两水冷壁鳍片式管排组件的成组对接焊接定位工装的制作方法
1.本发明涉及一种两水冷壁鳍片式管排的成组对接焊接,特别涉及一种两水冷壁鳍片式管排组件的成组对接焊接工装及对接焊接方法。
背景技术:
2.在火力发电厂的锅炉水冷壁组合安装中,鳍片式水冷壁组件需要对接焊接在一起,组成水冷壁;需要将两组鳍片式水冷壁组件的对接焊接管口准确对接在一起,才能实施对口焊接;在现场操作过程中,经常存在两组管排中的对焊两管口上下和左右不同心的错口问题,由于管排中的水冷壁管的壁厚较厚,其强度也较大,成排管排准确对接和调整困难,但安装标准要求两管口对口焊接的错口值不能大于1毫米,为了达到对接焊接的标准,在两组水冷壁两组件对接组合时,存在费时耗力和施工效率极其低下的缺陷;如何开发一种工装,以提高两组鳍片式水冷壁管排组件对接精度和效率,是现场急需要解决的一个问题。
技术实现要素:
3.本发明提供了一种两水冷壁鳍片式管排组件的成组对接焊接定位工装,解决了如何提高两鳍片式水冷壁管排组件对接精度和效率的技术问题。
4.本发明是通过以下技术方案解决以上技术问题的:
5.本发明的总体构思:由于现场对水冷壁鳍片式管排组件的对焊工作,是在一个水平操作平台上进行的,水平操作平台为钢板,表面平整;水冷壁鳍片式管排组件的对焊只要控制对焊焊接管的左右同心度即可;在两组水冷壁鳍片式管排组件的对焊两管口处,设置一个倒t形支撑托架,倒t形支撑托架的底端水平板放置在水平操作平台上,在两组水冷壁鳍片式管排组件的对焊两管口处,设置一个倒t形支撑托架,将预对焊的两水冷壁管口放置在倒t形支撑托架的底板上,使焊接两管口在上下方向上同心,并使倒t形支撑托架的立板穿过管排上的水冷壁鳍片间隙后,设置在两对焊管口的正上方;在两相邻的倒t形支撑托架的立板之间挂接液压千斤顶,在向下伸出的液压千斤顶的输出端上连接锥形楔,通过液压千斤顶带动锥形楔,插接在两对焊的两水冷壁管口一侧的水冷壁鳍片间隙中,通过调整锥形楔插入的深度,达到使对接焊接的两管口在左右方向上同心的目的;一台手动液压油泵可同时带动三套液压校正装置,一次性校正对接焊口6组,有效地提高了管排对接焊接的施工进度和施工质量。
6.一种两水冷壁鳍片式管排组件的成组对接焊接定位工装,包括水平操作平台、前侧对接管排、后侧对接管排、倒t形支撑托架、手动液压油泵和液压千斤顶,前侧对接管排与后侧对接管排是在地面上对接放置在一起的,前侧对接管排中的前左水冷壁管预与后侧对接管排中的后左水冷壁管对焊在一起,前侧对接管排中的前右水冷壁管预与后侧对接管排中的后右水冷壁管对焊在一起,在前左水冷壁管与后左水冷壁管对接处的左侧,设置有左侧水冷壁鳍片间隙,在前右水冷壁管与后右水冷壁管对接处的右侧,设置有右侧水冷壁鳍
片间隙,在前左水冷壁管和后左水冷壁管对接处,与前右水冷壁管和后右水冷壁管对接处之间,设置有中部水冷壁鳍片间隙,在左侧水冷壁鳍片间隙中,设置有左倒t形支撑托架,前左水冷壁管与后左水冷壁管对接处,设置在左倒t形支撑托架的支撑托架底板上;在右侧水冷壁鳍片间隙中,设置有右倒t形支撑托架,前右水冷壁管与后右水冷壁管对接处,设置在右倒t形支撑托架的支撑托架底板上;在左倒t形支撑托架的支撑立板与右倒t形支撑托架的支撑立板之间设置有液压千斤顶,在液压千斤顶的向下伸出轴上连接有锥体楔,锥体楔插接在中部水冷壁鳍片间隙中;液压千斤顶与手动液压油泵连接在一起。
7.在液压千斤顶的向下伸出轴上设置有带外螺纹的锥体楔转接端口,在锥体楔的上端设置有带内螺纹的转接筒,锥体楔是通过转接筒螺接在锥体楔转接端口上的;在液压千斤顶上设置有液压油接入端口,在液压油接入端口上连接有液压油管,液压油管的另一端与手动液压油泵连通在一起。
8.在液压千斤顶的上部设置有液压千斤顶挂接栓,在支撑立板的上部设置有液压千斤顶挂接孔,液压千斤顶是通过液压千斤顶挂接栓挂接在液压千斤顶挂接孔上的;在液压千斤顶的顶端设置有液压千斤顶把手;在两对接管排上并排设置有三个液压千斤顶,可同时实现对六对对接水冷壁管的对接定位。
9.一种两水冷壁鳍片式管排组件的成组对接焊接定位方法,包括水平操作平台、前侧对接管排、后侧对接管排、倒t形支撑托架、手动液压油泵和液压千斤顶,其特征在于以下步骤:
10.第一步、在地面上的组合平台上,将前侧对接管排与后侧对接管排对接放置在一起,使前侧对接管排中的前左水冷壁管与后侧对接管排中的后左水冷壁管对接在一起,使前侧对接管排中的前右水冷壁管与后侧对接管排中的后右水冷壁管对接在一起;在前左水冷壁管与后左水冷壁管对接处的左侧,设置有左侧水冷壁鳍片间隙,在前右水冷壁管与后右水冷壁管对接处的右侧,设置有右侧水冷壁鳍片间隙,在前左水冷壁管和后左水冷壁管对接处,与前右水冷壁管和后右水冷壁管对接处之间,设置有中部水冷壁鳍片间隙;
11.第二步、在左侧水冷壁鳍片间隙中,设置左倒t形支撑托架,使前左水冷壁管与后左水冷壁管对接处,设置在左倒t形支撑托架的支撑托架底板上;在右侧水冷壁鳍片间隙中,设置右倒t形支撑托架,使前右水冷壁管与后右水冷壁管对接处,设置在右倒t形支撑托架的支撑托架底板上;完成两对接管的上下同心对位;
12.第三步、在左倒t形支撑托架的支撑立板与右倒t形支撑托架的支撑立板之间,挂接固定液压千斤顶,将液压千斤顶与手动液压油泵连接在一起,在液压千斤顶的向下伸出轴上连接锥体楔,使锥体楔设置在中部水冷壁鳍片间隙正上方;
13.第四步、控制手动液压油泵,使锥体楔插接在中部水冷壁鳍片间隙中,通过锥体楔的向下挤压,使前左水冷壁管的中心轴线与后左水冷壁管的中心轴线重合,形成左侧统一中心轴线,使前右水冷壁管的中心轴线与后右水冷壁管的中心轴线重合,形成右侧统一中心轴线;从而完成两对接管的左右同心对位。
14.本发明采用支撑托架来调整两组件对接管口上下同心位置,采用锥体楔来调整两组件对接管口的左右同心位置,一次可同时操作三套液压校正装置,校正对接6对对接管口,有效地提高了施工进度和施工质量。
附图说明
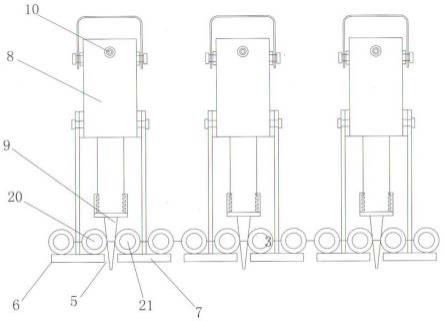
15.图1是本发明的结构示意图;
16.图2是本发明的两对接管排在俯视方向上对接定位时的结构示意图;
17.图3是本发明的手动液压油泵12、液压千斤顶8、左倒t形支撑托架6和两对接管口之间的配合关系图;
18.图4是本发明的左倒t形支撑托架6的结构示意图;
19.图5是本发明的左倒t形支撑托架6在侧视方向上的结构示意图;
20.图6是本发明的液压千斤顶8的结构示意图;
21.图7是本发明的液压千斤顶8在侧视方向上的结构示意图;
22.图8是本发明的锥体楔9的结构示意图;
23.图9是本发明的锥体楔9在侧视方向上的结构示意图。
具体实施方式
24.下面结合附图对本发明进行详细说明:
25.一种两水冷壁鳍片式管排组件的成组对接焊接定位工装,包括水平操作平台、前侧对接管排1、后侧对接管排2、左倒t形支撑托架6、右倒t形支撑托架7、手动液压油泵12和液压千斤顶8,前侧对接管排1与后侧对接管排2是在地面上对接放置在一起的,前侧对接管排1中的前左水冷壁管22预与后侧对接管排2中的后左水冷壁管23对焊在一起,前侧对接管排1中的前右水冷壁管24预与后侧对接管排2中的后右水冷壁管25对焊在一起,在前左水冷壁管22与后左水冷壁管23对接处的左侧,设置有左侧水冷壁鳍片间隙3,在前右水冷壁管24与后右水冷壁管25对接处的右侧,设置有右侧水冷壁鳍片间隙4,在前左水冷壁管22和后左水冷壁管23对接处,与前右水冷壁管24和后右水冷壁管25对接处之间,设置有中部水冷壁鳍片间隙5,在左侧水冷壁鳍片间隙3中,设置有左倒t形支撑托架6,前左水冷壁管22与后左水冷壁管23对接处,设置在左倒t形支撑托架6的支撑托架底板13上;在右侧水冷壁鳍片间隙4中,设置有右倒t形支撑托架7,前右水冷壁管24与后右水冷壁管25对接处,设置在右倒t形支撑托架7的支撑托架底板上;在左倒t形支撑托架6的支撑立板14与右倒t形支撑托架7的支撑立板之间设置有液压千斤顶8,在液压千斤顶8的向下伸出轴上连接有锥体楔9,锥体楔9插接在中部水冷壁鳍片间隙5中;液压千斤顶8与手动液压油泵12连接在一起。
26.在液压千斤顶8的向下伸出轴上设置有带外螺纹的锥体楔转接端口17,在锥体楔9的上端设置有带内螺纹的转接筒18,锥体楔9是通过转接筒18螺接在锥体楔转接端口17上的;在液压千斤顶8上设置有液压油接入端口10,在液压油接入端口10上连接有液压油管11,液压油管11的另一端与手动液压油泵12连通在一起。
27.在液压千斤顶8的上部设置有液压千斤顶挂接栓16,在支撑立板14的上部设置有液压千斤顶挂接孔15,液压千斤顶8是通过液压千斤顶挂接栓16挂接在液压千斤顶挂接孔15上的;在液压千斤顶8的顶端设置有液压千斤顶把手19;在两对接管排上并排设置有三个液压千斤顶8,可同时实现对六对对接水冷壁管的对接定位。
28.一种两水冷壁鳍片式管排组件的成组对接焊接定位方法,包括水平操作平台、前侧对接管排1、后侧对接管排2、左倒t形支撑托架6、右倒t形支撑托架7、手动液压油泵12和液压千斤顶8,其特征在于以下步骤:
29.第一步、在地面上的组合平台上,将前侧对接管排1与后侧对接管排2对接放置在一起,使前侧对接管排1中的前左水冷壁管22与后侧对接管排2中的后左水冷壁管23对接在一起,使前侧对接管排1中的前右水冷壁管24与后侧对接管排2中的后右水冷壁管25对接在一起;在前左水冷壁管22与后左水冷壁管23对接处的左侧,设置有左侧水冷壁鳍片间隙3,在前右水冷壁管24与后右水冷壁管25对接处的右侧,设置有右侧水冷壁鳍片间隙4,在前左水冷壁管22和后左水冷壁管23对接处,与前右水冷壁管24和后右水冷壁管25对接处之间,设置有中部水冷壁鳍片间隙5;
30.第二步、在左侧水冷壁鳍片间隙3中,设置左倒t形支撑托架6,使前左水冷壁管22与后左水冷壁管23对接处,设置在左倒t形支撑托架6的支撑托架底板13上;在右侧水冷壁鳍片间隙4中,设置右倒t形支撑托架7,使前右水冷壁管24与后右水冷壁管25对接处,设置在右倒t形支撑托架7的支撑托架底板上;完成两对接管的上下同心对位;
31.第三步、在左倒t形支撑托架6的支撑立板14与右倒t形支撑托架7的支撑立板之间,挂接固定液压千斤顶8,将液压千斤顶8与手动液压油泵12连接在一起,在液压千斤顶8的向下伸出轴上连接锥体楔9,使锥体楔9设置在中部水冷壁鳍片间隙5正上方;
32.第四步、控制手动液压油泵12,使锥体楔9插接在中部水冷壁鳍片间隙5中,通过锥体楔9的向下挤压,使前左水冷壁管22的中心轴线与后左水冷壁管23的中心轴线重合,形成左侧统一中心轴线20,使前右水冷壁管24的中心轴线与后右水冷壁管25的中心轴线重合,形成右侧统一中心轴线21;从而完成两对接管的左右同心对位。
33.在液压千斤顶8的向下伸出轴上设置有带外螺纹的锥体楔转接端口17,在锥体楔9的上端设置有带内螺纹的转接筒18,锥体楔9通过转接筒18螺接在锥体楔转接端口17上,将锥体楔9设计成可更换形式,主要是应对不同管排的间隙不同的现象;在液压千斤顶8上设置有液压油接入端口10,在液压油接入端口10上连接有液压油管11,液压油管11的另一端与手动液压油泵12连通在一起。
34.在液压千斤顶8的上部设置有液压千斤顶挂接栓16,在支撑立板14的上部设置有液压千斤顶挂接孔15,液压千斤顶8通过液压千斤顶挂接栓16挂接在液压千斤顶挂接孔15上;在两对接管排上并排设置有三个液压千斤顶8,三个液压千斤顶8同时连接在一台手动液压油泵12上,可同时实现对六对对接水冷壁管的对接定位;一般一台手动液压油泵12上设置有三个出油口,同样的液压油通过三个出油口同时控制三个液压千斤顶8同时工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1