一种分段压辊和焊带压辊组件的制作方法
1.本实用新型涉及一种分段压辊和焊带压辊组件,属于光伏焊带生产设备技术领域。
背景技术:
2.目前的分段压辊分为凸起部分和下凹部分,凸起部分是压延工作面,其与下辊配合,将经过凸起位置的铜丝压扁,形成分段焊带中的“扁段”,之后转动到下凹部分,此部分与下辊不接触,因此圆丝保持原来形状,成为“圆段”,随着凹凸辊持续转动,就形成了“扁段”与“圆段”交替出现的分段铜带,再经过镀锡,就成为分段焊带。
3.其中凸段长度和凹段的长度决定了分段焊带“圆扁”段的长度,这个长度精度要求很高,如果尺寸出现偏差,生产出来的分段焊带就会出现长度超差,不能满足使用需要。
4.现有技术中,分段焊带的周期控制是通过压辊凹凸段的长度来实现的。但由于压辊在连续工作的条件下,表面会不间断受到磨损,在经过一段时间后,表面会变得粗糙、有沟槽,此时就需要将压辊拆下进行表面研磨。每次研磨可能会磨去压辊表面0.03~0.05mm,以此计算,在研磨3~5次后,辊径就会超差,压出的分段带尺寸会超标,这时压辊将无法使用,只能报废。而一个压辊价格通常很贵,这也是分段焊带加工成本较高的主要因素之一。
技术实现要素:
5.针对现有技术中存在的不足,本实用新型实施例提供一种分段压辊和焊带压辊组件,解决现有的分段压辊和焊带压辊组件因为受到磨损需要整体更换压辊而造成成本过高的技术问题。
6.为实现以上技术目的,本实用新型实施例采用的技术方案是:
7.一种分段压辊,包括:第一基座和第一辊轴,第一基座设置在第一辊轴上,第一基座的主体呈柱状,第一基座上设置有至少一个弧形凸出部,弧形凸出部可拆卸地设置在第一基座的主体表面上。
8.进一步地,所述第一基座上设置有第一弧形凸出部和第二弧形凸出部;所述第一弧形凸出部的周向两端向所述第一基座延伸设置过渡部;位于一端的过渡部的始端为第一端,另一端的过渡部的始端为第二端;所述第一弧形凸出部的第一端与第二弧形凸出部的第一端的连线为第一中心线,所述第一弧形凸出部的第二端与第二弧形凸出部的第二端的连线为第二中心线;所述第一中心线、第二中心线均经过上辊轴线。
9.进一步地,所述过渡部包括相互衔接的第一圆弧段和第二圆弧段,所述第二圆弧段靠近第一基座,所述第一圆弧段向外,所述第二圆弧段向内。
10.进一步地,所述第一圆弧段和第二圆弧段的半径相同,第一圆弧段的半径为0.8-1.2mm。
11.进一步地,所述第一圆弧段和第二圆弧段的切线与第一中心线的夹角α为71-73
°
。
12.进一步地,所述第一中心线和第二中心线之间的夹角β为96-98
°
。
13.进一步地,所述第一弧形凸出部和第一基座的四角设置螺丝孔,第一弧形凸出部通过螺丝可拆卸地设置固定在第一基座上。
14.进一步地,所述第一弧形凸出部和第一基座上设置定位销孔,第一弧形凸出部和第一基座通过定位销进行定位。
15.一种焊带压辊组件,包括所述的分段压辊,还包括辅助压辊,所述辅助压辊包括第二基座和第二辊轴,所述第二基座与第一基座配合压延工件。
16.进一步地,所述第二基座上设有凸起延压部,所述凸起延压部设置在第二基座的中部。
17.本实用新型实施例提供的技术方案带来的有益效果是:
18.1.本实用新型可以大幅降低压辊的采购、更换、储备成本,当产品需求多样化时,更能大大降低实验过程中的因尺寸调整需要而造成的加工浪费。对降低分段焊带加工成本有非常显著的效果。
19.2.因弧形凸出部可以自由拆卸装配,那么就可以通过装载不同的凸起模块来达到加工不同圆扁段的目的,从而实现一辊多用,不必每次加工不同尺寸周期的分段焊带都要重新定制压辊,大幅降低了采购压辊的费用。
附图说明
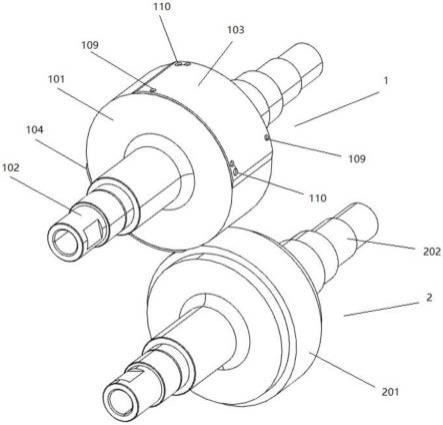
20.图1为本实用新型实施例中的结构示意图。
21.图2为本实用新型实施例中的剖视图。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
23.如图1所示,一种分段压辊,包括:第一基座101和第一辊轴102,第一基座101设置在第一辊轴102上,第一基座101的主体呈柱状,第一基座101上设置有至少一个弧形凸出部,弧形凸出部可拆卸地设置在第一基座101的主体表面上。
24.如图2所示,一具体实施例中,所述第一基座101上设置有第一弧形凸出部103和第二弧形凸出部104;所述第一弧形凸出部103的周向两端向所述第一基座101延伸设置过渡部;位于一端的过渡部的始端为第一端,另一端的过渡部的始端为第二端;所述第一弧形凸出部103的第一端与第二弧形凸出部104的第一端的连线为第一中心线105,所述第一弧形凸出部103的第二端与第二弧形凸出部104的第二端的连线为第二中心线106;所述第一中心线105、第二中心线106均经过上辊1轴线。需要说明的是,所述始端即第一弧形凸出部103开始向第一基座101延伸的起点。
25.采用可拆卸连接的方式可以大幅降低压辊的采购、更换、储备成本,当产品需求多样化时,更能大大降低实验过程中的因尺寸调整需要而造成的加工浪费。对降低分段焊带加工成本有非常显著的效果。
26.本实用新型将压辊组件中的弧形凸出部设计为独立装配体,可拆卸,可更换。这样,在多次研磨后,若凸起部分的尺寸已经不能满足继续使用时,就可以将弧形凸出部拆下
来,更换新的上去,这样,损耗的仅仅是弧形凸出部,这样可以大幅降低压辊损耗所带来的成本。同时,因弧形凸出部可以自由拆卸装配,那么就可以通过装载不同的弧形凸出部来达到加工不同圆扁段的目的,从而实现一辊多用,不必每次加工不同尺寸周期的分段焊带都要重新定制压辊,大幅降低了采购压辊的费用。
27.一具体实施例中,所述过渡部包括相互衔接的第一圆弧段107和第二圆弧段108,所述第二圆弧段108更靠近第一基座101,所述第一圆弧段107向外凸起,所述第二圆弧段108向内凹进,呈波浪形。进一步地,所述第一圆弧段107和第二圆弧段108的半径相同,第一圆弧段107的半径为0.8-1.2mm。
28.所述第一弧形凸出部103和第二弧形凸出部104替代了原来分段压辊上的凸起部分,所述第一圆弧段107或第二圆弧段108的切线与第一中心线105的夹角α为71-73
°
,第一圆弧段107和第二圆弧段108的切线平行。所述过渡部可以保证焊带过渡段的形状平整顺滑,如果没有过渡段焊带圆扁交替的位置就可能会有压痕,突变等,容易发生断裂。
29.进一步地,所述第一中心线105和第二中心线106之间的夹角β为96-98
°
。
30.所述第一弧形凸出部103和第一基座101的四角设置螺丝孔109,第一弧形凸出部103通过锁紧螺丝可拆卸固定在第一基座101上。所述第一弧形凸出部103和第一基座101上设置定位销孔110,第一弧形凸出部103和第一基座101通过定位销进行定位。在安装之前先使用定位销定位可以减少误差。
31.在安装时,先在定位销孔110处,使用定位销将第一弧形凸出部103和第二弧形凸出部104和第一基座101进行固定,再拧入4颗锁紧螺丝进行紧固。螺丝孔109和定位销孔110都是在下辊2有效果工作面之外,因此不会影响到辊面正常工作。
32.一种焊带压辊组件,包括所述的分段压辊,还包括辅助压辊2,所述辅助压辊2包括第二基座201和第二辊轴202,所述第二基座201与第一基座101配合压延工件。
33.一具体实施例中,所述第二基座201上设有凸起延压部203,所述凸起延压部203设置在第二基座201的中部。所述凸起延压部203的宽度小于第二基座201周面的宽度,所述螺丝孔109和定位销孔110设置在第一基座101的两侧侧部从而在压延时避开凸起延压部203。
34.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1