刀具刀把拆装装置的制作方法
1.本实用新型涉及机械拆装技术领域,尤其涉及一种刀具刀把拆装装置。
背景技术:
2.在机械加工过程中,通常将刀具夹持固定至刀把上,再将刀把安装至驱动件上,驱动件通过刀把带动刀具运动,以对待加工的工件进行加工处理。
3.由于在加工不同类型的工件时,需更换不同类型的刀具,以保证工件的产品质量。然而,通常人工拆卸安装有刀具的刀把,再将另一类型的刀具安装至刀把上,人工拆装效率低。
技术实现要素:
4.鉴于上述状况,有必要提供一种刀具刀把拆装装置,以解决上述的人工拆装效率低的技术问题。
5.本实用新型实施例提供一种刀具刀把拆装装置,包括:基板,设有拆装位;移载机构,包括:第一移载组件,邻设于所述拆装位并滑动连接于所述基板,且所述第一移载组件设有第一承载件,所述第一承载件用于承载刀把,并在所述第一移载组件的带动下移至或移出所述拆装位;第二移载组件,可移动地设于所述基板上并位于所述第一移载组件的上方,用于承载刀具并带动所述刀具移至或移出所述拆装位;及拆装机构,设于所述基板上并位于所述拆装位,用于接收分别由所述第二移载组件和所述第一移载组件移至所述拆装位的待组装的所述刀具和所述刀把,以在所述第一承载件相配合下将所述刀具组装到所述刀把,并由所述第一承载件承载组装状态的所述刀具和所述刀把在所述第一移载组件的带动下移出所述拆装位;或用于接收由所述第一移载组件移至所述拆装位的组装状态的所述刀具和所述刀把,以在所述第一承载件相配合下,将所述刀具从所述刀把拆卸,并分别由所述第二移载组件和所述第一移载组件带动拆卸后的所述刀具和所述刀把移出所述拆装位。
6.在一些实施例中,所述第一移载组件包括:第一移载件,滑动连接于所述基板,且所述第一承载件转动连接于所述第一移载件,用于带动所述第一承载件移至或移出所述拆装位;第一驱动件,连接于所述第一承载件,用于驱动所述第一承载件转动。
7.在一些实施例中,所述第一承载件包括:第一承载部,转动连接于所述第一移载件并设有收容槽和卡持部,所述收容槽用于收容所述刀把或安装有所述刀具的所述刀把,所述卡持部设于所述收容槽的槽壁并卡接于所述刀把;第一联动部,连接于所述第一承载部;及第二联动部,与所述第一联动部沿所述第一承载件指向所述拆装机构的方向间隔设置,所述第二联动部的一侧转动连接于所述第一联动部,所述第二联动部的一端连接于所述第一驱动件,所述第二联动部在所述第一驱动件的带动下转动,并带动所述第一承载部转动,以组装或拆卸所述刀把和所述刀具。
8.在一些实施例中,所述第一移载组件还包括:第一连接件,连接于所述第一移载件朝向所述基板的一侧;第二驱动件,连接于所述第一连接件;及抵推件,依次穿设于所述第
一联动部和所述第一承载部并伸入所述收容槽,且所述抵推件连接于所述第二驱动件,所述抵推件在所述第二驱动件的驱动下抵推所述刀把,以使组装状态的所述刀把或拆卸状态的所述刀把脱离所述收容槽。
9.在一些实施例中,所述第二移载组件包括:支撑件,设于所述基板上并位于所述第一移载组件的上方;第二移载件,设于所述支撑件上并滑动连接于所述支撑件;及第二承载件,连接于所述第二移载件背离所述支撑件的一侧,用于承载待组装的所述刀具并在所述第二移载件的带动下移至所述拆装位,或承载拆卸后的所述刀具并在所述第二移载件的带动下移出所述拆装位。
10.在一些实施例中,所述拆装机构包括拆装组件,所述拆装组件包括:第一固定件,设于所述拆装位并连接于所述基板;第二连接件,滑动连接于所述第一固定件的一侧;拆装件,连接于所述第二连接件并设有拆装部,所述拆装件在所述第二连接件的带动下移动,以接收移至所述拆装位的待组装的所述刀具和所述刀把,或接收移至所述拆装位的组装状态的所述刀具和所述刀把;及第三驱动件,连接于所述拆装部,用于驱动所述拆装部转动,以带动所述拆装部组装待组装的所述刀具和所述刀把,或拆卸组装状态的所述刀具和所述刀把。
11.在一些实施例中,所述拆装机构还包括夹持组件,所述夹持组件包括:第三移载件,滑动连接于所述第二连接件;第四驱动件,连接于所述第三移载件;及刀具夹持件,连接于所述第四驱动件,所述刀具夹持件在所述第四驱动件的驱动下移动,以夹持移至所述拆装位的所述刀具。
12.在一些实施例中,所述刀具刀把拆装装置还包括:检测件,设于所述基板上并与所述拆装机构间隔设置,且所述检测件位于所述拆装位,以检测移至所述拆装位的所述刀具的长度。
13.在一些实施例中,所述刀具刀把拆装装置还包括调节组件,所述调节组件包括:第四移载件,滑动连接于所述第二连接件,且所述第四移载件凸设有安装部;第五驱动件,连接于所述第四移载件并电连接于所述检测件;调节件,转动连接于所述安装部,且所述调节件的端部连接于所述第五驱动件,所述调节件在所述第五驱动件的带动下转动,以通过抵压待组装的所述刀具将待组装的所述刀具组装至所述刀把。
14.在一些实施例中,所述刀具刀把拆装装置还包括固定组件,所述固定组件包括:第六驱动件,设于所述基板上并位于所述拆装位;刀把夹持件,连接于所述第六驱动件,所述刀把夹持件在所述第六驱动件的带动下夹持移至所述拆装位的所述刀把,以固定所述刀把至所述拆装位。
15.上述的刀具刀把拆装装置拆装刀具和刀把时,第一承载件承载刀把,第一移载组件带动第一承载件移至拆装位,第二移载组件承载刀具并在第二移载件的带动下移至拆装位,拆装机构接收移至拆装位的待组装的刀具和刀把或组装状态的刀具和刀把,以组装刀具和刀把或拆卸组装状态的刀具和刀把。如此,通过移载机构将待组装的刀具和刀把或组装状态的刀具和刀把移至拆装位,并通过拆装机构组装位于拆装位的待组装的刀具和刀把或拆卸组装状态的刀具和刀把,能够实现自动化拆装刀具和刀把,提高了拆装效率。
附图说明
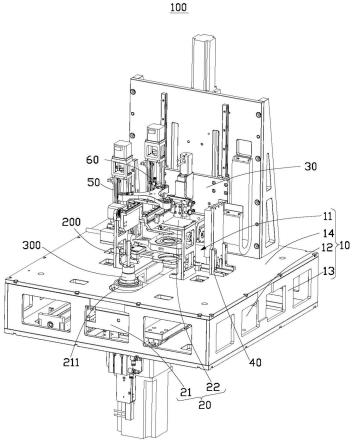
16.图1为本实用新型实施例提供的刀具刀把拆装装置的立体结构示意图。
17.图2为图1所示的基板及第一移载组件的立体结构示意图。
18.图3为图2所示的第一移载组件的立体结构示意图。
19.图4为图1所示的第二移载组件的立体结构示意图。
20.图5为图1所示的拆装机构及调节组件的立体结构示意图。
21.图6为图1所示的固定组件的立体结构示意图。
22.图7为图1所示的检测件的立体结构示意图。
23.图8为图1所示的调节组件的立体结构示意图。
24.图9为图1所示的刀具刀把拆装装置的另一角度的立体结构示意图。
25.图10为图9所示的仓储门组件的立体结构示意图。
26.主要元件符号说明
27.刀具刀把拆装装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
28.基板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
29.拆装位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
30.第一固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
31.滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
32.连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
33.第二固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
34.移载机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
35.第一移载组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
36.第一承载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
37.第一承载部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2111
38.收容槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2111a
39.卡持部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2111b
40.第一联动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2112
41.第二联动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2113
42.第一移载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212
43.移载驱动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2121
44.移载滑动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2122
45.第一驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
213
46.第一连接件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
214
47.第二驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
215
48.抵推件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
216
49.第二移载组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
50.支撑件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221
51.第二移载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222
52.第二承载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
223
53.第二承载部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2231
54.第八驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
224
55.拆装机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
56.拆装组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
57.第一固定件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
58.第二连接件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312
59.拆装件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
313
60.拆装部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3131
61.第三驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
314
62.夹持组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
63.第三移载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321
64.第四驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322
65.刀具夹持件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
323
66.固定组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
67.第六驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
68.刀把夹持件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
69.检测件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
70.支撑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
71.检测滑动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
72.传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53
73.调节组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
74.第四移载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
75.安装部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
611
76.第五驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
77.调节件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63
78.仓储门组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
79.壳体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71
80.容置腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
711
81.取放口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
712
82.第七驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72
83.仓储门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73
84.安全光栅
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
74
85.信号灯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
75
86.刀具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
87.刀把
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
具体实施方式
88.下面为了能够更清楚地理解本实用新型的目的、特征和优点,下面结合附图和具体实施例对本实用新型进行详细描述。需要说明的是,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互结合。在下面的描述中阐述了很多具体细节以便于充分理
解本实用新型,所述描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。
89.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
90.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
91.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化涵括在本实用新型内。
92.本实用新型实施例提供一种刀具刀把拆装装置,用于拆卸组装状态的刀具和刀把,或组装待组装的刀具和刀把,提高了拆装效率。具体地,刀具刀把拆装装置包括基板、移载机构和拆装机构,移载机构包括第一移载组件和第二移载组件,第一移载组件邻设于拆装位并滑动连接于基板,且第一移载组件设有第一承载件,第一承载件用于承载刀把,并在第一移载组件的带动下移至或移出拆装位,第二移载组件可移动地设于基板上并位于第一移载组件的上方,用于承载刀具并带动刀具移至或移出拆装位,拆装机构设于基板上并位于拆装位,以接收移至拆装位的待组装的或组装状态的刀具和刀把,并与第一承载件相配合,以组装待组装的刀具和刀把,或拆卸组装状态的刀具和刀把。
93.上述的刀具刀把拆装装置拆装刀具和刀把时,第一承载件承载刀把,第一移载组件带动第一承载件移至拆装位,第二移载组件承载刀具并在第二移载件的带动下移至拆装位,拆装机构接收移至拆装位的待组装的刀具和刀把或组装状态的刀具和刀把,以组装待组装的刀具和刀把或拆卸组装状态的刀具和刀把。如此,通过移载机构将待组装的刀具和刀把或组装状态的刀具和刀把移至拆装位,并通过拆装机构组装位于拆装位的待组装的刀具和刀把或拆卸组装状态的刀具和刀把,能够实现自动化拆装刀具和刀把,提高了拆装效率。
94.下面结合附图,对本实用新型的实施例作进一步说明。
95.请参阅图1,在一些实施例中,刀具刀把拆装装置100包括基板10、移载机构20和拆装机构30。基板10设有拆装位11,移载机构20包括第一移载组件21和第二移载组件22。第一移载组件21邻设于拆装位11并滑动连接于基板10,且第一移载组件21设有第一承载件211,第一承载件211用于承载刀把300,并在第一移载组件21的带动下移至或移出拆装位11。第二移载组件22可移动地设于基板10上并位于第一移载组件21的上方,用于承载刀具200并带动刀具200移至或移出拆装位11。拆装机构30设于基板10上并位于拆装位11,用于接收分别由第二移载组件22和第一移载组件21移至拆装位11的待组装的刀具200和刀把300,以在第一承载件211相配合下将刀具200组装到刀把300,并由第一承载件211承载着组装状态的刀具200和刀把300在第一移载组件21的带动下移出拆装位11;或用于接收由第一移载组件
21移至拆装位11的组装状态的刀具200和刀把300,以在第一承载件211相配合下,将刀具200从刀把300拆卸,并分别由第二移载组件22和第一移载组件21带动拆卸后的刀具200和刀把300移出拆装位11。
96.上述刀具刀把拆装装置100的工作过程大致为:
97.当拆卸组装状态的刀具200和刀把300时,首先作业人员或机械手爪将组装状态的刀具200和刀把300放置于第一承载件211上,接着第一移载组件21带动第一承载件211移至拆装位11,拆装机构30接收移至拆装位11的组装状态的刀具200和刀把300,然后拆装机构30与第一承载件211相配合,拆卸组装状态的刀具200和刀把300以将刀具200和刀把300相脱离,最后拆装机构30将拆卸后的刀具200移至第二移载组件22上,第二移载组件22带动刀具200移出拆装位11,第一承载件211承载拆卸后的刀把300,并在第一移载组件21的带动下移出拆装位11;
98.当组装待组装的刀具200和刀把300时,首先作业人员或机械手爪将刀把300放置于第一承载件211上,并将刀具200放置于第二移载组件22上,然后第一移载组件21和第二移载组件22分别带动刀把300和刀具200移至拆装位11,接着拆装机构30接收移至拆装位11的刀具200和刀把300,且与第一承载件211相配合将刀具200组装至刀把300上,最后第一承载件211承载组装状态的刀具200和刀把300,并在第一移载组件21的带动下移出拆装位11。
99.如此,通过移载机构20将待组装的刀具200和刀把300或组装状态的刀具200和刀把300移至拆装位11,并通过拆装机构30组装刀具200至刀把300上或拆卸组装状态的刀具200和刀把300,能够实现快速组装刀具200至刀把300上或快速拆卸组装状态的刀具200和刀把300,提高了拆装效率。
100.可以理解地,第一移载组件21和第二移载组件22可以为与线性电机或直线型气缸所连接的承载装置,承载装置可以为能够承载刀具200或刀把300的任何承载板、承载片或类似的承载体,承载装置在线性电机或直线型气缸的驱动下移至或移出拆装位11。第一承载件211可以为旋转电机所连接的承载部件,且承载部件与刀把300结构相适配,旋转电机带动承载部件所承载的刀把300转动,并与拆装机构30相配合,以拆卸组装状态的刀具200和刀把300或组装待组装的刀具200至刀把300。拆装机构30可以为直线型气缸所连接的夹持装置和旋转电机所连接的拆装装置所组成,夹持装置为能够夹持刀具200的任何夹持板、夹持片或类似的夹持块所组成的夹持装置,用于夹持刀具200以组装至刀把300上或夹持拆卸后的刀具200以转移至第二移载组件22上,拆装装置为能够锁紧刀具200至刀把300上或拆卸组装状态的刀具200和刀把300的任何螺母扳手、套筒扳手等。
101.在一些实施例中,基板10包括第一固定板12、连接板13和第二固定板14。连接板13设于第一固定板12和第二固定板14之间,且连接板13的两端分别连接于第一固定板12和第二固定板14,第二固定板14位于第一固定板12的上方。其中,第一移载组件21设置在第一固定板12上,第一固定板12用于支撑第一移载组件21,第二移载组件22和拆装机构30设置在第二固定板14上,第二固定板14用于支撑第二移载组件22和拆装机构30。
102.如此,由于刀具200安装于刀把300的上方,通过设置第二固定板14位于第一固定板12的上方,能够避免第一移载组件21和第二移载组件22发生干涉,且便于拆装机构30将第二移载组件22所承载的刀具200组装至第一移载组件21所承载的刀把300上,或将拆卸后的刀具200由第二移载组件22移至第一移载组件21上,提高了拆装效率。
103.请参阅图2,在一些实施例中,第一移载组件21包括第一移载件212和第一驱动件213。第一移载件212包括相连接的移载驱动部2121和移载滑动部2122,移载驱动部2121设于第一固定板12上,第一固定板12上设有滑轨121,移载滑动部2122滑动连接于滑轨121且第一承载件211转动连接于移载滑动部2122。移载滑动部2122在移载驱动部2121的驱动下带动第一承载件211移至拆装位11。第一驱动件213连接于第一承载件211,用于驱动第一承载件211转动。在本实施例中,移载驱动部2121可以为气缸,第一驱动件213可以为旋转电机。
104.如此,通过设置第一移载件212滑动连接于基板10,能够稳定带动第一承载件211移至拆装位11,以使拆装机构30稳定接收刀把300,提高了拆装稳定性;通过第一驱动件213连接于第一承载件211,能够驱动第一承载件211所承载的刀把300转动,以使第一承载件211与拆装机构30相配合,实现快速组装刀具200至刀把300上,或快速拆卸组装状态的刀具200和刀把300,提高了拆装效率。
105.请参阅图3,在一些实施例中,第一承载件211包括第一承载部2111、第一联动部2112和第二联动部2113。第一承载部2111转动连接于第一移载件212并设有收容槽2111a和卡持部2111b,卡持部2111b设于收容槽2111a的槽壁。其中,收容槽2111a与刀把300的周缘相适配,卡持部2111b与刀把300的结构相适配,收容槽2111a用于收容刀把300,卡持部2111b卡接位于收容槽2111a内的刀把300。第一联动部2112连接于第一承载部2111,第二联动部2113与第一联动部2112沿第一承载件211指向拆装机构30的方向间隔设置,第二联动部2113的一侧转动连接于第一联动部2112,第二联动部2113的一端连接于第一驱动件213,第二联动部2113在第一驱动件213的带动下转动,以带动第一承载部2111转动并与拆装机构30相配合,以组装刀具200至刀把300上,或拆卸组装状态的刀具200和刀把300。在本实施例中,第一联动部2112和第二联动部2113可以为齿轮。
106.如此,通过第一承载部2111设有收容槽2111a和卡持部2111b,以使收容槽2111a稳定收容刀把300,并使卡持部2111b准确卡接位于收容槽2111a内的刀把300,能够避免刀把300在组装过程中发生晃动,使得拆装机构30和第一承载件211稳定组装刀具200至刀把300上,或避免组装状态的刀具200和刀把300在拆卸过程中发生晃动,使得拆装机构30和第一承载件211稳定拆卸组装状态的刀具200和刀把300,提高了拆装稳定性。
107.在一些实施例中,第一移载组件21还包括第一连接件214、第二驱动件215和抵推件216。第一连接件214连接于第一移载件212朝向基板10的一侧。第二驱动件215连接于第一连接件214。抵推件216依次穿设于第一联动部2112和第一承载部2111并伸入收容槽2111a,且抵推件216连接于第二驱动件215,抵推件216在第二驱动件215的驱动下抵推刀把300,以使组装状态的刀把300脱离收容槽2111a,或使拆卸后的刀把300脱离收容槽2111a。在本实施例中,第二驱动件215可以为气缸。
108.如此,由于前述第二联动部2113与第一联动部2112沿第一承载件211指向拆装机构30的方向间隔设置,能够使第一驱动件213避位抵推件216,防止第一驱动件213和抵推件216之间发生干涉,使得抵推件216稳定抵推组装状态的刀把300或拆卸后的刀把300移出收容槽2111a,提高了拆装稳定性;通过第二驱动件215连接于抵推件216,能够使抵推件216快速抵推组装状态的刀把300或拆卸后的刀把300移出收容槽2111a,提高了拆装效率。
109.请参阅图4,在一些实施例中,第二移载组件22包括支撑件221、第二移载件222和
第二承载件223。支撑件221设于基板10上并位于第一移载组件21的上方。第二移载件222设于支撑件221上并滑动连接于支撑件221。第二承载件223连接于第二移载件222背离支撑件221的一侧,以承载待组装的刀具200并在第二移载件222的带动下移至拆装位11,或承载拆卸后的刀具200并在第二移载件222的带动下移出拆装位11。在本实施例中,第二移载件222可以为直线型气缸所连接的承载部件,也可以为旋转电机通过传送皮带所连接的承载部件,承载部件可以为能够承载第二承载件223的任何承载板、承载块或类似的承载体,且承载部件滑动连接于支撑件221,以带动第二承载件223朝向或远离拆装位11移动。
110.如此,通过将支撑件221设于基板10上并位于第一移载组件21的上方,能够避免第二移载件222带动第二承载件223移动时与第一移载组件21发生干涉,以使第二移载件222稳定带动第二承载件223所承载的刀具200移动,提高了拆装稳定性;通过第二移载件222滑动连接于支撑件221,能够带动第二承载件223朝向或远离拆装位11移动,以快速带动待组装的刀具200移至拆装位11,或快速带动拆卸后的刀具200移出拆装位11,提高了拆装效率。
111.请参阅图5,在一些实施例中,拆装机构30包括拆装组件31,拆装组件31包括第一固定件311、第二连接件312、拆装件313和第三驱动件314。第一固定件311设于拆装位11并连接于基板10。第二连接件312滑动连接于第一固定件311的一侧。拆装件313连接于第二连接件312并设有拆装部3131,拆装件313在第二连接件312的带动下移动,以接收移至拆装位11的待组装的刀具200和刀把300,或接收移至拆装位11的组装状态的刀具200和刀把300。第三驱动件314连接于拆装部3131,用于驱动拆装部3131转动,以带动拆装部3131组装待组装的刀具200和刀把300,或拆卸组装状态的刀具200和刀把300。在本实施例中,第二连接件312可以为伺服滑台所连接的承载件,承载件可以为任何能够承载拆装件313的承载板、承载块等,以带动拆装件313移动,拆装部3131可以为螺母扳手、套筒扳手等,第三驱动件314可以为旋转电机。
112.如此,通过设置第二连接件312连接于拆装件313,能够带动拆装件313朝向或远离拆装位11移动,以稳定接收移至拆装位11的待组装的刀具200和刀把300,或接收移至拆装位11的组装状态的刀具200和刀把300,提高了拆装稳定性;通过第三驱动件314连接于拆装部3131,能够驱动拆装部3131转动,以使拆装部3131快速组装刀具200至刀把300上,或快速拆卸组装状态的刀具200和刀把300,提高了拆装效率。
113.在一些实施例中,拆装机构30还包括夹持组件32,夹持组件32包括第三移载件321、第四驱动件322和刀具夹持件323。第三移载件321滑动连接于第二连接件312。第四驱动件322连接于第三移载件321。刀具夹持件323连接于第四驱动件322,刀具夹持件323在第四驱动件322的驱动下移动,以夹持移至拆装位11的刀具200。在本实施例中,第三移载件321可以为伺服滑台所连接的连接板或气缸所连接的连接板,以带动刀具夹持件323接收移至拆装位11的待组装的刀具200或拆卸后的刀具200,第四驱动件322可以为气缸。
114.当组装待组装的刀具200和刀把300时,首先第三移载件321带动刀具夹持件323移动至第二承载件223,接着第四驱动件322驱动刀具夹持件323夹持第二承载件223所承载的刀具200,最后第三移载件321带动刀具夹持件323移动,以将刀具200插设于刀把300内;
115.当拆装组装状态的刀具200和刀把300时,首先第三移载件321带动刀具夹持件323移动至第一承载件211,接着第四驱动件322驱动刀具夹持件323夹持拆卸后的刀具200,最后第三移载件321带动刀具夹持件323移动,以将刀具200放置于第二承载件223上。
116.如此,通过第三移载件321滑动连接于第二连接件312,能够带动刀具夹持件323所夹持的待组装的刀具200或拆卸后的刀具200移动,以将刀具200稳定组装至刀把300上,或将刀具200稳定放置于第二承载件223上,提高了拆装稳定性;通过第四驱动件322连接于刀具夹持件323,能够驱动刀具夹持件323快速夹持待组装的刀具200,或快速夹持拆卸后的刀具200,提高了拆装效率。
117.请参阅图6,在一些实施例中,刀具刀把拆装装置100还包括固定组件40,固定组件40包括第六驱动件41和刀把夹持件42。第六驱动件41设于基板10上并位于拆装位11。刀把夹持件42连接于第六驱动件41且刀把夹持件42与刀把300相适配,刀把夹持件42在第六驱动件41的带动下夹持移至拆装位11的刀把300或,以固定刀把300至拆装位11。在本实施例中,第六驱动件41可以为气缸。
118.如此,通过第六驱动件41连接于刀把夹持件42,能够使刀把夹持件42夹持移至拆装位11的待组装的刀把300,或夹持移至拆装位11的组装状态的刀具200和刀把300,以便于拆装组件31准确接收刀把300,进一步地提高了拆装精度。
119.请参阅图7,在一些实施例中,刀具刀把拆装装置100还包括检测件50,检测件50包括支撑板51、检测滑动部52和传感器53,支撑板51设于基板10上并与拆装机构30间隔设置,且支撑板51位于拆装位11,检测滑动部52设于朝向固定组件40的一侧并滑动连接于支撑板51。传感器53连接于检测滑动部52,以检测移至拆装位11的刀具200的长度。在本实施例中,检测滑动部52可以为伺服滑台所连接的移动板,且移动板可以为任何能够承载传感器53的承载板、承载片或承载体等,传感器53为位置传感器。
120.如此,通过检测滑动部52滑动连接于支撑板51,能够带动传感器53移动以调整传感器53的检测位置,使得传感器53准确检测刀具200的长度,提高了拆装精度。
121.请参阅图8,在一些实施例中,刀具刀把拆装装置100还包括调节组件60,调节组件60包括第四移载件61、第五驱动件62和调节件63。第四移载件61滑动连接于第二连接件312,且第四移载件61凸设有安装部611。第五驱动件62连接于第四移载件61并电连接于检测件50。调节件63转动连接于安装部611,且调节件63的一端连接于第五驱动件62,调节件63在第五驱动件62的带动下转动,以使调节件63的另一端抵压刀具200组装至刀把300。在本实施例中,第四移载件61为伺服滑台所连接的支撑件,支撑件为任何能够支撑第五驱动件62和调节件63的支撑板、支撑块或支撑体等,第五驱动件62可以为气缸。
122.当调节组件60调节刀具200时,首先第四移载件61带动第二连接件312移动,以使调节件63移至插设于刀把300内的刀具200的上方,接着第五驱动件62根据检测件50所得到的检测信息,即检测件50检测得到的刀具200的长度,并驱动调节件63转动以抵压刀具200至预设高度,使得刀具200组装至刀把300;
123.当调节组件60调节结束后,首先第五驱动件62驱动调节件63复位至初始位置,然后第四移载件61带动第二连接件312背离刀具200移动,以避位组装状态的刀具200和刀把300和其他部件,防止发生干涉。
124.如此,通过第四移载件61滑动连接于第二连接件312,能够带动调节件63移至刀具200的上方,使得调节件63准确调节刀具200至预设高度,提高了拆装精度;通过第五驱动件62连接于调节件63,能够驱动调节件63转动并使调节件63的另一端抵压刀具200至预设高度,提高了拆装效率。
125.请一并参阅图9和图10,在一些实施例中,刀具刀把拆装装置100还包括仓储门组件70,仓储门组件70包括壳体71、第七驱动件72和仓储门73。壳体71设于基板10上并设有容置腔711和取放口712,移载机构20和拆装机构30均设于容置腔711内,取放口712连通于容置腔711且与拆装位11分别位于第一移载件212的相对两侧,以供待组装的刀具200和刀把300或组装状态的刀具200和刀把300进出容置腔711。请参阅图10,第七驱动件72设于取放口712并连接于基板10。仓储门73设于取放口712并连接于第七驱动件72,仓储门73在第七驱动件72的驱动下移动,以开启或封堵取放口712。在本实施例中,第七驱动件72可以为气缸。
126.如此,移载机构20和拆装机构30均设于容置腔711内,能够使壳体71保护移载机构20和拆装机构30,提高了拆装稳定性;通过第七驱动件72连接于仓储门73,能够驱动仓储门73移动以开启或封堵取放口712,避免刀具刀把拆装装置100运行过程中,作业人员或其他设备干扰刀具刀把拆装装置100正常运行,降低了安全风险。
127.在一些实施例中,仓储门组件70还包括安全光栅74和信号灯75。安全光栅74邻设于取放口712并连接于壳体71,且安全光栅74电连接于移载机构20和拆装机构30,信号灯75电连接于安全光栅74并连接于壳体。
128.如此,在刀具刀把拆装装置100运行过程中,当发生作业人员的身体部位或外部物体通过取放口712进入容置腔711的行为时,安全光栅74检测到该行为并报警,同时发送电信号至移载机构20、拆装机构30和信号灯75,信号灯75闪烁报警,且刀具刀把拆装装置100停止运行,从而避免发生安全事故,降低了安全风险。
129.请参阅图4,在一些实施例中,第二承载件223上设有多个第二承载部2231,以承载不同尺寸的刀具200。第二移载组件22还包括第八驱动件224,第八驱动件224设于支撑件221上并连接于第二承载件223,用于带动第二承载部2231转动至取放口712,以使第二承载件223接收不同尺寸的刀具200。在本实施例中,第八驱动件224可以为旋转气缸、旋转电机等。
130.如此,通过第八驱动件224连接于第二承载件223,当刀具刀把拆装装置100组装另一类型的刀具200和刀把300时,第八驱动件224驱动第二承载件223转动,以使与另一类型的刀具200相适配的第二承载部2231转动至取放口712,第二承载件223接收另一类型的刀具200并稳定承载该刀具200,能够避免更换第二移载组件22的整体结构,降低了生产成本,提高了拆装效率。
131.上述刀具刀把拆装装置100的作业过程大致为:
132.当拆卸组装状态的刀具200和刀把300时;
133.首先,仓储门73在第七驱动件72的驱动下移动以开启取放口712,作业人员或机械手爪通过取放口712将组装状态的刀把300放置于第一承载件211上;
134.其次,第一移载件212带动第一承载件211移至拆装位11,第六驱动件41驱动刀把夹持件42夹持组装状态的刀把300,第二连接件312带动拆装件313接收已固定的组装状态的刀把300;
135.然后,第六驱动件41驱动刀把夹持件42松脱组装状态的刀把300,第三驱动件314驱动拆装部3131转动,第一驱动件213驱动第一承载件211转动,以使拆装部3131和第一承载件211相配合,拆卸组装状态的刀具200和刀把300;
136.最后,第四驱动件322驱动刀具夹持件323夹持拆卸后的刀具200,第三移载件321带动刀具200移动,以将拆卸后的刀具200放置于第二承载件223上,第二移载件222带动拆卸后的刀具200移至取放口712,第一移载件212带动拆卸后的刀把300移至取放口712,作业人员或机械手爪将刀具200和刀把300取出。
137.当组装刀具200至刀把300上时;
138.首先,仓储门73在第七驱动件72的驱动下移动以开启取放口712,作业人员或机械手爪通过取放口712将刀具200放置于第二承载件223上,并将刀把300放置于第一承载件211上;
139.其次,第一移载件212带动刀把300移至拆装位11,第六驱动件41驱动刀把夹持件42夹持刀把300,第二移载件222带动刀具200移至拆装位11,检测件50检测刀具200的长度;
140.接着,第四驱动件322驱动刀具夹持件323夹持刀具200,第三移载件321带动刀具200移动,以将刀具200放置于已固定的刀把300内,调节组件60根据检测件50得到的检测信息以调节刀具200至预设高度;
141.然后,第二连接件312带动拆装件313接收刀具200和刀把300,第六驱动件41驱动刀把夹持件42松脱刀把300,第三驱动件314驱动拆装部3131转动,第一驱动件213驱动第一承载件211转动,以使拆装部3131和第一承载件211相配合,组装刀具200至刀把300上;
142.最后,第一移载件212带动组装状态的刀把300移至取放口712,作业人员或机械手爪将装有刀具200的刀把300取出。
143.上述刀具刀把拆装装置100通过移载机构20将待组装的刀具200和刀把300或组装状态的刀具200和刀把300移至拆装位11,并通过拆装机构30组装待组装的刀具200至刀把300上或拆卸组装状态的刀具200和刀把300,能够实现快速组装刀具200至刀把300上或快速拆卸组装状态的刀具200和刀把300,提高了拆装效率。
144.最后应说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或等同替换,而不脱离本实用新型技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1