一种镍合金焊接加工用定位器的制作方法
1.本实用新型属于镍合金焊接技术领域,具体是指一种镍合金焊接加工用定位器。
背景技术:
2.镍是一种相对简单的金属。它是面心立方,从熔点冷却到室温时不会发生相变,与不锈钢相似。因此,镍及其合金不能通过淬火硬化,因此冷却速度的影响不如对碳钢的大。如果环境温度高于5℃,则基本不需要预热。镍及其合金的应用范围非常广泛,从抗高温氧化和抗蠕变,从耐腐蚀性应用到低温应用。镍可以用在商业上纯镍的形式提供,但更多的是与其他元素结合的合金-固溶强化合金和沉淀硬化合金,所有常规焊接工艺方法均可用于镍及其合金的焊接,并有匹配的焊材。如上所述,镍及其合金在许多方面与奥氏体不锈钢的焊接相似;焊接工艺也同样相似。然而,镍的热膨胀系数小于不锈钢,因此变形和变形控制措施与碳钢相似。
3.然而,镍合金最严重的焊接问题是焊缝金属或热影响区熔合线附近的热裂纹敏感性,后者更为敏感。这一问题的主要来源是硫,但磷、铅、铋和硼也有影响。焊缝金属和热影响区裂纹通常是由于清洁不充分,残留的油脂、油、污垢等污染造成的。母材或焊材的硫含量通常会限制在很低的范围内。焊接前,有必要进行机械或使用强力不锈钢钢丝刷清理,然后用合适的溶剂彻底脱脂,但是现有的焊接夹持设备功能单一只能对柱形棒材夹持固定,无法对柱形棒材进行打磨清洁预处理,导致工序增加、焊接成本提高。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本实用新型提出的一种镍合金焊接加工用定位器,有效的解决了目前市场上镍合金焊接夹持器在柱形棒材焊接前不能先对焊接位置进行打磨清洁、需先对柱形棒材进行清洁预处理,导致工序繁琐、焊接成本提高的问题,通过将夹持装置与打磨装置结合在一起,实现了一体化的技术效果。
5.本实用新型采取的技术方案如下:本实用新型提出的一种镍合金焊接加工用定位器,包括支撑座、焊接夹持装置、打磨夹持装置和打磨清洁装置,所述焊接夹持装置设于支撑座上,所述打磨夹持装置设于支撑座侧壁上,所述打磨清洁装置设于支撑座上,支撑座起到支撑作用,焊接夹持装置实现了调整夹持位置与夹持柱形棒材的目的,打磨夹持装置可以在柱形棒材打磨时起到夹持与滚动的作用,打磨清洁装置对镍合金柱形棒材焊接位置进行打磨清洁,所述焊接夹持装置包括位移调节手轮、位移螺杆、焊接位移夹持支撑件、焊接夹持簧和焊接夹持件,所述位移调节手轮转动设于支撑座侧壁上,所述位移螺杆设于支撑座上且与位移调节手轮相连,所述焊接位移夹持支撑件螺纹连接设于位移螺杆上,所述焊接夹持簧设于焊接位移夹持支撑件上,所述焊接夹持件设于焊接夹持簧上,位移调节手轮带着位移螺杆转动促使焊接位移夹持支撑件带着焊接夹持簧和焊接夹持件靠近,焊接夹持簧和焊接夹持件对柱形棒材夹持固定。
6.优选的,所述打磨夹持装置包括连杆、打磨固定支撑环、打磨固定环、润滑珠一和
润滑珠二,所述连杆设于支撑座侧壁上,所述打磨固定支撑环设于连杆上,所述打磨固定环铰接设于打磨固定支撑环上,所述润滑珠一转动设于打磨固定环上,所述润滑珠二转动干设于打磨固定支撑环上,所述连杆呈对称设有两组,所述打磨固定支撑环呈对称设有两组,所述润滑珠二呈球型设置,所述润滑珠一呈球型设置,所述打磨固定支撑环和打磨固定环通过螺纹贯穿连接,连杆可以支撑,打磨固定支撑环和打磨固定环对柱形棒材打磨时夹持,润滑珠一和润滑珠二实现了润滑滚动动作,方便柱形棒材打磨时转动。
7.进一步地,所述打磨清洁装置包括支撑底板、电机支撑件、打磨电机、主动轮、转动支撑杆和从动轮,所述支撑底板设于支撑座侧壁上,所述支撑底板与一组连杆呈对称设置,所述电机支撑件设于支撑底板上,所述打磨电机设于电机支撑件上,所述主动轮设于打磨电机的输出轴上,所述转动支撑杆转动设于支撑座侧壁上且设于打磨电机的上方,所述从动轮和主动轮呈啮合设置且与转动支撑杆相连,支撑底板和电机支撑件进行支撑,打磨电机带着主动轮转动,促使从动轮随着主动轮转动实现打磨。
8.更进一步,所述从动轮上设有打磨钢丝刷,所述打磨钢丝刷采用钢丝材质设置,打磨钢丝刷对焊接位置打磨清洁。
9.另外,所述支撑座上设有滑槽,所述支撑座呈对称设有两组,所述滑槽呈对称设有两组,所述位移螺杆转动设于滑槽内,所述焊接位移夹持支撑件滑动设于滑槽上,所述位移螺杆呈双螺纹螺杆设置。
10.作为优选的,两组所述支撑座之间设有位置调节杆,位置调节杆能够根据焊接柱形棒材的长度调整位置。
11.采用上述结构本实用新型取得的有益效果如下:本方案提出的一种镍合金焊接加工用定位器,有效的解决了目前市场上镍合金焊接夹持器在柱形棒材焊接前不能先对焊接位置进行打磨清洁、需先对柱形棒材进行清洁预处理,导致工序繁琐、焊接成本提高的问题,通过将夹持装置与打磨装置结合在一起,实现了一体化的技术效果。
附图说明
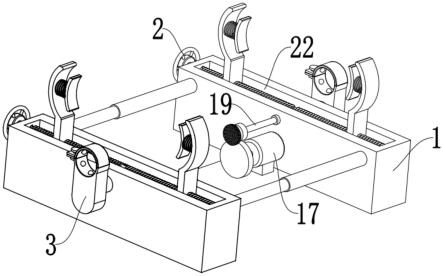
12.图1为本实用新型提出的一种镍合金焊接加工用定位器的整体结构示意图;
13.图2为本实用新型提出的一种镍合金焊接加工用定位器的另一视角的结构示意图;
14.图3为本实用新型提出的一种镍合金焊接加工用定位器的右视图;
15.图4为本实用新型提出的一种镍合金焊接加工用定位器的主视图。
16.其中,1、支撑座,2、焊接夹持装置,3、打磨夹持装置,4、打磨清洁装置,5、位移调节手轮,6、位移螺杆,7、焊接位移夹持支撑件,8、焊接夹持簧,9、焊接夹持件,10、连杆,11、打磨固定支撑环,12、打磨固定环,13、润滑珠一,14、润滑珠二,15、支撑底板,16、电机支撑件,17、打磨电机,18、主动轮,19、转动支撑杆,20、从动轮,21、打磨钢丝刷,22、滑槽,23、位置调节杆。
17.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.如图1、图2、图3和图4所示,本实用新型提出的一种镍合金焊接加工用定位器,包括支撑座1、焊接夹持装置2、打磨夹持装置3和打磨清洁装置4,焊接夹持装置2设于支撑座1上,打磨夹持装置3设于支撑座1侧壁上,打磨清洁装置4设于支撑座1上,支撑座1起到支撑作用,焊接夹持装置2实现了调整夹持位置与夹持柱形棒材的目的,打磨夹持装置3可以在柱形棒材打磨时起到夹持与滚动的作用,打磨清洁装置4对镍合金柱形棒材焊接位置进行打磨清洁,焊接夹持装置2包括位移调节手轮5、位移螺杆6、焊接位移夹持支撑件7、焊接夹持簧8和焊接夹持件9,位移调节手轮5转动设于支撑座1侧壁上,位移螺杆6设于支撑座1上且与位移调节手轮5相连,焊接位移夹持支撑件7螺纹连接设于位移螺杆6上,焊接夹持簧8设于焊接位移夹持支撑件7上,焊接夹持件9设于焊接夹持簧8上,位移调节手轮5带着位移螺杆6转动促使焊接位移夹持支撑件7带着焊接夹持簧8和焊接夹持件9靠近,焊接夹持簧8和焊接夹持件9对柱形棒材夹持固定。
20.如图1、图2、图3和图4所示,打磨夹持装置3包括连杆10、打磨固定支撑环11、打磨固定环12、润滑珠一13和润滑珠二14,连杆10设于支撑座1侧壁上,打磨固定支撑环11设于连杆10上,打磨固定环12铰接设于打磨固定支撑环11上,润滑珠一13转动设于打磨固定环12上,润滑珠二14转动干设于打磨固定支撑环11上,连杆10呈对称设有两组,打磨固定支撑环11呈对称设有两组,润滑珠二14呈球型设置,润滑珠一13呈球型设置,打磨固定支撑环11和打磨固定环12通过螺纹贯穿连接,连杆10可以支撑,打磨固定支撑环11和打磨固定环12对柱形棒材打磨时夹持,润滑珠一13和润滑珠二14实现了润滑滚动动作,方便柱形棒材打磨时转动。
21.如图1、图2、图3和图4所示,打磨清洁装置4包括支撑底板15、电机支撑件16、打磨电机17、主动轮18、转动支撑杆19和从动轮20,支撑底板15设于支撑座1侧壁上,支撑底板15与一组连杆10呈对称设置,电机支撑件16设于支撑底板15上,打磨电机17设于电机支撑件16上,主动轮18设于打磨电机17的输出轴上,转动支撑杆19转动设于支撑座1侧壁上且设于打磨电机17的上方,从动轮20和主动轮18呈啮合设置且与转动支撑杆19相连,支撑底板15和电机支撑件16进行支撑,打磨电机17带着主动轮18转动,促使从动轮20随着主动轮18转动实现打磨。
22.如图1、图2、图3和图4所示,从动轮20上设有打磨钢丝刷21,打磨钢丝刷21采用钢丝材质设置,打磨钢丝刷21对焊接位置打磨清洁。
23.如图1、图2、图3和图4所示,支撑座1上设有滑槽22,支撑座1呈对称设有两组,滑槽22呈对称设有两组,位移螺杆6转动设于滑槽22内,焊接位移夹持支撑件7滑动设于滑槽22上,位移螺杆6呈双螺纹螺杆设置。
24.如图1、图2、图3和图4所示,两组支撑座1之间设有位置调节杆23,位置调节杆23能够根据焊接柱形棒材的长度调整位置。
25.具体使用时,用户将镍合金柱形棒材先放置在打开打磨固定环12的打磨固定支撑
环11上,并合上打磨固定环12,打磨固定支撑环11和打磨固定环12将镍合金柱形棒材夹持住,使需要焊接的位置与打磨钢丝刷21接触,然后用户开启打磨电机17,此时打磨电机17带着主动轮18转动,并在啮合作用下带着从动轮20转动,从而促使打磨钢丝刷21转动,并在转动过程中对镍合金柱形棒材的焊接位置打磨,同理用户可以对另一根需要焊接的镍合金柱形棒材打磨,将柱形棒材通过另一组打磨固定支撑环11和打磨固定环12夹持住以后调整位置调节杆23的长度,继而促使另一根柱形棒材的焊接位置与打磨钢丝刷21接触打磨;接着,用户取下打磨结束后的两组柱形棒材,并通过转动位移调节手轮5带着位移螺杆6转动,促使焊接位移夹持支撑件7在滑槽22内移动并靠近,最终带动焊接夹持簧8和焊接夹持件9将两根柱形棒材夹持住,最后用户对柱形棒材处理后,再通过使用同心度检测仪检测两柱形棒材的同心度后,对柱形棒材进行焊接,通过打磨、处理、检测后在焊接的柱形棒材可以有效避免热影响区熔合线附近产生热裂纹的现象,以上便是整个镍合金焊接加工用定位器的使用流程。
26.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
28.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1