一种矫直机进料辊道的制作方法
1.本实用新型涉及一种矫直机进料辊道。
背景技术:
2.矫直机是对金属型材、棒材、管材、线材等进行矫直的设备。矫直机通过矫直辊对棒材等进行挤压使其改变直线度。以金属棒材为例,棒材头部进入矫直机后,其水平高度会被小幅度抬高,使其脱离辊筒并在矫直机的驱动下继续进入矫直机,与此同时棒材本身还会被矫直机内部组件带动旋转,由于棒材仅头部进入矫直机,棒材尾部处于矫直机外部,而且棒材脱离辊筒后,其尾端成为完全自由端,在转动产生的离心力下棒材尾端会撞击到附近的机器设备,造成设备损坏和棒材本身的损伤,甚至对附近的工作人员也是一种安全隐患。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种矫直机进料辊道,其通过限位机构限制露在矫直机外部的型材的自由度,可以防止露在矫直机外部的型材在离心力作用下对设备和周边人员造成伤害。
4.为解决上述技术问题,本实用新型提供了一种矫直机进料辊道,包括水平布置长度方向为前后走向的长条形基座,长条形基座上设有前后间隔布置的输送辊,长条形基座位置上靠近后端处设有夹送辊,输送辊与夹送辊轴线方向均为左右走向且夹送辊下辊的高度与输送辊的高度相匹配,输送辊与夹送辊均通过联轴器、减速箱与驱动电机相连,驱动电机均通过支架与长条形基座相连,所述的长条形基座位置上对应任意两个相邻的输送辊之间以及位于最后侧的输送辊与夹送辊之间均设有至少一组限位机构,所述的限位机构包括设于长条形基座左右两侧且对称布置的两个活动臂,活动臂竖直布置,设两个活动臂沿左右向相靠近的一侧为内、相远离的一侧为外,两个活动臂下侧均设有向内延伸的延伸部,长条形基座下侧位置上对应两个延伸部处设有第一安装座,两个延伸部的内端分别与第一安装座铰接且铰接轴轴向为前后走向,两个活动臂上部的内侧高度上对应输送辊上侧处均设有前后走向的长条形挡板,所述的长条形挡板截面形状为c形且两个长条形挡板的c形开口方向均沿左右向向内布置,长条形基座上侧位置上对应两个对称布置的活动臂处设有第二安装座,第二安装座前侧、后侧分别设有一个水平布置油缸,其中一个油缸的活塞杆水平向左延伸,另一个油缸的活塞杆水平向右延伸,两个油缸缸底均与第二安装座铰接且铰接轴轴向均为前后走向,每个活塞杆沿其长度方向远离缸筒的一端均设有一个连接座,每个连接座与位置相对应一侧的活动臂铰接且铰接轴轴向为前后走向,长条形基座左右两侧位置上对应输送辊以及夹送辊处均设有沿左右向对射的光电开关。
5.为简单说明问题起见,以下对本实用新型所述的一种矫直机进料辊道均简称为本进料辊道
6.本进料辊道的使用方法:待矫直的棒材通过输送辊输送并通过夹送辊送入矫直机
中,棒材经过光电开关时会阻挡对射光,此时光电开关的接收端失去光信号,表明棒材正在经过该位置,当光电开关的接收端重新接收到光信号时,表明棒材已经经过该位置,当棒材头部经过夹送辊处的光电开关时,此处的光电开关失去光信号,表明棒材已经经过该位置,即棒材头部已经进入矫直机,此时控制棒材所在位置的所有限位机构的油缸收缩,位置相对应的两个活动臂沿第一安装座上的铰接点相向转动,两个活动臂上的长条形挡板也随之相向运动至形成一个周向闭合的筒状空间,棒材在矫直机的驱动下转动时,棒材尾端仅能在筒状空间内摆动,从而限制了棒材尾端的摆动范围,可以保护机器不被棒材损伤,随着棒材逐渐进入矫直机,棒材尾端会向前运动,当棒材尾端完全经过某个光电开关时,该光电开关会重新接收光信号,此时控制位于该光电开关前方的那个限位机构的油缸伸长,为下一个棒材的输送做好准备,此时下一个待矫直的棒材即可继续向前输送,当下一棒材头部经过夹送辊处的光电开关时重复上述步骤。
7.特别说明,上述控制机构在实际使用中会通过现有的集成控制器和相应软件来实施,对于自动控制的控制器以及软件部分,均属于现有的成熟技术,本技术对此处不作详细描述。
8.本进料辊道的优点:本进料辊道通过限位机构限制露在矫直机外部的型材的自由度,可以防止露在矫直机外部的型材在离心力作用下对设备和周边人员造成伤害。而且由于当前一棒材离开对应光电开关后,位于前侧的限位机构就会立刻恢复初始状态,这样就可以让下一棒材进入该区域,所以通过本进料辊道还可以减小相邻棒材之间的间距,从而提高生产效率。
附图说明
9.图1是本进料辊道的结构示意图。
10.图2是本进料辊道的剖视图。
11.图3是本进料辊道中输送辊的结构示意图。
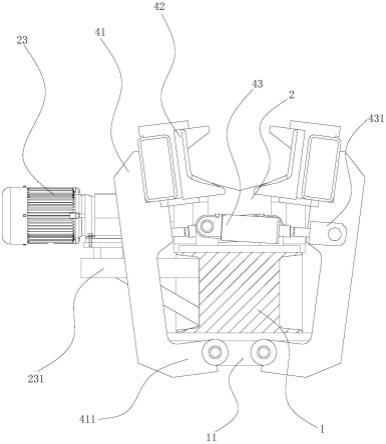
12.图4是本进料辊道中一组限位机构的爆炸视图。
具体实施方式
13.参见图1-图4,一种矫直机进料辊道,包括水平布置长度方向为前后走向的长条形基座1,长条形基座1上设有前后间隔布置的输送辊2,长条形基座1位置上靠近后端处设有夹送辊3,输送辊2与夹送辊3轴线方向均为左右走向且夹送辊3下辊的高度与输送辊2的高度相匹配,输送辊2与夹送辊3均通过联轴器21、减速箱22与驱动电机23相连(输送辊2通过安装在基座1上侧的轴承座24以及轴承座24内的轴承241定位),驱动电机23均通过支架231与长条形基座1相连,所述的长条形基座1位置上对应任意两个相邻的输送辊2之间以及位于最后侧的输送辊2与夹送辊3之间均设有连续布置的两组限位机构4,所述的每组限位机构4包括设于长条形基座1左右两侧且对称布置的两个活动臂41,活动臂41竖直布置,设两个活动臂41沿左右向相靠近的一侧为内、相远离的一侧为外,两个活动臂41下侧均设有向内延伸的延伸部411,长条形基座1下侧位置上对应两个延伸部411处设有第一安装座11,两个延伸部411的内端分别与第一安装座11铰接且铰接轴轴向为前后走向,两个活动臂41上部的内侧高度上对应输送辊2上侧处均设有前后走向的长条形挡板42,所述的长条形挡板
42截面形状为c形且两个长条形挡板42的c形开口方向均沿左右向向内布置,长条形基座1上侧位置上对应两个对称布置的活动臂41处设有第二安装座12,第二安装座12前侧、后侧分别设有一个水平布置油缸43,其中一个油缸43的活塞杆水平向左延伸,另一个油缸43的活塞杆水平向右延伸,两个油缸43缸底均与第二安装座12铰接且铰接轴轴向均为前后走向,每个活塞杆沿其长度方向远离缸筒的一端均设有一个连接座431,每个连接座431与位置相对应一侧的活动臂41铰接且铰接轴轴向为前后走向,长条形基座1左右两侧位置上对应输送辊2以及夹送辊3处均设有沿左右向对射的光电开关5。
14.本进料辊道的使用方法:待矫直的棒材通过输送辊2输送并通过夹送辊3送入矫直机6中,棒材经过光电开关5时会阻挡对射光,此时光电开关5的接收端失去光信号,表明棒材正在经过该位置,当光电开关5的接收端重新接收到光信号时,表明棒材已经经过该位置,当棒材头部经过夹送辊3处的光电开关5时,此处的光电开关5失去光信号,表明棒材已经经过该位置,即棒材头部已经进入矫直机6,此时控制棒材所在位置的所有限位机构4的油缸43收缩,位置相对应的两个活动臂41沿第一安装座11上的铰接点相向转动,两个活动臂41上的长条形挡板42也随之相向运动至形成一个周向闭合的筒状空间,棒材在矫直机6的驱动下转动时,棒材尾端仅能在筒状空间内摆动,从而限制了棒材尾端的摆动范围,可以保护机器不被棒材损伤,随着棒材逐渐进入矫直机6,棒材尾端会向前运动,当棒材尾端完全经过某个光电开关5时,该光电开关5会重新接收光信号,此时控制位于该光电开关5前方的那个限位机构4的油缸43伸长,为下一个棒材的输送做好准备,此时下一个待矫直的棒材即可继续向前输送,当下一棒材头部经过夹送辊3处的光电开关5时重复上述步骤。
15.特别说明,上述控制机构在实际使用中会通过现有的集成控制器和相应软件来实施,对于自动控制的控制器以及软件部分,均属于现有的成熟技术,本技术对此处不作详细描述。
16.本进料辊道的优点:本进料辊道通过限位机构4限制露在矫直机6外部的型材的自由度,可以防止露在矫直机6外部的型材在离心力作用下对设备和周边人员造成伤害。而且由于当前一棒材离开对应光电开关5后,位于前侧的限位机构4就会立刻恢复初始状态,这样就可以让下一棒材进入该区域,所以通过本进料辊道还可以减小相邻棒材之间的间距,从而提高生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1