一种铝材分段切割装置的制作方法
1.本实用新型涉及铝材切割设备技术领域,尤其是涉及一种铝材分段切割装置。
背景技术:
2.铝材作为一种金属材料,被广泛应用于航空、航天、汽车、机械制造、船舶及化学工业等领域,铝条是一种制成长条形的铝材,在生活中应用非常多,一般先在工厂先通过铝材挤压设备按特定的断面将铝挤出制作成长条形,并在铝材挤出后,通过铝条切割装置将挤出的铝条按需要的尺寸进行切割。现有的铝条切割装置仅有一台切割机,通过这种铝条切割装置将铝条按需要的尺寸对铝材进行切割的步骤如下,人工根据尺寸需求在切割机对应位置处安装尺寸标注件,在铝条的一端挤出到尺寸标注件所在处时,操作切割机进行切割,但逐根切割效率非常低,且刚挤出时的铝材温度较高,安全性较差。
技术实现要素:
3.本实用新型的目的在于提供一种铝材分段切割装置。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种铝材分段切割装置,包括铝材牵引切割装置、铝材定位切割装置及设置在铝材牵引切割装置与铝材定位切割装置之间的铝材中转输送装置,所述铝材牵引切割装置,包括牵引机架、牵引机构、第一铝材切割装置及铝材推送装置,所述牵引机架的两端分别为输入端及输出端以及其一侧形成供铝材输送的输铝侧,所述牵引机构设置在牵引机架上,所述第一铝材切割装置与铝材推送装置均设置在输铝侧,第一铝材切割装置与输入端对应设置,铝材推送装置与输出端对应设置,所述铝材定位切割装置包括呈一直线设置的进料输送装置与挡料输送装置以及设置在进料输送装置与挡料输送装置之间的第二铝材切割装置,所述挡料输送装置上设有挡料机构,用以限定第二铝材切割装置的切割位置;所述铝材中转输送装置设置在铝材推送装置与进料输送装置之间,供铝材推送装置将铝材逐根推送到铝材中转输送装置上,铝材中转输送装置将多根铝材分批输送到进料输送装置上。
6.作为本实用新型进一步技术方案:所述牵引机架包括相对平行的两件轨道架,并在两件轨道架之间预留有驱动空间,每一轨道架从输入端延伸至输出端并在其顶部形成有滑道,所述牵引机构包括两组牵引单元以及牵引驱动机构,每一牵引单元对应地可沿滑道滑动地安装在一轨道架,所述牵引驱动机构设置在驱动空间内,用以分别驱动两组牵引单元在两件轨道架上交接滑动,对铝材进行拉伸牵引。
7.作为本实用新型进一步技术方案:所述第一铝材切割装置包括切割机架、可滑动地安装在切割机架上的切割机主体及用以驱动切割机主体在切割机架上滑动的切割驱动机构,供铝材从切割机架上穿设时,切割驱动机构驱动切割机主体对铝材追切。
8.作为本实用新型进一步技术方案:所述铝材推送装置包括第一辊轴输送架及设置在第一辊轴输送架上的推送机构,所述推送机构包括推送架及驱动推送架朝向铝材中转输送装置进退的推送驱动缸,所述推送驱动缸固设在第一辊轴输送架朝向铝材中转输送装置
的一侧上,位于第一辊轴输送架的输送面下方,所述推送驱动缸的伸缩杆朝向第一辊轴输送架设置,所述推送架可活动地设置在第一辊轴输送架上,推送架的底端位于第一辊轴输送架的输送面下方并与推送驱动缸的伸缩杆连接,推送架的顶端从第一辊轴输送架的辊轴之间的间隙穿设到第一辊轴输送架的输送面上方,供推送驱动缸的伸缩杆带动推送架朝向铝材中转输送装置进退活动,将切割后的铝材从第一辊轴输送架推送到铝材中转输送装置上。
9.作为本实用新型进一步技术方案:所述铝材中转输送装置包括座架、若干台间隔地设置在座架朝向铝材推送装置的一侧上的第一传送带输送机以及若干台间隔地设置在座架朝向进料输送装置的一侧上的第二传送带输送机,每一第二传送带输送机位于相邻的两台第一传送带输送机之间或位于首端或末端的第一传送带输送机的外侧,供铝材推送装置将切割后的铝材逐根推送到若干台第一传送带输送机上后,若干台第一传送带输送机将多根铝材输送到若干台第二传送带输送机上,若干台第二传送带输送机将多根铝材分批式输送到进料输送装置上。
10.作为本实用新型进一步技术方案:所述进料输送装置与挡料输送装置均包括第二辊轴输送架,所述挡料输送装置的第二辊轴输送架在其一侧的侧边上安装有滑轨,供挡料机构通过滑轨可滑动地安装在挡料输送装置的第二辊轴输送架上。
11.作为本实用新型进一步技术方案:所述挡料机构包括滑座以及安装在滑座上的挡料组件,所述挡料组件包括挡板以及微调驱动件,所述挡板可活动地设置在滑座邻近第二铝材切割装置的一侧,所述微调驱动件固定在滑座上,微调驱动件的伸缩杆朝向第二铝材切割装置设置,并与挡板连接,通过微调驱动件的伸缩杆伸缩带动挡板活动,从而微调第二铝材切割装置与挡板之间的间距距离。
12.与现有技术相比,本实用新型的有益效果是:本实用新型提出一种铝材分段切割装置通过铝材牵引切割装置、铝材中转输送装置及铝材定位切割装置之间的配合,铝材牵引切割装置对铝材牵引拉伸并第一次切割后,逐根推送到铝材中转输送装置,铝材中转输送装置将铝材汇集并将所汇集的多根铝材分批输送到铝材定位切割装置上,铝材定位切割装置在多根铝材通过挡料机构定位后,进行第二次切割,高效地将铝材切割为所需尺寸,并在铝材牵引切割装置、铝材中转输送装置与铝材定位切割装置之间的输送过程中,铝材冷却降温,提高了安全性。
附图说明
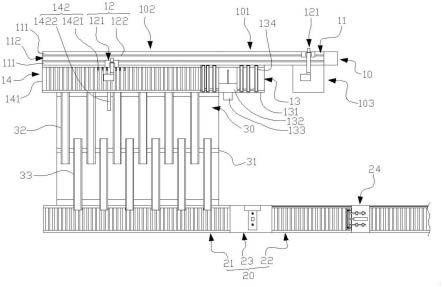
13.图1为铝材分段切割装置的示意图。
14.图2为牵引单元的示意图。
15.图3为铝材定位切割装置的示意图。
16.图4为图3的局部图。
17.图5为挡料机构的右视图。
18.图6为第二铝材切割装置的示意图。
19.图7为第二铝材切割装置的剖视图。
具体实施方式
20.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型的保护范围。
21.请参阅图1,一种铝材分段切割装置,包括铝材牵引切割装置10、铝材定位切割装置20及设置在铝材牵引切割装置10与铝材定位切割装置20之间的铝材中转输送装置30,所述铝材牵引切割装置10,包括牵引机架11、牵引机构12、第一铝材切割装置13及铝材推送装置14,所述牵引机架11的两端分别为输入端101及输出端102以及其一侧形成供铝材输送的输铝侧103,所述牵引机构12设置在牵引机架11上,所述第一铝材切割装置13与铝材推送装置14均设置在输铝侧103,第一铝材切割装置13与输入端101对应设置,铝材推送装置14与输出端102对应设置,所述铝材定位切割装置20包括呈一直线设置的进料输送装置21与挡料输送装置22以及设置在进料输送装置21与挡料输送装置22之间的第二铝材切割装置23,所述挡料输送装置22上设有挡料机构24,用以限定第二铝材切割装置23的切割位置;所述铝材中转输送装置30设置在铝材推送装置14与进料输送装置21之间,供牵引机构12将铝材拉伸牵引到铝材推送装置14上,第一铝材切割装置13对拉伸牵引后的铝材切割,铝材推送装置14将切割后的铝材逐根推送到铝材中转输送装置30,铝材中转输送装置30将多根铝材输送到进料输送装置21上,进料输送装置21将多根铝材向挡料输送装置22输送,并在多根铝材并排地抵持挡料机构24后,第二铝材切割装置23对多根铝材切割。如此,通过第一铝材切割装置13与第二铝材切割装置23对铝材进行两次切割,并在第二铝材切割装置23进行切割时,能一次性切割多根铝材,并通过挡料机构24使切割形成的每根铝材均为所需尺寸,有效地提高铝材的切割效率。
22.进一步的,所述牵引机架11包括相对平行的两件轨道架111,并在两件轨道架111之间预留有驱动空间112,每一轨道架111从输入端101延伸至输出端102并在其顶部形成有滑道,所述牵引机构12包括两组牵引单元121以及牵引驱动机构122,每一牵引单元121对应地可沿滑道滑动地安装在一轨道架111,所述牵引驱动机构122设置在驱动空间112内,用以分别驱动两组牵引单元121在两件轨道架111上交接滑动,对铝材进行拉伸牵引。
23.参阅图2,所述牵引单元121包括可滑动地设置在轨道架111上的支撑架1211,所述支撑架1211上安装有支撑板1212,所述支撑板1212上可转动地设有夹送臂1213以及在其底部设置有驱动夹送臂1213摆动的旋转驱动机构1214,所述夹送臂1213包括可转动地连接在支撑板1212上的固定筒41、可转动地穿设在固定筒41上的转轴42以及用以驱动转轴42转动的转轴驱动机构43,所述固定筒41呈t型,固定筒41的底端可转动地穿设在支撑板1212上,所述固定筒41朝向输铝侧103的一端固定有基板44,所述基板44向下延伸并在其中部可摆动地设有上夹板45以及在其底端上固设有下夹板46,所述固定筒41内转动连接有转轴42,所述转轴42两端穿出固定筒41外,所述转轴42朝向输铝侧103的一端与上夹板45之间设有牵拉结构47,以供随转轴42的转动,牵拉结构47带动上夹板45相对下夹板46摆动,夹持或松开铝材。
24.所述牵引驱动机构122包括相对设置在驱动空间112内的两组齿轮链条传动结构及各驱动一齿轮链条传动结构运作的牵引驱动电机,每一牵引单元121的支撑架1211底端固定在一齿轮链条传动结构的链条上,从而在牵引驱动电机驱动齿轮链条传动结构运作
时,带动支撑架1211沿轨道架111的滑道滑动。
25.进一步的,所述第一铝材切割装置13包括切割机架131、可滑动地安装在切割机架131上的切割机主体132及用以驱动切割机主体132在切割机架131上滑动的切割驱动机构133,供铝材从切割机架131上穿设时,切割驱动机构133驱动切割机主体132对铝材追切,避免铝材在切割过程中变形;所述切割机架131在其上的位于切割机主体132的两侧处可滑动地设有若干相互平行的辊架134,每相邻辊架134之间及邻近切割机主体132的辊架134与切割机主体132之间均设有链条进行连接,供铝材从切割机架131上穿设时,辊架134承托铝材。
26.进一步的,所述铝材推送装置14包括第一辊轴输送架141及设置在第一辊轴输送架141上的推送机构142,所述推送机构142包括推送架1421及驱动推送架1421朝向铝材中转输送装置30进退的推送驱动缸1422,所述推送驱动缸1422固设在第一辊轴输送架141朝向铝材中转输送装置30的一侧上,位于第一辊轴输送架141的输送面下方,所述推送驱动缸1422的伸缩杆朝向第一辊轴输送架141设置,所述推送架1421可活动地设置在第一辊轴输送架141上,推送架1421的底端位于第一辊轴输送架141的输送面下方并与推送驱动缸1422的伸缩杆连接,推送架1421的顶端从第一辊轴输送架141的辊轴之间的间隙穿设到第一辊轴输送架141的输送面上方,供推送驱动缸1422的伸缩杆带动推送架1421朝向铝材中转输送装置30进退活动,将切割后的铝材从第一辊轴输送架141推送到铝材中转输送装置30上。
27.进一步的,所述铝材中转输送装置30包括座架31、若干台间隔地设置在座架31朝向铝材推送装置14的一侧上的第一传送带输送机32以及若干台间隔地设置在座架31朝向进料输送装置21的一侧上的第二传送带输送机33,每一第二传送带输送机33位于相邻的两台第一传送带输送机32之间或位于首端或末端的第一传送带输送机32的外侧,供铝材推送装置14将切割后的铝材逐根推送到若干台第一传送带输送机32上后,若干台第一传送带输送机32将多根铝材输送到若干台第二传送带输送机33上,若干台第二传送带输送机33将多根铝材分批式输送到进料输送装置21上。
28.进一步的,参阅图3,所述进料输送装置21与挡料输送装置22均包括第二辊轴输送架201,所述挡料输送装置22的第二辊轴输送架201在其一侧的侧边上安装有滑轨202,供挡料机构24通过滑轨202可滑动地安装在挡料输送装置22的第二辊轴输送架201上,并能够通过螺栓穿设在挡料机构24上,螺栓抵持滑轨202,将挡料机构24固定在挡料输送装置22的第二辊轴输送架201上;所述挡料机构24包括滑座241以及安装在滑座241上的挡料组件242,参阅图4、图5,所述挡料组件242包括挡板2421、微调驱动件2422以及导向组件2423,所述挡板2421可活动地设置在滑座241邻近第二铝材切割装置23的一侧,所述微调驱动件2422固定在滑座241上,微调驱动件2422的伸缩杆朝向第二铝材切割装置23设置,并与挡板2421连接,通过微调驱动件2422的伸缩杆伸缩带动挡板2421活动,从而微调第二铝材切割装置23与挡板2421之间的间距距离;所述导向组件2423共有两组,两组导向组件2423相对设置在滑座241上,两组导向组件2423之间设有所述微调驱动件2422,每一导向组件2423包括若干轴承座及导向杆,导向杆的一端与挡板2421连接,导向杆的另一端穿设在若干轴承座上。
29.所述挡板2421为双层板结构,包括两块板体51以及设置在两块板体51之间的弹性连接结构52,所述弹性连接结构52包括若干弹性连接组件,每一弹性连接组件对应连接两块板体51的一角位,其包括连接杆521、弹簧522以及定位螺母523,所述连接杆521安装在两
块板体51上,连接杆521的一端固定在位于外侧的板体51的内壁上,连接杆521的另一端穿设在位于内侧的板体51上并对外穿出,所述弹簧522套设在连接杆521位于两块板体51之间的一段上,所述定位螺母523套设在连接杆521的另一端上,在弹簧522的作用下,定位螺母523抵顶位于内侧的板体51,从而在第二铝材切割装置23对铝材切割时,通过弹性连接结构52减小挡板2421与铝材之间的摩擦碰撞。
30.进一步的,参阅图6、图7,所述第二铝材切割装置23包括机台231、切割单元232、往复驱动机构233及按压机构234,机台231在其内形成供切割单元232与往复驱动机构233安装的腔室,以及在其顶部一侧形成有用以承托铝材的承托面与在其顶部另一侧立设有供按压机构234安装的基座203,并在承托面上开设有一端延伸到基座203朝向承托面的一面上的锯槽235,供铝材通过挡料机构24定位后,铝材的待切位置与承托面上的锯槽235位置对应,并在往复驱动机构233驱动切割单元232沿锯槽235切割时,能够通过按压机构234在进行按压,防止铝材晃动。
31.综上所述,本实用新型一种铝材分段切割装置通过铝材牵引切割装置10、铝材中转输送装置30及铝材定位切割装置20之间的配合,铝材牵引切割装置10对铝材牵引拉伸并第一次切割后,逐根推送到铝材中转输送装置30,铝材中转输送装置30将铝材汇集并将所汇集的多根铝材分批输送到铝材定位切割装置20上,铝材定位切割装置20在多根铝材通过挡料机构24定位后,进行第二次切割,高效地将铝材切割为所需尺寸,并在铝材牵引切割装置10、铝材中转输送装置30与铝材定位切割装置20之间的输送过程中,铝材冷却降温,提高了安全性。
32.只要不违背本实用新型创造的思想,对本实用新型的各种不同实施例进行任意组合,均应当视为本实用新型公开的内容;在本实用新型的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本实用新型创造的思想的任意组合,均应在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1