一种沙滩车后叉工装的制作方法
1.本实用新型属于沙滩车工装技术领域,涉及一种沙滩车后叉工装。
背景技术:
2.后叉是沙滩车车架中不可或缺的部件,其一般通过将坯料通过冲裁、打磨抛光、钻孔、检验等一系列工艺完成生产。
3.在实际安装使用过程中,后叉需要通过多个紧固件与自身外壁上开设的孔配合固定在车架上并与一些部件连接,对于自身开孔的位置具有非常高的要求,现有技术中孔加工工艺所需要用到的设备一般包括一个工作台与若干钻孔设备,通过冲裁及抛光打磨后的工件会被依次有序的搬运至工作台上,通过各钻工设备在工件外侧壁的预定位置上进行钻孔,但在实际加工过程中,钻孔设备会在工件上施加较大的作用力,且该部分作用力超过工件自身的重力,从而使得工件在孔加工过程中往往会发生一定量的位移,进而造成工件上加工成型的孔不符合实际需求,由此导致工件整体报废。
技术实现要素:
4.本实用新型的目的是针对现有的技术存在上述问题,提出了一种沙滩车后叉工装,本实用新型所要解决的技术问题是:如何保证后叉在加工过程中的定位稳定性。
5.本实用新型的目的可通过下列技术方案来实现:一种沙滩车后叉工装,包括桥板,其特征在于,所述桥板上固设有定位组件一与定位组件二,且所述桥板上活动连接有压紧组件一与压紧组件二,所述压紧组件一与所述定位组件一位置相对应,所述压紧组件二与所述定位组件二位置相对应。
6.本沙滩车后叉工装包括一块桥板,桥板的板面上固设有定位组件一与定位组件二,同时桥板的该侧板面上还活动连接有压紧组件一与压紧组件二,且压紧组件一与定位组件一位置相对应,压紧组件二与定位组件二位置相对应,通过压紧组件一与定位组件一配合使得桥板上形成一序工位,且通过压紧组件二与定位组件二配合使得桥板上形成二序工位,进行加工时,工作人员能够将待加工的工件以正面朝上的方式置于定位组件一上,通过定位组件一对工件预定位,保证工件的定位位置符合各加工设备的工作条件,然后再通过压紧组件一进行压紧,以保证工件定位稳定的同时避免后续加工设备施力在工件上造成工件发生位移;同理,工作人员也能够将待加工的工件以反面朝上的方式置于定位组件二上,通过定位组件二对工件进行预定位,然后再通过压紧组件二将其压紧,以保证工件定位稳定的同时避免后续加工设备施力在工件上造成工件发生位移,此外,使用者通过一台定位工装配合各加工设备便能够待加工工件各个面的定位与加工,无需配备多台定位工装,从而也能够有效提高加工效率,降低成本。
7.在上述的沙滩车后叉工装中,所述桥板呈长方体状,所述定位组件一包括两块沿桥板长度方向间隔设置的定位块一与两块沿桥板长度方向间隔设置的支撑块,所述支撑块能够相对于桥板进行伸缩并定位,且各所述支撑块与各所述定位块一沿所述桥板宽度方向
一一相对。
8.作为具体方案,该桥板具体呈长方体状,定位组件一具体包括两块沿桥板长度方向间隔设置的定位块一与两块支撑块,且每块定位块一与每块支撑块沿桥板宽度方向位置一一相对,具体可视为各定位块一与各支撑块固设在桥板上呈四点分布,且作为优选方案,每块定位块一上开设一个呈u形或v形的限位槽,工件放置于定位组件一上时,其外壁能够嵌入在定位块一上的限位槽内,由此通过各定位块一对工件的前后进行限位,确保工件在预定位状态下的稳定性,同时各忠诚快一能够相对于桥板进行伸缩并定位,使得支撑块能够满足于形状稍有差异的不同待加工工件,确保工件能够牢固的预定位在定位组件一上。
9.在上述的沙滩车后叉工装中,所述定位组件一还包括套筒与导向杆,所述套筒固设在所述桥板上且位于各所述定位块一与各所述支撑块之间,所述套筒内部设有弹簧,所述导向杆一端插入所述套筒并与所述弹簧抵靠,另一端固设有呈长条板状的导向板。
10.定位组件一还包括一个套筒与一根导向杆,套筒固设在桥板上且内部设有弹簧,其安装位置具体与各定位块一与支撑块之间,即能够对中工件中部的开口,导向杆一端插入套筒并与弹簧抵靠,另一端固设长条状的导向板,导向板具体可视为水平设置,在将工件在安装在定位组件一上时,导向板的两端能够与工件中部开口的两侧侧壁进行抵靠,从而使得工件预固定在定位组件一上时能够保证居中设置,由此确保工件的定位精度。
11.在上述的沙滩车后叉工装中,所述定位组件二包括两块沿桥板宽度方向间隔设置的定位块二与两块沿桥板宽度方向间隔设置的定位块三,各所述定位块三与各所述定位块二沿所述桥板长度方向一一相对。
12.定位组件二具体包括两块定位块二与两块定位块三,两块定位块二与两块定位块三均是沿着桥板的宽度方向间隔设置,且各定位块二与各定位块三沿着桥板的长度方向相对设置,即各定位块二与各定位块三安装在桥板上呈四点分布,此外,该设置方式能够将定位组件一与定位组件二进行区分,提示操作者一序工位与二序工位位置,操作者在将待加工工件放置在二序工位上时,能够通过各定位块二与各定位块三进行有效支撑,保证待加工工件的定位稳定性。
13.在上述的沙滩车后叉工装中,所述定位组件二还包括两块固定在所述桥板上且分别位于两块所述定位块三两侧的限位块,每块所述限位块上铰接有能够向所述桥板一侧或另一侧转动并定位的限位板。
14.定位组件二还包括两块限位块,两块限位块固定在桥板上且分别位于两块定位块三两侧,每块限位板上铰接有一块限位板,限位板能够绕着铰接点向桥板的一侧或另一侧转动并定位,且两块限位板再转动调节后能够将置于二序工位上的待加工工件两侧夹紧,从而保证预定位状态下的工件稳定性。
15.在上述的沙滩车后叉工装中,所述定位组件二还包括两块对位块,其中一块所述对位块固设在所述桥板上且位于两块所述定位块二之间,另一块所述对位块固设在所述桥板上且位于位置相对的一块所述定位块二与一块所述定位块三之间。
16.定位组件二还包括两块固定在桥板上的对位块,其中一块位于两块定位块之间,另一块位于位置相对应的定位块二与定位块三之间,两块对位块分别与待加工工件上的定位孔位置相对于,能够直接嵌入至定位孔内,由此实现待加工工件精准的定位在二序工位上,有效保证工件的定位精准度。
17.在上述的沙滩车后叉工装中,所述压紧组件一包括螺栓一与压板一,所述螺栓一螺接在所述桥板上且位于各所述定位块一与各所述定位块二之间,所述压板一呈长条板状,且所述压板一一侧开设有卡槽一,所述压板一通过所述卡槽一卡接限位在所述螺栓一上。
18.压紧组件一包括一根螺栓与一块压板一,螺栓一螺接与桥板上并位于各定位块一与各支撑块之间(即定位组件一靠近中心处),压板一呈长条状且一侧开设卡槽一,工件在预定位完毕后,操作者能够将压板一压盖在工件上并通过卡槽一与螺栓一的杆部进行卡接,螺栓一在向下拧入过程中,其头部能够不断压迫压板一,从而使得压板一将工件压紧在一序工位上,确保工件的安装稳定性。
19.在上述的沙滩车后叉工装中,述压紧组件二包括螺栓二与压板二,所述螺栓二螺接在所述桥板上且位于各所述定位块二与各所述定位块三之间,所述压板二呈长条板状,且所述压板二一侧开设有卡槽二,所述压板二通过所述卡槽二卡接限位在所述螺栓二上。
20.压紧组件二包括一根螺栓二与一块压板二,螺栓二螺接与桥板上并位于各定位块二与各支撑块三之间(即定位组件二靠近中心处),压板二呈长条状且一侧开设卡槽二,工件在预定位完毕后,操作者能够将压板二压盖在工件上并通过卡槽二与螺栓二的杆部进行卡接,螺栓二在向下拧入过程中,其头部能够不断压迫压板二,从而使得压板二将工件压紧在二序工位上,确保工件的安装稳定性。
21.在上述的沙滩车后叉工装中,所述压紧组件二还包括两根固设在桥板上的固定杆,两根所述固定杆与各所述定位块二位置一一对应,每根所述固定杆上滑动连接有呈长条板状的压板三,且每根所述固定杆上螺接有能够向下压紧所述压板三的螺母。
22.此外,压紧左键二还包括两根固定在桥板上的固定杆,各固定杆位置与各定位块二位置一一对应,每根固定杆上滑动连接有一块压板三,压板三的一端能够压盖在工件上,且固定杆上螺接有一个螺母,压板二能够通过螺母向下旋紧时压紧工件,此外,作为优选方案,在桥板上固设有两根位置与各固定杆一一对应且高度小于固定杆的限位柱,在压板二被向下挤压过程中,压板二的另一端与限位柱进行抵靠,从而避免压板二压紧力过大。
23.在上述的沙滩车后叉工装中,所述桥板位于两块所述限位块之间的板面上开设有方形孔,所述桥板一侧开设有位于两块所述定位块一之间的u形槽。
24.桥板上开设有方形孔与u形槽,方形孔位于两个限位块之间, u形槽开设于桥板一侧且位于两块定位块一之间,即使得u形槽与一序工位对应,方形孔与二序工位对应,便于后续加工设备反向加工。
25.与现有技术相比,本沙滩车后叉工装具备以下优点:
26.一、本沙滩车后叉工装能够通过定位组件一配合压紧组件一使桥板上形成一序工位,通过定位组件二配合压紧组件二使得桥板上形成二序工位,使得待加工工件能够分别以正面朝上或反面朝上的状态装配在桥板上,且通过定位组件一或定位组件二能够使得待加工组件精准的定位在桥板上,然后通过压紧组件一或压紧组件二将待加工工件压紧,从而保证工件定位的稳定性。
附图说明
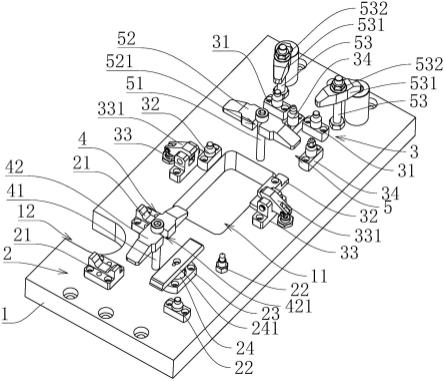
27.图1是本沙滩车后叉工装装配后叉时的结构示意图。
28.图2是本沙滩车后叉工装的结构示意图。
29.图3是套筒与导向杆的剖视图。
30.图4是压板一与压板二的结构示意图。
31.图中,1、桥板;11、方形孔;12、u形槽;2、定位组件一; 21、定位块一;22、支撑块;23、套筒;231、弹簧;24、导向杆; 241、导向板;3、定位组件二;31、定位块二;32、定位块三; 33、限位块;331、限位板;34、对位块;4、压紧组件一;41、螺栓一;42、压板一;421、卡槽一;5、压紧组件二;51、螺栓二;52、压板二;521、卡槽二;53、固定杆;531、压板三;532、螺母。
具体实施方式
32.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
33.如图1所示,本沙滩车后叉工装包括一块呈长方体状的桥板 1,结合图2,桥板1上侧板面靠近一端设有位置相对应的定位组件一2与压紧组件一4,桥板1上侧板面靠近另一端设有位置相对应的定位组件二3与压紧组件二5。
34.如图1-2所示,定位组件一2包括两块沿桥板1长度方向间隔设置的定位块一21,每块定位块一21上开设有呈u形或呈v 形的定位槽,且定位组件一2还包括两块沿桥板1长度方向间隔设置的支撑块22,每块支撑块22能够相对于桥板1进行上下伸缩并定位,且各支撑块22与各定位块一21沿桥板1宽度方向一一相对设置。
35.如图1-3所示,定位组件一2还包括一个套筒23与一根限位杆,套筒23通过螺钉螺接固定在桥板1上且位于各定位块一21 与各支撑块22之间,其内部设有一个与自身内底壁抵靠的弹簧 231,限位杆的一端插入套筒23并与弹簧231抵靠,另一端卡接有一块呈长条状的限位板331,且作为具体方案,限位板331的两端自下而上逐渐向内倾斜。
36.如图1-3所示,压紧组件一4包括一根螺栓一41与一根呈长条板状的压板一42,螺栓一41螺接在桥板1上且位于各定位块一21与各支撑块22之间,结合图4,压板一42的一侧开设有呈 u形的卡槽一421,压板一42通过卡槽一421与螺栓一41的杆部进行卡接。
37.如图1-3所示,定位组件二3包括两块沿桥板1宽度方向间隔设置的定位块二31与两块沿桥板1宽度方向间隔设置的定位块三32,各定位块二31与各定位块三32沿桥板1长度方向间隔设置且位置一一对应,定位组件二3还包括两块限位块33,两块限位块33二沿桥板1宽度方向间隔设置且分别位于两块定位块三 32的两侧,每块限位块33三上铰接有一块能够向桥板1一侧或另一侧转动并定位的限位板331,除此之外,桥板1上还固设有两块对位块34,其中一块对位块34位于两块定位块二31之间,另一块对位块34位于位置相对应的一块定位块二31与一块定位块三32之间。
38.如图1-3所示,压紧组件二5包括一根螺栓二51与一根呈长条板状的压板二52,螺栓二51螺接在桥板1上且位于各定位块二31与各定位块三32之间,结合图4,压板二52的一侧开设有呈u形的卡槽二521,压板二52通过卡槽二521与螺栓二51的杆部进行卡接,此外,压紧组件二5还包括两根固设在桥板1上的固定杆53,两根固定杆53具体位于桥板1具有定位组件二3 的一端且两根固定杆53位置与两块定位块二31一一对应,每根固定杆53上滑动连接有一块呈长条状的压板三531,且每根固定杆53上螺接有一个能够推动压板三531向下压紧的螺母532,此外,桥板1板面上靠近定位组件二3的一端固设有两根限位柱,各限位柱
位置与各固定杆53位置一一对应,每块压板三531的一端对应的能够与一根限位柱顶部抵靠。
39.如图1-2所示,桥板1上开设有方形孔11与u形槽12,方形孔11位于方形孔11位于两个限位块33之间,u形槽12开设于桥板1一侧且位于两块定位块一21之间,且桥板1一端与一个旋转机构连接,旋转机构能够带动桥板1进行转动,使得各加工装置能够多方位在各工件上进行钻孔加工。
40.使用原理:操作者将待加工的工件依次放置在一序工位与二序工位上,一序工位上的工件通过定位块以上的限位槽进行前后限位,同时通过导向板241配合导向杆24与弹簧231对工件左右位置进行限定,保证工件在一序工位上的定位精准度,然后向内拧紧螺栓一41使得压板一42压紧固定在工件上;而将工件置于二序工位上时,各定位块二31与各定位块三32对工件进行支撑,同时各对位块34对准工件上的定位点并通过两块限位块33配合限位板331向内夹紧,任何依次旋紧螺栓一41与螺母532,使得压板一42与压板二52向下压紧工件。
41.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
42.尽管本文较多地使用了桥板1、方形孔11、u形槽12、定位组件一2、定位块一21、支撑块22、套筒23、弹簧231、导向杆 24、导向板241、定位组件二3、定位块二31、定位块三32、限位块33、限位板331、对位块34、压紧组件一4、螺栓一41、压板一42、卡槽一421、压紧组件二5、螺栓二51、压板二52、卡槽二521、固定杆53、压板三531、螺母532等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1