一种用于提高焊接精度的预固定结构的制作方法
1.本实用新型涉及焊接固定领域,特别的涉及一种用于提高焊接精度的预固定结构。
背景技术:
2.有的工件焊口因现场条件要求或工件本身条件限制,焊口只能是固定的,这就是所谓的固定焊口,在进行这种焊接时,需对焊件进行固定,但现有的预固定结构的调节适配功能较差,不能做到随时的进行手动调节,所以在焊接时会出现焊接的角度和尺寸的偏差。
3.因此,提出一种用于提高焊接精度的预固定结构以解决上述问题。
技术实现要素:
4.本实用新型通过以下技术方案来实现上述目的,一种用于提高焊接精度的预固定结构,包括:安装底座,所述安装底座的一侧设置有焊接管,安装固定机构,用于安装和固定钢管的所述安装固定机构设置于安装底座的一侧,其中,所述安装固定机构包括安装在安装底座外侧的安装组件,所述安装组件的上方设置有定位组件,可以通过安装组件将安装底座安装在焊接管上,再使用定位组件将需要被焊接的钢管固定在焊接管的一侧,方便进行焊接。
5.优选的,所述安装组件包括转动安装在安装底座内部的驱动管,两个所述驱动管的内部均螺纹连接有第一螺杆,两个所述第一螺杆的两侧均延伸出安装底座,所述安装底座的两侧均设置有夹板,两个所述夹板分别与对应的一个所述第一螺杆相连接,所述安装底座的一侧转动安装有两个第一齿轮,两个所述第一齿轮分别与两个所述驱动管相连接,所述安装底座的一侧转动连接有第二齿轮,所述第二齿轮的两侧分别与两个所述第一齿轮啮合连接,在安装时,可以旋转第二齿轮,让两个第二齿轮同时与两个第一齿轮啮合连接,两个第一齿轮在进行相对转动时,带动两个驱动管进行旋转,由于驱动管是与第一螺杆螺纹运动的,在两个驱动管旋转时,两个第一螺杆进行交错移动,带动两侧的夹板相互靠近移动,可以将两个夹板夹紧焊接管,将安装底座固定在需要焊接管的一侧。
6.优选的,两个所述夹板相邻的一侧均连接有橡胶垫,两个所述夹板的表面交错开设有活动孔,两个所述第一螺杆分别贯穿对应所述活动孔,橡胶垫可以增加摩擦力,两个夹板在与焊接管相夹紧时,产生滑落的现象,在两个第一螺杆在进行交错移动时,都会穿过相对于的活动孔,避免夹板遮挡住第一螺杆的移动方向。
7.优选的,两个所述夹板的上方均连接有限位板,两个所述限位板位于定位组件的两侧,限位板可以在两个夹板相互靠近时,进行同步的移动,可以在夹板进行夹持时,在定位组件的外侧形成一个引导边框,对需要焊接的钢管进行限位引导,使得定位效果更好。
8.优选的,所述定位组件包括连接在安装底座顶部的导向板,所述导向板的表面设置有驱动板,所述驱动板的顶部安装有两个支杆,两个所述支杆的外侧滑动连接有同一个压板,所述支杆的外侧套设有弹簧,所述弹簧的两端分别与压板和驱动板相连接,在需要焊
接时,如果是横向焊接,只需要上移压板,让压板在两个支杆的外侧进行滑动,同时弹簧产生形变,将钢管穿过压板和驱动板之间后,一侧与焊接管相接触,然后放下压板,弹簧进行复位,同时将压板进行复位,可以将压板与驱动板对钢板进行夹持固定,对钢管进行定位,当需要焊接竖向的钢管时,可以将钢管放入导向板内,两侧的限位板进行限位,然后旋转第二螺杆,带动驱动板进行移动,可以让驱动板带动压板将钢管挤压在焊接管的一侧,进行定位固定,便于进行焊接,可以对多重焊接方式的钢管进行定位,让定位组件可以应用更多的焊接情况。
9.优选的,所述驱动板设置为u字形状,所述导向板表面开设有活动槽,所述活动槽的内部转动安装有第二螺杆,所述驱动板与第二螺杆螺纹连接,驱动板的一侧延伸进入活动槽的内部,在第二螺杆进行旋转时,可以对驱动板进行驱动。
10.优选的,所述压板和驱动板相邻的一侧均开设有凹槽,两个所述限位板均设置为l形状,可以将横向焊接的钢管放置的凹槽内,便于进行固定。
11.本实用新型的有益效果是:
12.1、通过设置定位组件,在需要焊接时,如果是横向焊接,可以将压板与驱动板对钢板进行夹持固定,对钢管进行定位,当需要焊接竖向的钢管时,可以将钢管放入导向板内,可以让驱动板带动压板将钢管挤压在焊接管的一侧,进行定位固定,便于进行焊接,可以对多重焊接方式的钢管进行定位,让定位组件可以应用更多的焊接情况;
13.2、通过设置安装组件,在安装时,可以旋转第二齿轮,让两个第二齿轮同时与两个第一齿轮啮合连接,两个第一齿轮在进行相对转动时,带动两个驱动管进行旋转,由于驱动管是与第一螺杆螺纹运动的,在两个驱动管旋转时,两个第一螺杆进行交错移动,带动两侧的夹板相互靠近移动,可以将两个夹板夹紧焊接管,将安装底座快速的固定在需要焊接管的一侧。
附图说明
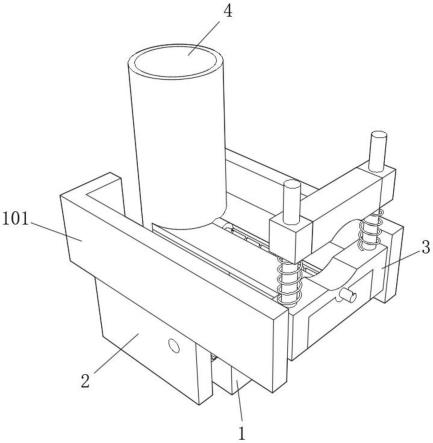
14.图1为本实用新型的主体结构示意图;
15.图2为本实用新型的定位组件结构示意图;
16.图3为本实用新型的安装组件结构示意图;
17.图4为本实用新型的导向板结构示意图。
18.图中:1、安装底座;101、限位板;2、安装组件;201、驱动管;202、第一螺杆;203、第一齿轮;204、第二齿轮;205、夹板;206、橡胶垫;207、活动孔;3、定位组件;301、导向板;302、驱动板;303、支杆;304、压板;305、弹簧;306、第二螺杆;307、活动槽;4、焊接管。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.具体实施时:如图1-4所示,一种用于提高焊接精度的预固定结构,包括:安装底座1,安装底座1的一侧设置有焊接管4,安装固定机构,用于安装和固定钢管的安装固定机构
设置于安装底座1的一侧,其中,安装固定机构包括安装在安装底座1外侧的安装组件2,安装组件2的上方设置有定位组件3,可以通过安装组件2将安装底座1安装在焊接管4上,再使用定位组件3将需要被焊接的钢管固定在焊接管4的一侧,方便进行焊接。
21.如图1-3所示,安装组件2包括转动安装在安装底座1内部的驱动管201,两个驱动管201的内部均螺纹连接有第一螺杆202,两个第一螺杆202的两侧均延伸出安装底座1,安装底座1的两侧均设置有夹板205,两个夹板205分别与对应的一个第一螺杆202相连接,安装底座1的一侧转动安装有两个第一齿轮203,两个第一齿轮203分别与两个驱动管201相连接,安装底座1的一侧转动连接有第二齿轮204,第二齿轮204的两侧分别与两个第一齿轮203啮合连接,在安装时,可以旋转第二齿轮204,让两个第二齿轮204同时与两个第一齿轮203啮合连接,两个第一齿轮203在进行相对转动时,带动两个驱动管201进行旋转,由于驱动管201是与第一螺杆202螺纹运动的,在两个驱动管201旋转时,两个第一螺杆202进行交错移动,带动两侧的夹板205相互靠近移动,可以将两个夹板205夹紧焊接管4,将安装底座1固定在需要焊接管4的一侧,两个夹板205相邻的一侧均连接有橡胶垫206,两个夹板205的表面交错开设有活动孔207,两个第一螺杆202分别贯穿对应活动孔207,橡胶垫206可以增加摩擦力,两个夹板205在与焊接管4相夹紧时,产生滑落的现象,在两个第一螺杆202在进行交错移动时,都会穿过相对于的活动孔207,避免夹板205遮挡住第一螺杆202的移动方向,两个夹板205的上方均连接有限位板101,两个限位板101位于定位组件3的两侧,限位板101可以在两个夹板205相互靠近时,进行同步的移动,可以在夹板205进行夹持时,在定位组件3的外侧形成一个引导边框,对需要焊接的钢管进行限位引导,使得定位效果更好。
22.如图1、图2和图4所示,定位组件3包括连接在安装底座1顶部的导向板301,导向板301的表面设置有驱动板302,驱动板302的顶部安装有两个支杆303,两个支杆303的外侧滑动连接有同一个压板304,支杆303的外侧套设有弹簧305,弹簧305的两端分别与压板304和驱动板302相连接,在需要焊接时,如果是横向焊接,只需要上移压板304,让压板304在两个支杆303的外侧进行滑动,同时弹簧305产生形变,将钢管穿过压板304和驱动板302之间后,一侧与焊接管4相接触,然后放下压板304,弹簧305进行复位,同时将压板304进行复位,可以将压板304与驱动板302对钢板进行夹持固定,对钢管进行定位,当需要焊接竖向的钢管时,可以将钢管放入导向板301内,两侧的限位板101进行限位,然后旋转第二螺杆306,带动驱动板302进行移动,可以让驱动板302带动压板304将钢管挤压在焊接管4的一侧,进行定位固定,便于进行焊接,可以对多重焊接方式的钢管进行定位,让定位组件3可以应用更多的焊接情况,驱动板302设置为u字形状,导向板301表面开设有活动槽307,活动槽307的内部转动安装有第二螺杆306,驱动板302与第二螺杆306螺纹连接,驱动板302的一侧延伸进入活动槽307的内部,在第二螺杆306进行旋转时,可以对驱动板302进行驱动,压板304和驱动板302相邻的一侧均开设有凹槽,两个限位板101均设置为l形状,可以将横向焊接的钢管放置的凹槽内,便于进行固定。
23.本实用新型在使用时,在安装时,可以旋转第二齿轮204,让两个第二齿轮204同时与两个第一齿轮203啮合连接,两个第一齿轮203在进行相对转动时,带动两个驱动管201进行旋转,由于驱动管201是与第一螺杆202螺纹运动的,在两个驱动管201旋转时,两个第一螺杆202进行交错移动,带动两侧的夹板205相互靠近移动,可以将两个夹板205夹紧焊接管4,将安装底座1固定在需要焊接管4的一侧,在需要焊接时,如果是横向焊接,只需要上移压
板304,让压板304在两个支杆303的外侧进行滑动,同时弹簧305产生形变,将钢管穿过压板304和驱动板302之间后,一侧与焊接管4相接触,然后放下压板304,弹簧305进行复位,同时将压板304进行复位,可以将压板304与驱动板302对钢板进行夹持固定,对钢管进行定位,当需要焊接竖向的钢管时,可以将钢管放入导向板301内,两侧的限位板101进行限位,然后旋转第二螺杆306,带动驱动板302进行移动,可以让驱动板302带动压板304将钢管挤压在焊接管4的一侧,进行定位固定,便于进行焊接,可以对多重焊接方式的钢管进行定位,让定位组件3可以应用更多的焊接情况。
24.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1