一种高作业率双高速棒材生产线的制作方法
1.本实用新型属于冶金技术领域,涉及一种高作业率双高速棒材生产线。
背景技术:
2.大规模基建和城镇化使得建筑钢材市场需求量持续增大,小规格直条热轧钢筋是其中需求量最大的一类建筑钢材。而采用双高速棒材生产线(双高棒)生产小规格直条热轧钢筋是近年来最受欢迎的一种形式。但传统双高速棒材中间道次必须有切分工艺,即将1根轧件纵向切分为2根轧件,并且存在以下不足:
3.1)切分道次故障率高,料型控制不当,容易发生事故;
4.2)切分道次单槽轧制量低,需频繁更换轧辊和导卫;
5.3)切分道次的轧件存在断面温度不均,存在阴阳面,对成品性能影响。
6.同时,切分后的轧件经过轧制后,通过双高速上钢装置进入同一个冷床,由于不同的轧制线之间存在线差,不同线差的轧件进入冷床时间不同,造成冷床调整困难,且容易发生设备故障。
7.因此,如何提升双高速棒材生产线的生产稳定性和作业率是未来钢铁行业不断追求的目标,所以本公开提出一种高作业率双高速棒材生产线,以提升双高速棒材生产线的生产稳定性和作业率。
技术实现要素:
8.有鉴于此,本实用新型的目的在于提供一种高作业率双高速棒材生产线,直接采用双线轧制系统进行双流轧制,从而取消传统双高棒切分工艺,消除切分轧制带来的不利影响,并在设置两组并行布置的配有单高速上钢的冷床精整单元,从而克服线差造成的冷床调整困难且容易发生设备故障的问题。
9.为达到上述目的,本实用新型提供如下技术方案:
10.一种高作业率双高速棒材生产线,包括沿轧制方向布置的上游系统、双线轧制系统、精轧系统以及冷床精整系统;
11.所述双线轧制系统包括至少1组串联布置的双流连轧机组,所述精轧系统包括两组并行布置的单流连轧高速机组,以及设置在单流连轧高速机组之前和/或之后的控温单元,所述冷床精整系统包括两组并行布置的配有单高速上钢的冷床精整单元。
12.进一步,所述上游系统为加热炉或连铸机中的一种。
13.进一步,所述双线轧制系统包括两组串联布置的双流连轧机组。
14.进一步,所述两组相邻的双流连轧机组之间设有飞剪。
15.进一步,所述双流连轧机组为双流水平连轧机组,该双流水平连轧机组的轧机数量为2~8架。
16.进一步,所述单流连轧高速机组的轧机数量为2~8架。
17.进一步,在所述单流连轧高速机组与双流水平连轧机组之间设有飞剪。
18.本实用新型的有益效果在于:
19.本实用新型提供的一种高作业率双高速棒材生产线直接采用双线轧制系统进行双流轧制,从而取消传统双高棒切分工艺,消除切分轧制带来的不利影响,避免双高棒采用切分道次带来料型控制困难、切分单槽轧制量低,频繁更换导卫和轧辊以及切分的轧件断面温度不均导致成品组织性能缺陷的问题,提升轧制生产线的作业率;并在设置两组并行布置的配有单高速上钢的冷床精整单元,从而克服线差造成的冷床调整困难且容易发生设备故障的问题,进一步提升作业率。
20.本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
21.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作优选的详细描述,其中:
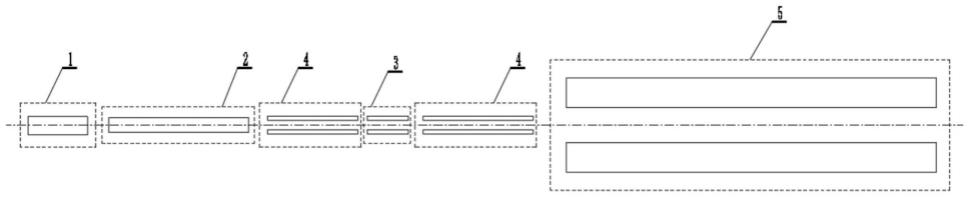
22.图1为本实用新型中的一种高作业率双高速棒材生产线的结构示意图;
23.图2为实施例中的一种高作业率双高速棒材生产线的结构示意图。
24.附图标记:上游系统1、双线轧制系统2、精轧系统3、控温单元4、冷床精整系统5、连铸机6、飞剪7、双流连轧机组8、单流连轧高速机组9、冷床精整单元10。
具体实施方式
25.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
26.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本实用新型的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
27.本实用新型实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本实用新型的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
28.请参阅图1~图2,为一种高作业率双高速棒材生产线,包括沿轧制方向布置的上游系统1、双线轧制系统2、精轧系统3以及冷床精整系统5;所述双线轧制系统2包括至少1组
串联布置的双流连轧机组8,所述精轧系统3包括两组并行布置的单流连轧高速机组9,以及设置在单流连轧高速机组9之前和/或之后的控温单元4,所述冷床精整系统5包括两组并行布置的配有单高速上钢的冷床精整单元10。
29.具体的,所述上游系统1为六流连铸机6(也可为加热炉),小时产量为260t/h,其后设置双线轧制系统2,所述双线轧制系统2包括2套串联的双流连轧机组8,每套双流连轧机组8包含8架水平连轧机组,并在2套双流连轧机组8之间设置1套飞剪7;
30.在双线轧制系统2后设置精轧系统3,精轧系统3包括两组并行布置的单流连轧高速机组9。每组单流连轧高速机组9的轧机数量为4架。并分别布置在每组单流连轧高速机组9的前和后均设置控温单元4,所述控温单元4为现有技术中常见的轧制生产线中常见的控温单元4,通常包括冷却水箱及回复段。并且为保证生产稳定,在每组单流连轧高速机组9前设置一套飞剪7。
31.最后在精轧系统3后设置冷床精整系统5,所述冷床精整系统5包括两组并行布置的配有单高速上钢的冷床精整单元10,分别于精轧系统3中的两组并行布置的单流连轧高速机组9一一对应衔接。
32.本实施例中提供的一种高作业率双高速棒材生产线的工艺步骤如下:
33.连铸工序快速输送出的165mm
×
165mm尺寸的坯料,坯料表面温度950℃。坯料依次先后进入2套双流连轧机组8,坯料在水平连轧机组中进行双线(a/b)轧制,出双线轧制系统2后,轧件变形为φ20mm,轧制速度16.7m/s。为保证轧制顺利进行,使用设置在2套双流连轧机组8之间的飞剪7进行切头和切尾。
34.随后a路的轧件进入精轧系统3中其中1组单流连轧高速机组9,最终成品变形为φ12mm,轧制速度36m/s。b路轧件进入精轧系统3中另一组单流连轧高速机组9,最终成品变形为φ12mm,轧制速度36m/s。
35.为控制轧件变形温度和轧后温度,a路轧件通过设置在单流连轧高速机组9前的控温单元4将轧制温度控制为850℃,通过设置在单流连轧高速机组9后的控温单元4将轧后温度控制为700℃。对于b路轧件也是相同。
36.最后,轧制完毕后的轧件进入冷床精整系统5,a路轧件对应冷床精整系统5的其中一组配有单高速上钢的冷床精整单元10,b路轧件对应精整系统的另一组配有单高速上钢的冷床精整单元10,成品状态均为成捆的定尺棒材。
37.需要说明的是,a路与b路中的轧件规格和轧制速度可根据需求进行设定,可设为不同值,并且根据需要可在各单元内或各单元之间配置飞剪、夹送辊、活套等辅助设备。上述冷床精整单元10为现有技术中的任一种冷床均可,其关键在于本技术中将所述冷床精整系统5设为两组并行布置的配有单高速上钢的冷床精整单元10,并分别与精轧系统3中的两组并行布置的单流连轧高速机组9一一对应衔接。
38.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1