高速钻头的制作方法
1.本实用新型涉及钻孔设备领域,具体是指高速钻头。
背景技术:
2.钻头是用以在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
3.建造工程中,钻头是一种常用工具,使用者可以通过电力驱动马达运作,促使钻头快速旋转,进行打孔,以便后续进行其他操作。在这过程中,孔洞深度是一重要参数,需根据具体需求具体调节。
4.合金钻头是钻孔常用的刀具,钻头在钻孔时,主要通过刀头主体顶端合金刃口对工件进行切削,通过排料槽将碎屑排出,普通常规产品均为全硬质合金材质加工制造,其使用寿命不长,而且无法二次维修。同时,在打孔过程中,容易在孔的边缘形成缺口,孔的内壁表面粗糙度不一致,对孔的整体质量存在一定的影响。
5.此外,在加工过程中由于刀具吃的是满刀,零件加工过程中刀具受力较大,切削震动明显,造成零件加工面出现大量弹刀纹,弹刀纹呈条装分布在零件表面上,严重影响零件表面质量,且弹刀纹严重时会零件过切。
6.因此,需要研发一种使用寿命长且能够避免钻孔过程中产生缺口的钻头,来满足现代工程中的需求。
技术实现要素:
7.本实用新型目的在于提供高速钻头,用于避免在孔的边缘形成缺口。
8.本实用新型通过下述技术方案实现:
9.高速钻头,包括固定座,所述固定座上设置有钻柄,所述钻柄上设置有钻头,所述钻头包括用于预切、定圆的第一切削刃和用于扩孔、切削的第二切削刃,所述第一切削刃的尖端倒有圆角或为锐角,且所述第一切削刃的上部向外倾斜,所述第一切削刃的材料为人造金刚石,所述第二切削刃的材料为硬质合金。现有技术中,更加锋利的切削刃在工作过程中容易使得钻孔处产生缺口、产生偏移。对此,通过倒圆角的方式将原有的点接触改进为线接触,通过倒出的圆角对工件进行定圆作业,避免了原有锋利切削刃在钻孔过程中对孔的边缘造成的缺口现象;避免了点接触使得开出的孔发生偏移,从而避免了在孔的边缘形成缺口。
10.进一步地,所述钻柄内靠近所述钻头的一侧开设有减振腔,所述减振腔内设置有用于稳定的减振件。需要说明的是,减振件有助于减小机械结构的共振振幅;有助于降低结构传动振动的能力;还有助于减少机械振动所产生的声辐射,降低机械性噪声。
11.进一步地,所述减振件包括两个减振环、配重环以及减振杆,两个所述减振环套设在所述减振杆的两端,所述配重环套设在所述减振杆的中部。当刀具本体在旋转过程中即将产生跳动的趋势时,配重环与减振环的配合使用能够针对这一趋势进行合理纠正及平
衡。
12.进一步地,所述减振环包括减振外环与减振内环,所述减振内环的外周面开设有螺纹槽,所述减振外环通过所述螺纹槽与所述减振内环配合,所述配重环的两端与所述减振内环的端部螺纹连接,所述配重环的内部设置有若干配重块,所述配重块与所述减振杆的外周面贴合。经由钻头转动时产生的离心力进行驱动,不会存在减振环的输出转矩同时为零的情况,在此转矩的作用下,减振环的运动间隙极小,由此,其减振消能效力的到明显提升。
13.进一步地,所述减振杆的横截面为形状为莱洛三角形。需要说明的是,莱洛三角形在任何方向上都有相同的宽度,相较于圆形截面而言不仅能够节省更多的材料,而且在转动时更加稳定,同等条件下的莱洛三角形减振杆的转速明显大于圆形截面减振杆,其减振消能效力更大。
14.作为优选,所述减振腔内填充有阻尼液。当钻头旋转时,钻柄内部的平衡杆随之发生转动,从而起到减振消能的作用,辅助提高了刀具的稳定性,阻尼液能够作为平衡杆的缓冲。
15.作为优选,所述第一切削刃的主切削面包括预切面与退刀面,所述预切面的倾斜角度为50
°
~55
°
。钻头的倒锥形能够便于退刀,经过实际测试,同时还能够大幅度减少开孔时的摩擦力。
16.现有技术中,使用的常规产品均为全硬质合金材质加工制造,这种全硬质合金材质的钻头使用寿命不长,其中,当全硬质合金材质的刀头主体因发生崩刃或破损而失效后,无法对其进行修磨。且硬质合金材质的使用成本较高,钻头失效后无法修磨使得整个的成本上升,十分不利于日常的工业生产。
17.本实用新型与现有技术相比,具有如下的优点和有益效果:
18.1、本实用新型通过人造金刚石材料的第一切削刃以及硬质合金的第二切削刃进行持续切削,完全区别于现有技术中的全硬质合金钻头或全人造金刚石刀具,不仅耐磨度很高,使用寿命至少是市售合金钻头的50倍,而且本实用新型的钻头在100转至24000转的速度作业下均可以任意切换,此外,这种钻孔过程在人造金刚石与硬质合金的共同作用下使得加工出来的孔表面整齐光滑,不会在孔的边缘出现缺口现象;
19.2、本实用新型通过在钻柄内部设置减振件,使得刀具在高速旋转时更加稳定;
20.3、对于传统的硬质合金钻头往往无法二次维修,本实用新型能够进行数次的重复维修,响应了国家倡导的节能环保理念。
附图说明
21.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
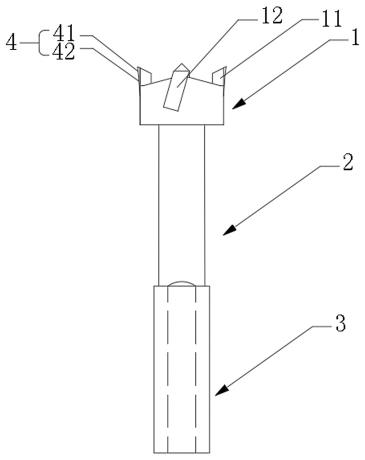
22.图1为本实用新型的结构示意图;
23.图2为本实用新型刀柄的结构示意图;
24.图3为图2中a的放大结构示意图。
25.附图中标记及对应的零部件名称:
26.1-钻头,11-第一切削刃,12-第二切削刃,2-钻柄,21-减振腔,22-减振件,221-减
振环,2211-减振内环,2212-减振外环,222-配重环,223-减振杆,224-配重块,3-固定座,4-主切削面,41-预切面,42-退刀面。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定,需要说明的是,本实用新型已经处于实际研发使用阶段。
28.实施例1:
29.如附图1所示,高速钻头,包括固定座3,所述固定座3上设置有钻柄2,所述钻柄2上设置有钻头1,所述钻头1包括用于预切、定圆的第一切削刃11和用于扩孔、切削的第二切削刃12,所述第一切削刃11的尖端倒有圆角或为锐角,且所述第一切削刃11的上部向外倾斜,所述第一切削刃11的材料为人造金刚石,所述第二切削刃12的材料为硬质合金。所述第一切削刃11的主切削面4包括预切面41与退刀面42,所述预切面41的倾斜角度为50
°
~55
°
。
30.需要说明的是,现有技术中,钻头1在钻孔时,主要是通过钻头1顶端的切削刃对工件进行切削,并且把切削刃的锋利度作为刀头主体切削效力的标准判定,但是申请人在日常工作中发现,愈加锋利的切削刃在工作过程中更容易使得尖部钝化导致钻孔处产生缺口。对此申请人进行了深入的研究,经过长时间的研究与探索并结合现有技术,在钻头1上设置有用于预先切割的第一切削刃11,且所述第一切削刃11的一端设置有圆角,所述第一切削上的圆角在使用过程中对孔径进行定圆,且避免了原有锋利切削刃在钻孔过程中急速钝化对孔的边缘造成的缺口现象,同时,改进后的钻头1对原有的开孔效力无明显影响。开孔过程往往为切削刃与工件接触部分的持续切削过程,这对于钻孔表面的粗糙度有一定的影响,且持续的工作过程容易对钻头1造成一定的损伤,不利于维护保养。通过倒圆角的方式将原有的点接触改进为线接触,通过倒出的圆角对工件进行定圆作业,避免了原有锋利切削刃在钻孔过程中对孔的边缘造成的缺口现象;避免了点接触使得开出的孔发生偏移,从而避免了在孔的边缘形成缺口。当第一切削刃11的尖端为锐角时,用于切削人造木质板材。
31.针对上述情况,申请人在进一步地研究过程中发现将切削刃进行明确定位分工更加有利于提高钻头1的使用寿命。即将切削刃分为第一切削刃11与第二切削刃12,所述第一切削刃11用于对材料表面进行预先切割,预先切割出一个小槽,然后再由第二切削刃12进行切削,从而能够达到长时间加工出来的孔表面整齐光滑,且不会出现孔的边缘出现缺口现象。
32.且在本实施例中,对于上述结构的又一个较佳的具体实施方式为:所述钻头1的上端面开设有槽口(图中未示出),且所述第一切削刃11内嵌在所述槽口内,并且具体的连接方式为焊接,所述第一切削刃11的数量为两个或多个(根据加工要求而定),且钻柄2的轴线周向设置,所述第一切削刃11的圆角开设在主切削刃的尖端部分,且第一切削面的主切削面4倾斜设置。具体为,主切削刃整体呈倒锥形,便于退刀与减少摩擦力。
33.实施例2:
34.本实施例仅记述区别于实施例1的部分,具体为:所述钻柄2内靠近所述钻头1的一
侧开设有减振腔21,所述减振腔21内设置有用于稳定的减振件22。所述减振件22包括两个减振环221、配重环222以及减振杆223,两个所述减振环221套设在所述减振杆223的两端,所述配重环222套设在所述减振杆223的中部。所述减振环221包括减振外环2212与减振内环2211,所述减振内环2211的外周面开设有螺纹槽,所述减振外环2212通过所述螺纹槽与所述减振内环2211配合,所述配重环222的两端与所述减振内环2211的端部螺纹连接,所述配重环222的内部设置有若干配重块224,所述配重块224与所述减振杆223的外周面贴合。所述减振杆223的横截面为形状为莱洛三角形。所述减振腔21内填充有阻尼液。对于阻尼液,优选的为硅油。
35.如图2至图3所示,对于减振件22的工作原理,需要说明的是,减振件22有助于减小机械结构的共振振幅;有助于降低结构传动振动的能力;还有助于减少机械振动所产生的声辐射,降低机械性噪声。具体需要说明的是,在本技术中,钻柄2的内部开设有减振腔21,减振腔21内设置有减振件22,在刀具高速旋转时,减振件22随刀具发生转动,从而使其产生滞回变形,进而吸收刀具高速旋转跳动产生的能量,最终实现消能减振的目的,有助于提高刀具的动态稳定性。对于减振杆223,减振杆223的横截面形状为莱洛三角形,莱洛三角形在任何方向上都有相同的宽度,相较于圆形截面而言不仅能够节省更多的材料,而且在转动时更加稳定,同等条件下的莱洛三角形减振杆223的转速明显大于圆形截面减振杆223,其减振消能效力更大。对于减振环221,减振环221包括减振外环2212与减振内环2211,减振内环2211的外周面开设有螺纹槽,减振外环2212通过螺纹槽与减振内环2211配合,在此减振环221系统内,减振外环2212与减振内环2211以螺纹槽的方式配合在一起,使得二者的贴合面积更大,在高速旋转的过程中,减振外环2212与减振内环2211同时发生着摩擦、扭转、以及剪切性滞回变形,所能够吸收的能量更大,从而对刀具本体的消能减振效力更佳。对于配重环222,配重环222套设在减振杆223的中部,配重环222的两端与减振内环2211的端部螺纹连接,配重环222的内部设置有若干配重块224,配重块224与减振杆223的外周面贴合。还需要说明的是,当刀具本体在旋转过程中即将产生跳动的趋势时,配重环222与减振环221的配合使用能够针对这一趋势进行合理纠正及平衡。再进一步地,就减振外环2212与减振内环2211的配合而言,可以视为减振外环2212与减振内环2211的相互啮合,并经由刀具本体转动时产生的离心力进行驱动,不会存在减振环221的输出转矩同时为零的情况,在此转矩的作用下,减振环221的运动间隙极小,在此基础上,其减振消能效力的到明显提升。基于上述工作过程,钻柄2的转动更加稳定,从而避免了在孔的边缘形成缺口,并且成孔更加精确。
36.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1