一种主阀组装生产线设备的制作方法
1.本实用新型涉及一种设备,具体是一种主阀组装生产线设备。
背景技术:
2.主阀一般指水力控制阀主阀,是水电站引水系统上的重要设备,对主阀结构和性能的主要技术要求有:主阀应具备结构简单,外形尺寸小,重量轻,工作可靠,操作方便,止水性好。另外,主阀的承压能力应能满足该电站的最大水击压力值。
3.现有主阀组装技术一般采用机械组装或人工组装,机械组装一般为每个环节为独立机器需要人为将各种环节串联,人工组装效率低,浪费人力资源。
技术实现要素:
4.本实用新型的目的在于提供一种主阀组装生产线设备,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种主阀组装生产线设备,由上料传送单元的一端至另一端依次设有阀杆上料单元、阀芯上料单元、c环切料单元、c环上料单元、o型圈上料单元和下料单元,在c环上料单元靠近上料传送个单元的一侧设有c环下降单元。
7.作为本实用新型进一步的方案:上料传送机构中包括传送基板、上料轨道、切替导轨、返回轨道、传送治具、切替轨道、定位滑块、定位块、同步带夹持块和同步轮,传送基板固定连接在机架上,传送基板上设有上料轨道,上料轨道固定连接在传送基板上,上料轨道的一侧设有返回轨道,返回轨道固定连接在传送基板上,在上料轨道的一端设有切替导轨,切替导轨固定连接在传送基板上,切替导轨的上方设有切替轨道,切替轨道固定连接在切替气缸的输出端,切替气缸固定连接在切替导轨上,切替轨道的一端滑动连接在上料轨道的一端,在上料轨道上设有传送治具,传送治具的一侧设有四个圆形凹槽,传送治具滑动连接在上料轨道上,传送治具上固定连接有定位块在定位块的一侧设有同步带夹持块,同步带夹持块固定连接在传送治具上,在定位块的下方设有定位滑块,定位滑块滑动连接在上料轨道上,在切替导轨远离上料轨道的一侧设有同步轮,同步轮固定连接在同步轮电机的输出端上,同步轮电机固定连接在传送基板上,在同步轮上啮合连接有同步带。
8.作为本实用新型进一步的方案:阀杆上料单元中包括上料框架、阀杆托盘、阀杆机械手、托盘固定板、传送带、托盘放置板、托盘推板和托盘限位板,上料框架固定连接在机架上,上料框架上设有阀杆机械手,阀杆机械手固定连接在上料框架上,阀杆机械手的下方设有阀杆托盘,阀杆托盘的两侧设有托盘固定板,托盘固定板固定连接在固定板气缸的输出端,固定板气缸固定连接在上料框架上,阀杆托盘被托盘固定板夹持固定,阀杆托盘下方的上料框架上设有一个矩形通孔,矩形通孔下方设有一个传送带,传送带固定连接在上料框架上,上料框架在阀杆机械手的一侧设有托盘限位板,托盘限位板固定连接在上料框架上,托盘限位板的一侧设有托盘放置板,托盘放置板固定连接在放置板气缸的输出端,放置板
气缸固定连接在上料框架上,在托盘放置板的一侧设有托盘推板,托盘推板固定连接在推盘气缸的输出端,推盘气缸固定连接在上料框架上,阀芯上料单元和c环上料单元的上料结构与阀杆上料单元的上料结构相同。
9.作为本实用新型进一步的方案:阀芯上料单元包括上料结构和阀芯挤压结构,阀芯挤压结构包括阀芯挤压支撑柱、阀芯固定块、阀芯安装背板、阀芯下降气缸、阀芯挤压夹板、水平安装板、阀芯水平气缸、阀芯限位板安装板和阀芯限位板,阀芯挤压支撑柱一端固定连接在机架上,阀芯挤压支撑柱的靠近上端的位置设有阀芯固定块,阀芯固定块固定连接在阀芯挤压支撑柱上,阀芯固定块的一侧设有阀芯安装背板,阀芯安装背板固定连接在阀芯固定块上,阀芯安装背板的一侧设有阀芯下降气缸,阀芯下降气缸的一侧固定连接在阀芯安装背板上,阀芯下降气缸的输出端固定连接有阀芯挤压夹板,在两个阀芯挤压支撑柱的中间设有水平安装板,水平安装板固定连接在阀芯挤压支撑柱上,水平安装板的下方设有阀芯水平气缸,阀芯水平气缸一侧固定连接在水平安装板上,阀芯水平气缸的输出端固定连接有阀芯限位板安装板,在阀芯限位板安装板上设有阀芯限位板,阀芯限位板固定连接在阀芯限位板安装板上。
10.作为本实用新型进一步的方案:c环切料单元中包括c环切料框架、c环放置板、切料治具、c环切料背板、c环切料气缸、喇叭管夹爪和放置板气缸,c环切料框架固定连接在机架上,c环切料框架上设有放置板气缸,放置板气缸固定连接在c环切料框架上,放置板气缸的输出端固定连接有c环放置板,c环放置板上方固定连接有切料治具,c环放置板的上方设有c环切料背板,c环切料背板上固定连接有c环切料气缸,c环切料气缸的输出端固定连接有喇叭管夹爪。
11.作为本实用新型进一步的方案:c环下降单元中包括下降单元基板、下降单元支撑柱、下降单元固定块、下降单元背板、下降单元气缸、下降夹爪气缸安装板、下降夹爪气缸和下降夹爪,下降单元基板固定连接在机架上,下降单元基板上方设有下降单元支撑柱,下降单元支撑柱的一端固定连接在下降单元基板上,下降单元支撑柱靠近上端的位置设有下降单元固定块,下降单元固定块固定连接在下降单元支撑柱上,下降单元固定块的一侧设有下降单元背板,下降单元背板固定连接在下降单元固定块上,下降单元背板的另一侧设有下降单元气缸,下降单元气缸的一侧固定连接在下降单元背板上,下降单元气缸的输出端固定连接有下降夹爪气缸安装板,下降夹爪气缸安装板的一侧设有下降夹爪气缸,下降夹爪气缸的一侧固定连接在下降夹爪气缸安装板上,下降夹爪气缸的输出端固定连接有下降夹爪。
12.作为本实用新型进一步的方案:o型圈上料单元中包括o型圈上料框架、o型圈切料基板、o型圈切料板、o型圈储料管和o型圈机械手,o型圈上料框架安装在机架上,o型圈上料框架上设有o型圈切料基板,o型圈切料基板固定连接在o型圈上料框架上,o型圈切料基板上设有o型圈切料气缸,o型圈切料气缸固定连接在o型圈切料基板上,o型圈切料气缸的输出端固定连接有o型圈切料板,o型圈切料板的一端设有圆形凹槽,o型圈切料板的上方设有o型圈储料管,o型圈储料管固定连接在o型圈切料基板上,o型圈储料管的一侧设有o型圈机械手,o型圈机械手固定连接在机架上。
13.作为本实用新型进一步的方案:下料单元上包括下料框架、托盘转移推板、托盘、托盘定位板、下料机械手和托盘移动板,下料框架固定连接在机架上,下料框架上设有托
盘,托盘活动连接在托盘移动板上,托盘移动板固定连接在托盘移动直线模组的滑盘上,托盘移动直线模组固定连接在下料框架上,下料框架上设有下料机械手,下料机械手固定连接在下料框架上,当托盘被托盘移动直线模组输送至机械手下方位置,此位置为工作位置,在工作位置的托盘移动板的一侧设有托盘转移推板,托盘转移推板固定连接在转移气缸的输出端,转移气缸固定连接在下料框架上,在工作位置的托盘的另一侧设有托盘定位板,托盘定位板固定连接在定位气缸的输出端,定位气缸固定连接在下料框架上。
14.与现有技术相比,本实用新型的有益效果是:
15.本设备通过设置传送结构将各个环节串联,并且上料结构采用托盘上料并且可以放置多个托盘,大大节省人力资源的浪费,并且可以满足现代工业生产需求。
附图说明
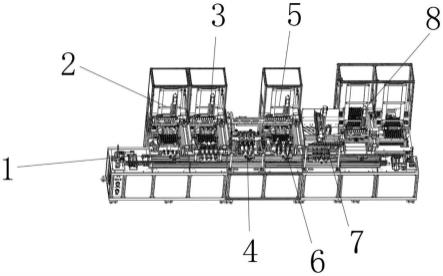
16.图1为一种主阀组装生产线设备的结构示意图。
17.图2为一种主阀组装生产线设备中上料传送单元的结构示意图。
18.图3为一种主阀组装生产线设备中阀杆上料单元的结构示意图。
19.图4为一种主阀组装生产线设备中阀芯挤压结构的结构示意图。
20.图5为一种主阀组装生产线设备中c环切料单元的结构示意图。
21.图6为一种主阀组装生产线设备中c环下降单元的结构示意图。
22.图7为一种主阀组装生产线设备中o型圈上料单元的结构示意图。
23.图8为一种主阀组装生产线设备中下料单元的结构示意图。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1~8,本实用新型实施例中,一种主阀组装生产线设备,包括安装在机架上的上料传送单元1、阀杆上料单元2、阀芯上料单元3、c环切料单元4、c环上料单元5、 c环下降单元6、o型圈上料单元7和下料单元8。
26.由上料传送单元1的一端至另一端依次设有阀杆上料单元2、阀芯上料单元3、c环切料单元4、c环上料单元5、o型圈上料单元7和下料单元8,在c环上料单元5靠近上料传送个单元1的一侧设有c环下降单元6。
27.上料传送单元1中包括传送基板101、上料轨道102、切替导轨103、返回轨道104、传送治具105、切替轨道106、定位滑块107、定位块108、同步带夹持块109和同步轮110。
28.传送基板101固定连接在机架上,传送基板101上设有上料轨道102,上料轨道102 固定连接在传送基板101上,上料轨道102的一侧设有返回轨道104,返回轨道104固定连接在传送基板101上,在上料轨道102的一端设有切替导轨103,切替导轨103固定连接在传送基板101上,切替导轨103的上方设有切替轨道106,切替轨道106固定连接在切替气缸的输出端,切替气缸固定连接在切替导轨103上,切替轨道106的一端滑动连接在上料轨道102的一端,在上料轨道102上设有传送治具105,传送治具105的一侧设有四个圆形凹槽,传送治
具105滑动连接在上料轨道102上,传送治具105上固定连接有定位块108在定位块108的一侧设有同步带夹持块109,同步带夹持块109固定连接在传送治具105上,在定位块108的下方设有定位滑块107,定位滑块107滑动连接在上料轨道 102上,在切替导轨103远离上料轨道102的一侧设有同步轮110,同步轮固定连接在同步轮电机的输出端上,同步轮电机固定连接在传送基板101上,在同步轮110上啮合连接有同步带。
29.在工作时,传送治具105通过同步轮110和同步带的带动下依次移动至每个单元中进行工件的上料和组装工作,在每个单元中定位滑块107向上滑动至定位块108中保证传送治具105位置正确,之后在通过下料单元8后传送治具105被传送至切替轨道106上,之后切替轨道106通过切替气缸被传送至返回轨道104的一侧,之后通过同步轮110在返回轨道104上返回至设备另一侧。
30.阀杆上料单元2中包括上料框架201、阀杆托盘202、阀杆机械手203、托盘固定板 204、传送带205、托盘放置板206、托盘推板207和托盘限位板208。
31.上料框架201固定连接在机架上,上料框架201上设有阀杆机械手203,阀杆机械手203固定连接在上料框架201上,阀杆机械手203的下方设有阀杆托盘202,阀杆托盘202 的两侧设有托盘固定板204,托盘固定板204固定连接在固定板气缸的输出端,固定板气缸固定连接在上料框架201上,阀杆托盘202被托盘固定板204夹持固定,阀杆托盘202 下方的上料框架201上设有一个矩形通孔,矩形通孔下方设有一个传送带205,传送带205 固定连接在上料框架201上,上料框架201在阀杆机械手203的一侧设有托盘限位板208,托盘限位板208固定连接在上料框架201上,托盘限位板208的一侧设有托盘放置板206,托盘放置板206固定连接在放置板气缸的输出端,放置板气缸固定连接在上料框架201上,在托盘放置板206的一侧设有托盘推板207,托盘推板207固定连接在推盘气缸的输出端,推盘气缸固定连接在上料框架201上。
32.在工作时,托盘放置板206上放置上多个托盘,托盘限位板208保证托盘不倒塌,之后由托盘推板207将一个托盘推入托盘固定板204中,由托盘固定板204夹持,由阀杆机械手203将所有工件取下后托盘固定板204松开阀杆托盘202,阀杆托盘202从上料框架 201的矩形通孔中掉入下方传送带205上,传送带205带着托盘排出设备。
33.阀芯上料单元3和c环上料单元5的上料结构与阀杆上料单元2的上料结构相同。
34.阀芯上料单元3包括上料结构和阀芯挤压结构。
35.阀芯挤压结构包括阀芯挤压支撑柱301、阀芯固定块302、阀芯安装背板303、阀芯下降气缸304、阀芯挤压夹板305、水平安装板306、阀芯水平气缸307、阀芯限位板安装板 308和阀芯限位板309。
36.阀芯挤压支撑柱301一端固定连接在机架上,阀芯挤压支撑柱301的靠近上端的位置设有阀芯固定块302,阀芯固定块302固定连接在阀芯挤压支撑柱301上,阀芯固定块302 的一侧设有阀芯安装背板303,阀芯安装背板303固定连接在阀芯固定块302上,阀芯安装背板303的一侧设有阀芯下降气缸304,阀芯下降气缸304的一侧固定连接在阀芯安装背板303上,阀芯下降气缸304的输出端固定连接有阀芯挤压夹板305,在两个阀芯挤压支撑柱301的中间设有水平安装板306,水平安装板306固定连接在阀芯挤压支撑柱301 上,水平安装板306的下方设有阀芯水平气缸307,阀芯水平气缸307一侧固定连接在水平安装板306上,阀芯水平气缸307的输出端固定连接有阀芯限位板安装板308,在阀芯限位板安装板308上设
有阀芯限位板309,阀芯限位板309固定连接在阀芯限位板安装板 308上。
37.c环切料单元4中包括c环切料框架401、c环放置板402、切料治具403、c环切料背板404、c环切料气缸405、喇叭管夹爪406和放置板气缸407。
38.c环切料框架401固定连接在机架上,c环切料框架401上设有放置板气缸407,放置板气缸407固定连接在c环切料框架401上,放置板气缸307的输出端固定连接有c环放置板402,c环放置板402上方固定连接有切料治具403,c环放置板402的上方设有c环切料背板404,c环切料背板404上固定连接有c环切料气缸405,c环切料气缸405的输出端固定连接有喇叭管夹爪406。
39.c环下降单元6中包括下降单元基板601、下降单元支撑柱602、下降单元固定块603、下降单元背板604、下降单元气缸605、下降夹爪气缸安装板606、下降夹爪气缸607和下降夹爪608。
40.下降单元基板601固定连接在机架上,下降单元基板601上方设有下降单元支撑柱 602,下降单元支撑柱602的一端固定连接在下降单元基板601上,下降单元支撑柱602 靠近上端的位置设有下降单元固定块603,下降单元固定块603固定连接在下降单元支撑柱602上,下降单元固定块603的一侧设有下降单元背板604,下降单元背板604固定连接在下降单元固定块603上,下降单元背板604的另一侧设有下降单元气缸605,下降单元气缸605的一侧固定连接在下降单元背板604上,下降单元气缸605的输出端固定连接有下降夹爪气缸安装板606,下降夹爪气缸安装板606的一侧设有下降夹爪气缸607,下降夹爪气缸607的一侧固定连接在下降夹爪气缸安装板606上,下降夹爪气缸607的输出端固定连接有下降夹爪608。
41.o型圈上料单元7中包括o型圈上料框架701、o型圈切料基板702、o型圈切料板703、 o型圈储料管704和o型圈机械手705。
42.o型圈上料框架701安装在机架上,o型圈上料框架701上设有o型圈切料基板702,o型圈切料基板702固定连接在o型圈上料框架701上,o型圈切料基板702上设有o型圈切料气缸,o型圈切料气缸固定连接在o型圈切料基板702上,o型圈切料气缸的输出端固定连接有o型圈切料板703,o型圈切料板703的一端设有圆形凹槽,o型圈切料板 703的上方设有o型圈储料管704,o型圈储料管704固定连接在o型圈切料基板702上, o型圈储料管704的一侧设有o型圈机械手705,o型圈机械手705固定连接在机架上。
43.下料单元8上包括下料框架801、托盘转移推板802、托盘803、托盘定位板804、下料机械手805和托盘移动板806。
44.下料框架801固定连接在机架上,下料框架801上设有托盘803,托盘803活动连接在托盘移动板806上,托盘移动板806固定连接在托盘移动直线模组的滑盘上,托盘移动直线模组固定连接在下料框架801上,下料框架801上设有下料机械手805,下料机械手 805固定连接在下料框架801上,当托盘803被托盘移动直线模组输送至机械手下方位置,此位置为工作位置,在工作位置的托盘移动板806的一侧设有托盘转移推板802,托盘转移推板802固定连接在转移气缸的输出端,转移气缸固定连接在下料框架801上,在工作位置的托盘803的另一侧设有托盘定位板804,托盘定位板804固定连接在定位气缸的输出端,定位气缸固定连接在下料框架801上。
45.在工作时,工人将托盘放在托盘移动板806上,托盘移动板806带动托盘803移动至
工作位置,之后托盘定位板804将托盘定位,之后由下料机械手805将工件放入托盘803 内,在托盘803放满后由托盘转移推板802将托盘推入远离托盘转移推板802一侧的取托盘位。
46.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1