软包模组上下盖焊接工装机构的制作方法
1.本实用新型涉及软包模组焊接技术领域,特别是软包模组上下盖焊接工装机构。
背景技术:
2.软包模组如图1所示,在对软包模组安装的过程中需要对软包模组的上盖15与下盖16进行焊接从而对软包电芯17进行保护,现有技术中对软包模组的上盖与下盖进行焊接,依靠人工对软包模组的上盖与下盖进行对齐,通过夹钳抱紧形式压紧上下盖后,再用与软包模组相对应尺寸的铜杯对准需焊接的夹缝使用激光焊接振镜将上盖与下盖进行焊接,但使用人工对中在精度上会存在偏差,使用夹钳夹紧上下盖,在应对不同尺寸的软包模组时夹钳的夹紧力是相同的,可能造成软包模组的上下盖夹不紧焊缝过大或者夹太紧损坏电芯,在焊接不同尺寸的软包模组时还需要更换不同的铜杯对上下盖的焊接进行保护,降低了焊接效率。
技术实现要素:
3.本实用新型的目的在于提供软包模组上下盖焊接工装机构,能够兼容不同规格软包模组的上下盖对中和夹紧,减少铜杯换型时间。
4.为实现上述目的,本实用新型提供如下技术方案:软包模组上下盖焊接工装机构,其特征在于:包括两个底座机架,两个所述底座机架之间的上端固定有用于顶升软包模组工装板的顶升件,两个所述底座机架的顶部之间架设有龙门架,所述龙门架位于所述顶升件的上方,所述龙门架的顶部设置有一顶板,所述顶板的底部设置有用于将软包模组上盖压紧在软包模组下盖上的挤压件,所述挤压件的底部设置有将软包模组上盖与软包模组下盖对齐的对中件,所述挤压件的底部设置有对软包模组的长边进行焊接保护的焊接保护件,所述焊接保护件位于所述对中件的两侧。
5.进一步的,两个所述底座机架之间的上下两端均经两连接杆固定连接,所述顶升件位于上端的两个所述连接杆之间。
6.进一步的,两个底座机架之间固定有第一固定板,所述第一固定板位于所述顶升件与一侧上端的连接杆之间,两个底座机架之间固定有第二固定板,所述第二固定板位于所述顶升件与另一侧上端的连接杆之间;所述第一固定板上固定有用于阻挡软包模组工装板移动的阻挡气缸,所述第一固定板上固定有漫反射感应开关,所述漫反射感应开关与所述阻挡气缸左右设置,所述第二固定板上设置有与所述阻挡气缸相配合的止回件,所述止回件包括止回底座,所述止回底座上开设有一凹槽,所述凹槽内的远离软包模组工装板一端铰接有一止回块,所述止回块的靠近软包模组工装板一端经弹簧与所述止回底座连接。
7.进一步的,所述顶升件包括顶升气缸、气缸安装板、第一直线轴承、第一导向柱、托盘顶升板、定位销,所述气缸安装板固定在两个所述底座机架之间的上端,所述气缸安装板位于上端的两个所述连接杆之间,所述气缸安装板的底部设置有所述顶升气缸,所述顶升气缸的伸缩杆穿过所述气缸安装板并延伸至所述气缸安装板上方,所述顶升气缸的伸缩杆
末端设置有所述托盘顶升板;所述气缸安装板的上表面四周设置有所述第一直线轴承,所述第一直线轴承穿至所述气缸安装板的下表面,所述第一直线轴承内滑动设置有所述第一导向柱,所述第一导向柱的上端与所述托盘顶升板连接,所述托盘顶升板的上表面设置有用于固定与软包模组工装板的定位销。
8.进一步的,所述挤压件包括电缸、压力传感器、第二直线轴承、第二导向柱、导向杆安装板、支撑块、压板、缓冲垫,所述顶板的上表面中心处设置有所述电缸,所述电缸的伸缩杆穿过所述顶板并延伸至顶板的下方,所述电缸的伸缩杆末端设置有所述压力传感器,所述压力传感器的底部连接固定有所述导向杆安装板;所述顶板的上表面四周均设置有所述第二直线轴承,所述第二直线轴承内滑动设置有所述第二导向柱,所述第二导向柱的下端与所述导向杆安装板的上表面连接;所述导向杆安装板的下表面经所述支撑块固定连接有所述压板,所述压板的下表面设置有所述缓冲垫。
9.进一步的,所述对中件包括对中气缸、支撑臂、对中推杆,所述导向杆安装板的下表面设置有两个所述对中气缸,所述对中气缸分别位于所述压板的短边两侧,所述对中气缸的伸缩杆末端设置有所述支撑臂,所述支撑臂的下端设置有两个所述对中推杆,所述压板位于两个所述对中推杆之间。
10.进一步的,焊接保护件包括伸缩气缸、连接板、滑台安装板、直线滑台、铜杯、滑块、滑轨、限位块,所述导向杆安装板的上表面设置有所述伸缩气缸,所述伸缩气缸位于所述导向杆安装板的长边一侧,所述伸缩气缸的伸缩杆与所述压力传感器相对,所述导向杆安装板上开设有一开口,所述开口位于所述伸缩气缸与所述压力传感器之间,所述伸缩气缸的伸缩杆末端设置有所述连接板,所述连接板穿过所述开口并延伸至所述导向杆安装板的下表面,所述连接板的下端连接有所述滑台安装板,所述滑台安装板的上表面两端均设置有所述滑块,所述导向杆安装板的下表面设置有与所述滑块相匹配用于辅助伸缩气缸带动所述滑台安装板移动的滑轨,所述滑轨的两端均设置有所述限位块;所述滑台安装板的下表面设置有所述直线滑台,所述直线滑台位于所述压板的长边一侧,所述直线滑台的移动板上固定有用于焊接保护的所述铜杯。
11.本实用新型的有益效果:本实用新型实现了能够兼容不同规格软包模组的上下盖对中和夹紧,减少铜杯换型时间,保证定位精度的和一致性的同时可保证软包模组上、下盖焊接质量和除尘效果;在装置中加入了顶升件,使得放置有软包模组的软包模组工装板得以提升脱离软包模组工装板传送带并对软包模组工装板进行定位;在装置中加入了挤压件,能够通过电缸对软包模组上、下盖进行压紧,在焊接的时候不跑位,且能够监测施加的压力,防止压力过大,压坏电芯;在装置中加入了对中件,能够通过对中气缸在焊接前对软包模组的上盖与下盖进行对齐,提高了对齐精度,保证焊接质量;在装置中加入了焊接保护件,能够通过直线滑台移动铜杯对软包模组上、下盖之间的夹缝进行分段焊接,减少了铜杯更换的时间,保证了焊接质量。
附图说明
12.图1为软包模组的结构示意图;
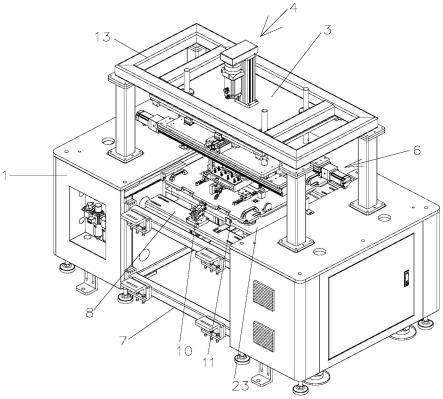
13.图2为本实用新型放置有软包模组工装板以及软包模组的结构示意图;
14.图3为本实用新型放置有软包模组工装板以及软包模组的正视图;
15.图4为本实用新型放置有软包模组工装板以及软包模组的俯视图;
16.图5为挤压件、对中件以及焊接保护件组合的结构示意图;
17.图6为挤压件、对中件以及焊接保护件组合的另一角度结构视图;
18.图7为挤压件的局部部件与对中件组合的结构示意图;
19.图8为挤压件的局部部件与对中件组合的另一角度结构示意图;
20.图9为焊接保护件的局部部件结构示意图。
具体实施方式
21.下面结合附图对本实用新型做进一步说明。
22.请参阅图1至图9,本实用新型提供了一实施例:软包模组上下盖焊接工装机构,包括两个底座机架1,两个所述底座机架1之间的上端固定有用于顶升软包模组工装板的顶升件2,两个所述底座机架1的顶部之间架设有龙门架13,所述龙门架13位于所述顶升件2的上方,所述龙门架13的顶部设置有一顶板3,所述顶板3的底部设置有用于将软包模组上盖压紧在软包模组下盖上的挤压件4,所述挤压件4的底部设置有将软包模组上盖与软包模组下盖对齐的对中件5,所述挤压件4的底部设置有对软包模组的长边进行焊接保护的焊接保护件6,所述焊接保护件6位于所述对中件5的两侧。底座机架1用于对顶升件2以及龙门架13进行支撑,顶升件2使软包模组工装板托离倍速输送链,龙门架13用于将挤压件4、对中件5以及焊接保护件6架起,顶板3用于固定挤压件4,挤压件4可在软包模组上盖与下盖对齐前进行预压紧,也能够在对齐后焊接前对软包模组上盖与下盖进行压紧,能够适应不同尺寸软包模组的高度、从而保证焊接质量,对中件5用于将人工放置在软包模组下盖上方的上盖进行调整,使得软包模组的上盖与下盖能够对齐,焊接保护件6能够适应不同尺寸的软包模组,在激光焊接时吹入氮气形成保护,防止焊缝氧化,提高焊缝质量。
23.请继续参阅图2所示,本实用新型一实施例中,两个所述底座机架1之间的上下两端均经两连接杆7固定连接,所述顶升件2位于上端的两个所述连接杆7之间。连接杆7用于加固两个底座机架1之间的稳定性。
24.请继续参阅图2至图4所示,本实用新型一实施例中,两个底座机架1之间固定有第一固定板8,所述第一固定板8位于所述顶升件2与一侧上端的连接杆7之间,两个底座机架1之间固定有第二固定板9,所述第二固定板9位于所述顶升件2与另一侧上端的连接杆7之间;所述第一固定板8上固定有用于阻挡软包模组工装板移动的阻挡气缸10,所述第一固定板8上固定有漫反射感应开关11,所述漫反射感应开关11与所述阻挡气缸10左右设置,所述第二固定板9上设置有与所述阻挡气缸10相配合的止回件12,所述止回件12包括止回底座(未图示),所述止回底座(未图示)上开设有一凹槽(未图示),所述凹槽(未图示)内的远离软包模组工装板一端铰接有一止回块(未图示),所述止回块(未图示)的靠近软包模组工装板一端经弹簧与所述止回底座(未图示)连接。阻挡气缸10用于将倍速输送链上的软包模组工装板进行阻拦,使得软包模组工装板位于顶升件2上方,漫反射感应开关11用于检测软包模组工装板是否到达顶升件2上方,检测到软包模组工装板到达顶升件2上方,阻挡气缸10就将软包模组工装板进行阻拦,当完成焊接工序后,顶升气缸21下降,托盘顶升板23缩回到倍速输送链下,软包模组工装板由倍速输送链承重,此时,阻挡气缸10缩回放行,止回件12能够防止软包模组工装板由于惯性冲击阻挡气缸10而反弹,软包模组工装板在倍速输送链
上向前流动时,由于软包模组工装板自重压缩弹簧,软包模组工装板可以顺利流过,当软包模组工装板流过以后弹簧回弹,止回块(未图示)尾端受到止回底座(未图示)的硬限位,软包模组工装板无法回流。
25.请继续参阅图2与图3所示,本实用新型一实施例中,所述顶升件2包括顶升气缸21、气缸安装板22、第一直线轴承(未图示)、第一导向柱(未图示)、托盘顶升板23、定位销(未图示),所述气缸安装板22固定在两个所述底座机架1之间的上端,所述气缸安装板22位于上端的两个所述连接杆7之间,所述气缸安装板22的底部设置有所述顶升气缸21,所述顶升气缸21的伸缩杆穿过所述气缸安装板22并延伸至所述气缸安装板22上方,所述顶升气缸21的伸缩杆末端设置有所述托盘顶升板23;所述气缸安装板22的上表面四周设置有所述第一直线轴承(未图示),所述第一直线轴承(未图示)穿至所述气缸安装板22的下表面,所述第一直线轴承(未图示)内滑动设置有所述第一导向柱(未图示),所述第一导向柱(未图示)的上端与所述托盘顶升板23连接,所述托盘顶升板23的上表面设置有用于固定与软包模组工装板的定位销(未图示)。顶升气缸21用于将托盘顶升板23进行顶升从而将软包模组工装板进行顶升,气缸安装板22用于将气缸固定在底座机架1之间,第一直线轴承(未图示)与第一导向柱(未图示)配合用于辅助托盘顶升板23的上下移动,托盘顶升板23用于支撑软包模组工装板,定位销(未图示)用于将软包模组工装板固定在托盘顶升板23上,防止在软包模组上、下盖焊接时发生滑动;软包模组工装板从倍速链输送线流动到托盘顶升板23的上方,顶升气缸21推动托盘顶升板23向上移动将软包模组工装板顶起,并对顶升气缸21进行保压,使得软包模组工装板维持在一定高度。
26.请继续参阅图2、图5、图6、图7、图8所示,本实用新型一实施例中,所述挤压件4包括电缸41、压力传感器42、第二直线轴承43、第二导向柱44、导向杆安装板45、支撑块46、压板47、缓冲垫48,所述顶板3的上表面中心处设置有所述电缸41,所述电缸41的伸缩杆穿过所述顶板3并延伸至顶板3的下方,所述电缸41的伸缩杆末端设置有所述压力传感器42,所述压力传感器42的底部连接固定有所述导向杆安装板45;所述顶板3的上表面四周均设置有所述第二直线轴承43,所述第二直线轴承43内滑动设置有所述第二导向柱44,所述第二导向柱44的下端与所述导向杆安装板45的上表面连接;所述导向杆安装板45的下表面经所述支撑块46固定连接有所述压板47,所述压板47的下表面设置有所述缓冲垫48。电缸41用于对导向杆安装板45提供压力,压力传感器42用于监测电缸41所施加的压力,第二直线轴承43与第二导向柱44配合用于辅助导向杆安装板45的上下移动,导向杆安装板45用于固定支撑块46、对中件5以及焊接保护件6,支撑块46用于对压板47进行支撑,压板47用于将软包模组的上盖压在软包模组的下盖上,缓冲垫48用于在挤压时保护软包模组的上盖;在预压紧以及焊接前通过电缸41带动压力传感器42向下移动,压力传感器42带动导向杆安装板45向下移动,从而带动压板47向下移动,使得压板47对软包模组的上盖施加压力,将软包模组的上盖压在软包模组的下盖上。
27.请继续参阅图5至图8所示,本实用新型一实施例中,所述对中件5包括对中气缸51、支撑臂52、对中推杆53,所述导向杆安装板45的下表面设置有两个所述对中气缸51,所述对中气缸51分别位于所述压板47的短边两侧,所述对中气缸51的伸缩杆末端设置有所述支撑臂52,所述支撑臂52的下端设置有两个所述对中推杆53,所述压板47位于两个所述对中推杆53之间。对中气缸51用于推送支撑臂52,支撑臂52用于固定对中推杆53,使得对中推
杆53的高度能够位于软包模组上盖与下盖之间,也使得对中推杆53能够位于上盖的四角位置,对中推杆53用于顶推软包模组的上盖,使软包模组的上盖与下盖对齐;两个对中气缸51分别推动对应侧的支撑臂52,使得支撑臂52从两侧向中间移动,从而使得对中推杆53从两侧向中间移动,从而将上盖与下盖进行对齐。
28.请继续参阅图5、图6与图9所示,本实用新型一实施例中,焊接保护件6包括伸缩气缸61、连接板62、滑台安装板63、直线滑台64、铜杯65、滑块66、滑轨67、限位块68,所述导向杆安装板45的上表面设置有所述伸缩气缸61,所述伸缩气缸61位于所述导向杆安装板45的长边一侧,所述伸缩气缸61的伸缩杆与所述压力传感器42相对,所述导向杆安装板45上开设有一开口14,所述开口14位于所述伸缩气缸61与所述压力传感器42之间,所述伸缩气缸61的伸缩杆末端设置有所述连接板62,所述连接板62穿过所述开口14并延伸至所述导向杆安装板45的下表面,所述连接板62的下端连接有所述滑台安装板63,所述滑台安装板63的上表面两端均设置有所述滑块66,所述导向杆安装板45的下表面设置有与所述滑块66相匹配用于辅助伸缩气缸61带动所述滑台安装板63移动的滑轨67,所述滑轨67的两端均设置有所述限位块68;所述滑台安装板63的下表面设置有所述直线滑台64,所述直线滑台64位于所述压板47的长边一侧,所述直线滑台64的移动板上固定有用于焊接保护的所述铜杯65。伸缩气缸61用于推动连接板62,连接板62用于将滑台安装板63与伸缩气缸61进行连接,滑台安装板63用于固定直线滑台64,直线滑台64用于用于带动铜杯65沿需要焊接的缝隙移动,铜杯65用于在激光焊接时前端保护气吹入氮气形成保护,防止焊缝氧化,提高焊缝质量,滑轨67与滑块66配合辅助伸缩气缸61对滑台安装板63进行移动,限位块68防止滑块66脱离滑轨67。伸缩气缸61带动直线滑台64向软包模组靠近,使得铜杯65能够靠紧软包模组上盖与下盖之间的焊缝,安装在六轴焊接机器人上的激光焊接振镜对该段焊缝进行焊接,当焊缝长度超过铜杯65长度时,伸缩气缸61带动直线滑台64远离软包模组,铜杯65随直线滑台64移动一个焊缝位。
29.本实用新型具有以下工作原理:上道工序位人工将软包模组上盖初定位预装于软包模组下盖的上方,软包模组工装板随倍速链输送线流动到所述顶升件2上方后,所述漫反射感应开关11感应到软包模组工装板到位后,所述阻挡气缸10翘起将软包模组工装板进行阻挡后,所述顶升件2将软包模组工装板顶升托起,离开倍速链输送线;所述压紧件对人工预上料放置的软包模组上盖进行预压紧保证上盖左右不跑位;启动所述对中件5,将上盖与下盖对中定位,确保上、下盖准确定位,而后松开所述对中气缸51,所述电缸41按照设定好的压力值压紧软包模组,确保焊接过程中上下盖不跑位的同时模组不受损坏;通过所述伸缩气缸61使所述铜杯65靠近并压紧上、下盖焊缝,铜杯65在激光焊接时前端保护气吹入氮气形成保护,防止焊缝氧化,提高焊缝质量;当所述铜杯65压紧该段焊缝时,安装在六轴焊接机器人上的激光焊接振镜对该段焊缝进行焊接;当焊缝长度超过所述铜杯65的长度时,所述伸缩气缸61松开,所述铜杯65随所述直线滑台64移动一个焊缝位(为保证焊缝连续性,铜杯65移位需有部分搭接),所述伸缩气缸61将所述铜杯65压紧在未焊接的上、下盖焊缝处,机器人上的焊接振镜移动到该铜杯位,对焊缝施焊,以此步进方式焊接,直至上下盖焊缝焊接完成。
30.本实用新型中的阻挡气缸、电缸、顶升气缸、对中气缸、伸缩气缸、直线滑台、铜杯、漫反射感应开关均为现有技术,本领域中的技术人员已经能够清楚了解,在此不进行详细
说明。铜杯为专利号cn201820694627.5所公开的一种激光振镜焊接的吹气保护装置。
31.以上所述仅为本实用新型的较佳实施例,不能理解为对本技术的限制,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1