一种锻造自动计数及控制系统的制作方法
1.本实用新型涉及锻造的技术领域,尤其是涉及一种锻造自动计数及控制系统。
背景技术:
2.锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
3.目前,在锻造行业,如图1所示,锻造完成的产品,经传送装置01进行传送,锻造产品经传送装置01的尾端落入之箱体内,箱体放置在地磅02上。锻造产品装箱后普遍使用人工称重的方式,估算箱子中的产品数量。
4.使用上述技术,则会出现如下问题:
5.1、使用地磅对箱子进行称重,再根据每个产品型号,人工计算箱子中产品的数量,实际数量和人工计算的数量有时候相差较大;
6.2、换箱时,需要停机,影响效率,麻烦且需要有人时时注意当前箱子是否满箱;
7.3、产出数量不能实时反馈,统计人员必须到现场对箱子进行称重。生产计划人员对产品的生产进度不了解,不利于后续生产排程。
技术实现要素:
8.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种锻造自动计数及控制系统。
9.为了实现上述目的,本实用新型采用了如下技术方案:
10.一种锻造自动计数及控制系统,包括:
11.传送带,所述传送带架设在热压工序附近,热压完成的产品经所述传送带传送至收集工位;
12.伺服电机,所述伺服电机与所述传送带连接,所述伺服电机驱动所述传送带进行正反转运行;
13.箱子,所述箱子位于所述传送带的两端,所述箱子用于收集经所述传送带输出的产品;
14.计数器,所述计数器安装在所述传送带的两端,所述计数器对经过所述传送带端部的产品计数;
15.plc控制器,所述plc控制器与所述伺服电机和所述计数器电连接,所述计数器的计数值发送至所述plc控制器,所述plc控制器控制所述伺服电机正反转,所述plc控制器将所述计数器统计的数据实时发送到计划车间的电脑上;
16.以及工业屏幕,所述工业屏幕的数量为两个,所述工业屏幕与所述plc控制器电连接,所述工业屏幕上显示两个计数器统计到的产品数量,一个所述工业屏幕设置在风冷工
序处,另一个所述工业屏幕设置在热压工序处。
17.本实用新型进一步的技术方案设置为,所述伺服电机上连接有变频器,所述plc控制器与所述变频器电连接,所述变频器控制所述伺服电机的转速。
18.本实用新型进一步的技术方案设置为,还包括控制面板,所述控制面板设置在所述传送带上,所述控制面板与所述plc控制器电连接,所述控制面板上设置有四个控制按钮,所述控制按钮分别控制伺服电机的正反转、运行和转速。
19.本实用新型进一步的技术方案设置为,还包括警报器,所述警报器设置在所述传送带上,所述警报器与所述plc控制器电连接,所述计数器的计数值达到设定数值时,所述plc控制器控制所述伺服电机反转,且控制所述警报器发出警报。
20.本实用新型进一步的技术方案设置为,所述传送带的两端设置有向下倾斜设置的无动力滚筒,产品经所述无动力滚筒滑落至所述箱体内。
21.本实用新型进一步的技术方案设置为,所述计数器为红外光电传感器。
22.本实用新型进一步的技术方案设置为,所述传送带的两侧设置有挡板,所述挡板对产品进行限位。
23.本实用新型进一步的技术方案设置为,所述工业屏幕为触屏式屏幕。
24.与现有技术相比,本实用新型的有益效果是:
25.本实用新型通过本系统,管理人员或者现场作业人员可以实时了解箱子中的产品数量,且产品的统计数量很精确,方便生产计划人员掌控产品的生产进度。另外,现场工作人员通过屏幕就可以知道什么时间换箱,不需要时时盯着现场,同时,需要换箱时,警报器会发出警报,以便于工作人员及时换箱。
附图说明
26.图1为现有技术的结构示意图;
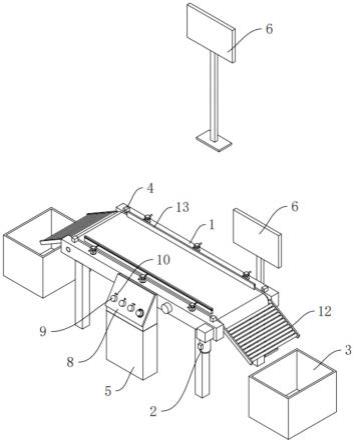
27.图2为本实用新型的结构示意图;
28.图3为本实用新型中调节杆与支架的结构示意图;
29.图4为本实用新型的系统框图。
30.图中附图标记:
31.1、传送带;2、伺服电机;3、箱子;4、计数器;5、plc控制器;6、工业屏幕;7、变频器;8、控制面板;9、控制按钮;10、标识;11、警报器;12、无动力滚筒;13、挡板;14、调节杆;15、支架。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
33.本实用新型公开了一种锻造自动计数及控制系统。
34.如图2至图4所示,锻造自动计数及控制系统,包括传送带1、伺服电机2、箱子3、计数器4、plc控制器5以及工业屏幕6。
35.具体的,传送带1架设在热压工序附近,传送带1包括架体、主动轴、从动轴和带体。
传送带1的架体上固定有支撑板或轴体结构,对传送带1的顶部带体进行支撑。优选的,传送带1的架体上固定有支撑板。
36.另外,传送带1的架体底部安装有滚轮和脚杯。脚杯的高度可调节设置,当脚杯接触到地面,滚轮悬空时,脚杯用于支撑传送带1,使得传送带1稳定停放在地面上;当滚轮接触到地面,脚杯悬空时,滚轮用于支撑传送带1,便于移动传送带1的位置。
37.在本实施例中,伺服电机2与传送带1上的主动轴连接,伺服电机2驱动主动轴正方转,带动传送带1进行顺时针或逆时针运行。伺服电机2可直接与主动轴连接,也可通过链轮组件或带轮组件连接。优选的,伺服电机2固定在传送带1的架体上,伺服电机2的转轴与主动轴固定。
38.传送带1的两端为产品的收集工位,箱体放置在传送带1两端的收集工位处,热压完成的产品经传送带1传送至收集工位,落入之对应的箱体内。
39.计数器4可拆卸安装在传送带1架体的两端,计数器4对经过传送带1端部的产品进行计数。
40.plc控制器5与伺服电机2和计数器4电连接,计数器4的计数值实时发送至plc控制器5,plc控制器5将计数器4统计的数据实时发送到计划车间的电脑上,plc控制器5控制伺服电机2运行。
41.工作时,设置计数器4的计数阈值,当前计数器4的计数值达到阈值时,即当前收集工位处的箱体内收集满产品,控制器控制伺服电机2进行反转,当前计数器4的数值自动清零,另一计数器4从零开始计数,且另一收集工位出的箱体从零开始收集产品。
42.工业屏幕6的数量为两个,工业屏幕6与plc控制器5电连接,每一工业屏幕6分割两个区域,分别对应显示两个计数器4统计到的产品数量。其中一个工业屏幕6安装在风冷工序(产出位置)处,另一个工业屏幕6安装在热压工序处,以便热压操作人员观察各箱子3的产品数量,掌握换箱时机。工业屏幕6可通过安装架立放在地面上,也可通过安装架固定在墙面上。
43.由于产品的不同,则锻造相应产品的耗时不同,若伺服电机2的转速不便,运输产品时,可能会造成产品在传送带1上堆积或稀疏的情况。
44.为了避免上述情况的发生,伺服电机2上安装有变频器7,形成变速伺服电机2,plc控制器5与变频器7电连接,变频器7控制伺服电机2的转速,使得产品在传送带1上保持适当的间距。在本实施例中,变频器7集成在伺服电机2上。
45.另外,本系统还包括控制面板8,控制面板8固定在传送带1架体的一侧中部,控制面板8与plc控制器5电连接,控制面板8上安装有四个控制按钮9,四个控制按钮9成排设置或呈矩阵设置,控制按钮9分别控制伺服电机2的正转、反转、运行和转速。
46.为了便于识别四个控制按钮9,可对四个控制按钮9进行标识10,如在四个控制按钮9上依次对应形成a、b、c、d四个字符标记。
47.按下带有标记a的控制按钮9,传送带1正向转动,即顺时针运行;
48.按下带有标记b的控制按钮9,传送带1反向转动,即逆时针运行;
49.按下带有标记c的控制按钮9,传送带1运行或停止;
50.转动带有标记d的控制按钮9,可以调控传送带1的转速。
51.此外,可在控制面板8上形成指示标识10,如转动符、开始/暂停符和速度符。当然,
标识10也可以为其他形式的。
52.实际使用中,传送带1一端的箱子3收集满产品后,传送带1反转,向另一箱子3内收集产品,在此过程中,需要对收集满的箱子3及时换箱,若不及时换箱,则可能导致继续向装满产品的箱子3内,继续装箱,造成产品无法收集到箱子3内。
53.在本实施例中,本系统还包括与plc控制器5电连接的警报器11,警报器11可拆卸固定安装在传送带1架体的一侧,当计数器4的计数值达到设定数值时,plc控制器5控制伺服电机2反转,且控制警报器11发出警报,以便于提醒工作人员换箱。
54.另外,产品直接从传送带1落入到箱子3内,由于传送带1与箱子3的高度差,使得产品具有较大的势能,使得产品发生损坏。
55.故在传送带1的两端固定有向下倾斜设置的无动力滚筒12,一般的,无动力滚筒12的倾斜角度在10-30
°
的范围之内,产品经无动力滚筒12滑落至箱体内,有效降低了产品落入到箱体内所产生的冲击力。
56.此外,传送带1的架体两侧可拆卸安装有支架15,支架15的顶部安装有沿着架体的宽度方向滑移设置的调节杆14,调节杆14通过螺栓抵触在支架15上,调节杆14的一端滑移设置有挡板13,挡板13对产品进行限位,避免产品从传送带1的两侧滚落。
57.在本实施例中,计数器4为红外光电传感器,计数器4有保存功能,即断电后仍能保存之前的计数,如果不清零,一直保持。清零后工业屏幕6上对应箱子3显示的数字是0。
58.工业屏幕6为触屏式屏幕,工业屏幕6上的应用程序,提供两个清零按钮,可以分别将两个计数器4上的产品数量重置为零。另外,工业屏幕6上的应用程序,提供有启动传送带1运行/暂停的按钮、正反转按钮以及设置按钮,设置按钮可进入设置程序,设置计数器4上的阈值以及传送带1的运行速度(即伺服电机2的转速)。
59.在本实施例中,plc处理器中植入mes软件,计数器4可以共享数据,mes软件可通过modbus tcp协议实时访问计数器4,读取计数器4内的数量(落到箱子3中的产品数量)。生产计划人员在办公室就可以看到现场生产的进度(箱子3中的产出数量)。
60.本实用新型的实施原理为:
61.通过本系统,管理人员或者现场作业人员可以实时了解箱子3中的产品数量,且产品的统计数量很精确,方便生产计划人员掌控产品的生产进度。另外,现场工作人员通过屏幕就可以知道什么时间换箱,不需要时时盯着现场,同时,需要换箱时,警报器11会发出警报,以便于工作人员及时换箱。
62.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
63.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1