部件需采用不同焊接方式。
3.汽车中央扶手也叫汽车扶手,起初是为了给乘客提供肘部的支撑,后面发展为车内储物盒,包括扶手面板,可以方便进行交谈、办公,看文件资料等,汽车扶手的中部框架需要进行焊接的工艺操作。
4.本技术发明人在焊接的过程中,发现上述技术至少存在如下技术问题:
5.传统的焊接操作台没有提供充足的支撑,焊接过程中产生的应力导致汽车扶手变形,从而导致汽车扶手部件的精度下降影响后续的加工和装配,为此,我们提出一种扶手焊接工装来解决上述问题。
技术实现要素:
6.本实用新型的主要目的在于提供一种扶手焊接工装,通过仿形卡座设计为与加工的扶手工装板形状对应的凹槽,增大接触面积,增加对于零部件焊接支撑来减少焊接过程中产生应力变形;通过夹紧机构下方设置有下压板,通过下压板来将扶手工件板的最关键位置压紧,避免焊接产生的应力导致的翘曲,影响的加工精度和质量,可以有效解决背景技术中的问题。
7.为实现上述目的,本实用新型采取的技术方案为:
8.一种扶手焊接工装,包括:
9.基板,是用来加工的扶手部件的支撑板;以及
10.仿形卡座,固定安装在基板中部上方,仿形卡座为与加工的扶手工装板形状对应的凹槽,增大接触面积,增加对于零部件焊接支撑来减少焊接过程中产生应力变形;以及
11.夹紧机构,设置在基板两侧,基板上方两侧设置有固定板,通过固定板固定安装有夹紧机构,固定板上方等距离设置有若干组夹紧机构,夹紧机构下方设置有下压板,通过下压板来将扶手工件板的最关键位置压紧,避免焊接产生的应力导致的翘曲,影响的加工精度和质量。
12.优选的,夹紧机构包括有下固定板,下固定板固定安装在固定板,下固定板上端设置有三角支撑块,三角支撑块为三角形夹板,三角支撑块上端两侧分别设置有两组转动杆,三角支撑块右上角转动安装有第二转动臂,三角支撑块左下角转动安装有第一转动臂。
13.优选的,第一转动臂和第二转动臂均采用中部掏空的侧板结构,第一转动臂上端中部转动安装有压块,压块为三角形截面的结构块,第二转动臂中部设置有中部压紧块,中部压紧块中部的位置与压块进行对应,第二转动臂下端通过螺栓固定安装有下压板,其中
下压板可以根据使用的要求来调整上下位置。
14.优选的,三角支撑块上端设置有把套,把套外侧设置有防滑把套,便于通过把套来将第一转动臂来将绕着三角支撑块进行转动,带动压块下压中部压紧块,从而带动第二转动臂来将下压板进行下压,完成下压动作,结构简单,可以更加便捷的来对零部件进行固定。
15.优选的,基板上端两侧设置有设置有把手,通过两组把手来便于将基板进行移动和搬运。
16.优选的,仿形卡座上端两侧设置有固定块,通过固定块来对零部件两侧的位置进行限位,仿形卡座中部设置有凸起块,通过凸起块的凸起结构与零部件对应的凹槽相对应,来将零部件进行初步的定位和卡接,提升安装的效率。
17.优选的,多组的夹紧机构来将多组点位来进行压紧,根据焊接位置以及工艺的要求可以进行单一或者组合的压紧方式来进行。
18.与现有技术相比,本实用新型具有如下有益效果:
19.1、仿形卡座为与加工的扶手工装板形状对应的凹槽,增大接触面积,增加对于零部件焊接支撑来减少焊接过程中产生应力变形,通过固定板固定安装有夹紧机构,固定板上方等距离设置有若干组夹紧机构,夹紧机构下方设置有下压板,通过下压板来将扶手工件板的最关键位置压紧,避免焊接产生的应力导致的翘曲,影响的加工精度和质量。
20.2、通过把套来将第一转动臂来将绕着三角支撑块进行转动,带动压块下压中部压紧块,从而带动第二转动臂来将下压板进行下压,完成下压动作,结构简单,可以更加便捷的来对零部件进行固定。
21.3、通过固定块来对零部件两侧的位置进行限位,通过凸起块的凸起结构与零部件对应的凹槽相对应,来将零部件进行初步的定位和卡接,提升安装的效率。
附图说明
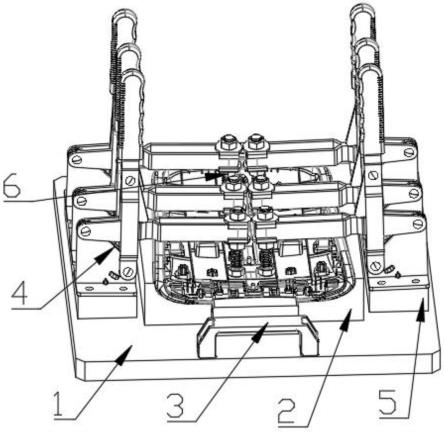
22.图1为本实用新型一种扶手焊接工装的整体结构图;
23.图2为本实用新型一种扶手焊接工装的侧视结构图;
24.图3为本实用新型一种扶手焊接工装中仿形卡座的俯视结构图;
25.图4为本实用新型一种扶手焊接工装中夹紧机构的侧视结构图。
26.图中:1、基板;2、仿形卡座;3、把手;4、夹紧机构;41、下固定板;42、三角支撑块;43、第一转动臂;44、压块;45、把套;46、第二转动臂;47、中部压紧块;5、固定板;6、下压板;7、固定块;8、凸起块。
具体实施方式
27.以下结合附图对通过仿形卡座2设计为与加工的扶手工装板形状对应的凹槽,增大接触面积,增加对于零部件焊接支撑来减少焊接过程中产生应力变形;通过夹紧机构4下方设置有下压板6,通过下压板6来将扶手工件板的最关键位置压紧,避免焊接产生的应力导致的翘曲,影响的加工精度和质量。
28.实施例1
29.参照图1-3所示,一种扶手焊接工装,包括:
30.基板1,是用来加工的扶手部件的支撑板;以及
31.仿形卡座2,固定安装在基板1中部上方,所述仿形卡座2为与加工的扶手工装板形状对应的凹槽,增大接触面积,增加对于零部件焊接支撑来减少焊接过程中产生应力变形;以及
32.夹紧机构4,设置在基板1两侧,所述基板1上方两侧设置有固定板5,通过固定板5固定安装有夹紧机构4,所述固定板5上方等距离设置有若干组夹紧机构4,所述夹紧机构4下方设置有下压板6,通过下压板6来将扶手工件板的最关键位置压紧,避免焊接产生的应力导致的翘曲,影响的加工精度和质量,
33.所述基板1上端两侧设置有设置有把手3,通过两组把手3来便于将基板1进行移动和搬运,
34.所述仿形卡座2上端两侧设置有固定块7,通过固定块7来对零部件两侧的位置进行限位,所述仿形卡座2中部设置有凸起块8,通过凸起块8的凸起结构与零部件对应的凹槽相对应,来将零部件进行初步的定位和卡接,提升安装的效率。
35.实施例2
36.如图4所示,与实施例1相比存在以下不同:
37.所述夹紧机构4包括有下固定板41,所述下固定板41固定安装在固定板5,所述下固定板41上端设置有三角支撑块42,所述三角支撑块42为三角形夹板,所述三角支撑块42上端两侧分别设置有两组转动杆,所述三角支撑块42右上角转动安装有第二转动臂46,所述三角支撑块42左下角转动安装有第一转动臂43,所述第一转动臂43和第二转动臂46均采用中部掏空的侧板结构,所述第一转动臂43上端中部转动安装有压块44,所述压块44为三角形截面的结构块,所述第二转动臂46中部设置有中部压紧块47,所述中部压紧块47中部的位置与压块44进行对应,所述第二转动臂46下端通过螺栓固定安装有下压板6,其中下压板6可以根据使用的要求来调整上下位置,
38.所述三角支撑块42上端设置有把套45,所述把套45外侧设置有防滑把套,便于通过把套45来将第一转动臂43来将绕着三角支撑块42进行转动,带动压块44下压中部压紧块47,从而带动第二转动臂46来将下压板6进行下压,完成下压动作,结构简单,可以更加便捷的来对零部件进行固定,
39.多组的夹紧机构4来将多组点位来进行压紧,根据焊接位置以及工艺的要求可以进行单一或者组合的压紧方式来进行。
40.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1