三驱动架焊胎治具的制作方法
1.本实用新型涉及升降机加工制造技术领域,特别涉及一种三驱动架焊胎治具。
背景技术:
2.三驱动架是升降机的主要组成部分,三驱动架在生产制造过程中,由于三驱动架构复杂,其中驱动板连接定位尺寸多,还要在同一平面内,这就对生产加工精度要求很高,其产品质量直接影响装配效果、提升效率和安全,在生产中,在没有焊胎治具的情况下,生产一件三驱动架需要4小时,现在使用胎具生产只需要2小时,节省一半时间。通过使用焊胎治具制造的三驱动架,极大的保证了生产质量提高生产效率,降低操作人员工作强度。
3.因此,需本领域的工程技术人员开发一种三驱动焊胎来保证生产质量,提高生产效率。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种结构简单,使用方便,生产效率高,加工精度有保障,可靠性高的三驱动架焊胎治具。
5.为了解决上述技术问题,本实用新型的技术方案为:
6.一种三驱动架焊胎治具,包括:座体、第一定位柱、第二定位柱、顶丝座、限位板,所述座体为矩形框体结构,所述第一定位柱、第二定位柱、顶丝座、限位板均竖直设置在所述座体的上部,所述限位板为两个,两个所述限位板对称设置在所述座体的一侧,两个所述限位板的顶部嵌入设有方形限位卡槽,所述第一定位柱为多个,多个所述第一定位柱的顶端一体设有固定套,多个所述第一定位柱上对应设有定位销,多个所述顶丝座的上部分别设有顶丝组件,所述顶丝组件活动与所述顶丝座旋转连接,所述座体的上部可活动设置三驱动架。
7.上述结构中,所述座体包括上横支架、上竖支架,所述上横支架、上竖支架各为两个,两个所述上横支架、两个所述上竖支架对称设置,两个所述上横支架分别与两个所述上竖支架焊接为一体。
8.上述结构中,两个所述上横支架、两个所述上竖支架水平设置,所述上竖支架的长度大于所述上横支架的长度,两个所述上横支架、两个所述上竖支架均为顶面宽度相同的槽钢制作。
9.上述结构中,所述第二定位柱包括两个左第二定位柱和两个右第二定位柱,两个所述第二左定位柱的上部沿轴线设有圆形限位凸台,两个所述右第二定位柱的顶面凹设有条形限位卡槽,两个左第二定位柱、两个右第二定位柱分别对称设置,两个左第二定位柱、两个右第二定位柱的高度相同。
10.上述结构中,多个所述第一定位柱分别设置在两个所述上竖支架的上部,多个所述第一定位柱分别间隔均匀的设置在两个所述上竖支架上,多个所述第一定位柱的高度相同。
11.上述结构中,还包括耳板,所述耳板为两个,两个所述耳板上贯穿设有圆形通孔,两个所述耳板对称设置,两个所述耳板位于所述座体远离所述限位板的一侧,两个所述耳板与所述座体焊接为一体。
12.上述结构中,所述顶丝组件包括螺杆、压板、顶丝,所述螺杆为阶梯形结构体,所述螺杆的两端分别设有外螺纹,所述压板活动设置在所述螺杆的上部,所述螺杆的两端分别设有多个螺母,所述螺杆与所述顶丝座上设置的内螺纹孔旋转连接。
13.上述结构中,所述第一定位柱、第二定位柱、顶丝座均为圆柱形结构体,所述第一定位柱、第二定位柱、顶丝座分别与所述座体焊接固定,所述第一定位柱包括加强板,所述加强板分别与所述第一定位柱、座体焊接固定。
14.上述结构中,所述固定套与所述第一定位柱上贯穿设有销孔,所述定位销与所述销孔相匹配,所述定位销与所述第一定位柱活动连接。
15.本实用新型的有益效果在于:
16.本实用新型通过限位板、定位柱、定销控制驱动架各部件空间位置,将需要生产的各单件摆放到胎具的固定柱和固定板(支架)上,用螺栓锁紧,能够保证三驱动架各尺寸,可保证品加工一致性,减少产品生产时间,降低了操作人员工作强度,提高了工作效率。本实用新型结构简单,使用方便,且焊胎治具方便产品拆装,降低操作人员工作强度。
附图说明
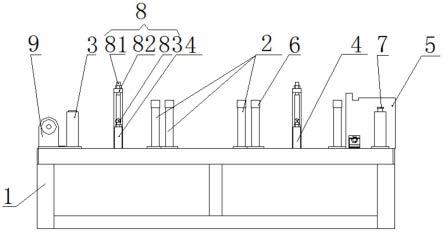
17.图1为本实用新型三驱动架焊胎治具实施例的主视图;
18.图2为本实用新型三驱动架焊胎治具实施例的右视图;
19.图3为本实用新型三驱动架焊胎治具实施例的俯视图。
20.图中,1-座体,11-上横支架,12-上横支架,2-第一定位柱,3-第二定位柱,4-顶丝座,5-限位板,6-固定套,7-定位销,9-耳板,10-螺块。
具体实施方式
21.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
22.如图1-3所示,三驱动架焊胎治具,包括:座体1、第一定位柱2、第二定位柱3、顶丝座4、限位板5,座体1为矩形框体结构,1第一定位柱2、第二定位柱3、顶丝座4、限位板5均竖直设置在座体1的上部,限位板5为两个,两个限位板5对称设置在座体1的一侧,两个限位板5的顶部嵌入设有方形限位卡槽,第一定位柱2为多个,多个第一定位柱2的顶端均一体设有固定套6,多个第一定位柱2上对应设有定位销7,多个顶丝座4的上部分别设有顶丝组件8,顶丝组件8活动与顶丝座4旋转连接,座体1的上部可活动设置三驱动架。
23.具体的,本实施例中,方形限位卡槽的一侧高于另一侧,多个第一定位柱2上活动设有定位销7。
24.本实用新型较佳的实施例中,座体1括上横支架、上竖支架,上横支架、上竖支架各为两个,两个上横支架、两个上竖支架对称设置,两个上横支架分别与两个上竖支架焊接为
一体。
25.具体的,本实施例中,座体1上根据需要设置角钢、螺块10,螺块10上活动设有螺栓,螺块10通过螺栓锁紧放置在座体1上部的槽钢。
26.本实用新型较佳的实施例中,两个上横支架、两个上竖支架水平设置,上竖支架的长度大于上横支架的长度,两个上横支架、两个上竖支架均为顶面宽度相同的槽钢制作。
27.具体的,本实施例中,两个上横支架、两个上竖支架用作三驱动架的固定板,三驱动架通过设置的第一定位柱2、第二定位柱3、顶丝座4、限位板5定位。
28.本实用新型较佳的实施例中,第二定位柱3包括两个左第二定位柱和两个右第二定位柱,两个第二左定位柱的上部沿轴线设有圆形限位凸台,两个右第二定位柱的顶面凹设有条形限位卡槽,两个左第二定位柱、两个右第二定位柱分别对称设置,两个左第二定位柱、两个右第二定位柱的高度相同。
29.具体的,本实施例中,两个左第二定位柱和两个右第二定位柱的结构相同,直径、高度均相同
30.本实用新型较佳的实施例中,多个第一定位柱2分别设置在两个上竖支架的上部,多个第一定位柱2分别间隔均匀的设置在两个上竖支架上,多个第一定位柱2的高度相同。
31.具体的,本实施例中,多个第一定位柱2的规格相同,具体位置要求可根据三驱动架的规格设置,与三驱动架上的定位孔相对应。
32.本实用新型较佳的实施例中,还包括耳板9,耳板9为两个,两个耳板9上贯穿设有圆形通孔,两个耳板9对称设置,两个耳板9位于座体1远离限位板5的一侧,两个耳板9与座体1焊接为一体。
33.具体的,本实施例中,两个耳板9上可根据需要安设转轴。
34.本实用新型较佳的实施例中,顶丝组件8包括螺杆81、压板82、顶丝83,螺杆81为阶梯形结构体,螺杆81的两端分别设有外螺纹,压板82活动设置在螺杆81的上部,螺杆81的两端分别设有多个螺母,螺杆与顶丝座4上设置的内螺纹孔旋转连接。
35.具体的,本实施例中,螺杆81与顶丝座的内螺纹相匹配。
36.本实用新型较佳的实施例中,第一定位柱2、第二定位柱3、顶丝座4均为圆柱形结构体,第一定位柱2、第二定位柱3、顶丝座4分别与座体1焊接固定,第一定位柱2包括加强板,加强板分别与第一定位柱2、座体1焊接固定。
37.具体的,本实施例中,第二定位柱3、顶丝座4为圆柱形结构体,第一定位柱2可根据实际需要增设加强板。
38.本实用新型较佳的实施例中,固定套与第一定位柱1上贯穿设有销孔,定位销7与销孔相匹配,定位销7与第一定位柱2活动连接。
39.具体的,本实施例中,固定套6与第一定位柱1均为圆柱形结构体,固定套6的直径大于第一定位柱1的直径,固定套6与第一定位柱1为一体设置。
40.具体的,本实用新型的工作原理:
41.三驱动架由下梁、立梁、驱动板连接块、上梁、方钢管组成。其中驱动板连接块在一个平面内,尺寸多样,立梁上耳板连接孔要求同轴。将三驱动架放置在焊胎治具,焊胎治具四角的定位销固定下梁、立梁拧紧两侧螺栓固定,左端限位板定位驱动架上板,中间定位柱固定驱动架连接板。将需要生产的各单件摆放到胎具的固定柱和固定板上,用螺栓锁紧,然
后加工。本实用新型能够保证三驱动架各尺寸,保证产品加工一致性及提高产品生产效率。
42.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1