一种蓄电池铸焊装置的制作方法
1.本实用新型涉及蓄电池铸焊技术领域,具体为一种蓄电池铸焊装置。
背景技术:
2.蓄电池铸焊机,又称为蓄电池铸焊设备、电瓶铸焊机、电瓶铸焊设备,主要用于蓄电池或电瓶组装生产用极板焊接,蓄电池熔铅炉也成为蓄电池电铅锅,用于融化各种铅条,焊接极板使用铅液,相对于氧气乙炔熔铅焊接更节省成本和原材料,蓄电池熔铅炉工作电源电压220v,可用于生产各种蓄电池生产组装;
3.如中国专利cn212664876u所公开一种蓄电池铸焊装置,该装置在入料箱侧壁固定安装有入料门,打开入料门,将待铸焊蓄电池放到送料板上端,关闭入料门,第一气缸输出端伸长,送料板上移至方形孔内,第二气缸输出端伸长,带动下方的铸焊模具下移至接触到蓄电池,开始对蓄电池进行铸焊操作,操作完毕后打开冷风机对蓄电池进行冷却降温,降温完毕后第一气缸收缩,蓄电池进入入料箱,经过换气机构进行换气后打开入料门即可取出铸焊好的蓄电池,不需要近距离的接触铸焊机构,解决了传统蓄电池铸焊装置操作失误易造成人身伤害的问题;
4.但该专利中存在一定的缺陷,该装置中的送料板的位置是固定大小,但是对于不同的蓄电池,其表面的尺寸是一样的,当蓄电池底部的储存大于送料板的时候,工作过程中,可能就会导致蓄电池发生晃动的情况,进而导致蓄电池铸焊不完全的情况。
技术实现要素:
5.本实用新型的目的在于提供了一种蓄电池铸焊装置,达到解决上述背景技术中提出问题的目的。
6.为实现上述目的,本实用新型提供如下技术方案:一种蓄电池铸焊装置,包括:基座;
7.固定安装在所述基座底部的垫板;
8.固定安装在所述基座顶部的箱体;
9.活动安装在所述箱体表面的活动门;
10.以及设置在所述箱体内侧底部位置的调节机构;所述箱体的底部设置有调节组件,所述箱体的内壁中心轴位置设置有稳定组件,所述箱体内壁顶部设置有工作组件。
11.优选的,所述调节组件包括固定安装在箱体的内侧底部的伸缩缸,所述伸缩缸的输出端安装有调节块,所述调节块的顶部固定安装有矩形板,所述矩形板的底部开设有通孔,所述通孔的内壁滑动安装有定位插块,所述矩形板的内壁滑动安装有滑板,所述滑板的数量有两个,两个所述滑板以矩形板中心轴位置对称设置,所述滑板的表面开设有定位孔,所述滑板的上表面固定安装有连接板,所述连接板的上表面固定安装有限位板,根据蓄电池的尺寸对矩形板的位置进行调节的目的。
12.优选的,所述工作组件包括固定安装在所述箱体内侧顶部的气缸,所述气缸的输
出端安装有伸缩杆,所述伸缩杆的底部固定安装有熔铅炉,所述熔铅炉的底部固定安装有输铅管,通过输铅管将熔铅炉内部的铅灌注到蓄电池的内部。
13.优选的,所述稳定组件包括固定安装所述箱体内壁的框架板,所述框架板的上表面固定安装有立柱,所述立柱的数量有四个,四个所述立柱的表面滑动安装有套接块,所述套接块的侧壁固定安装有移动杆,所述移动杆的另一端顶部固定安装有长杆,所述长杆的顶部固定安装有上模板,所述上模板的底部固定安装有磨具座,套接块在立柱的内壁进行滑动,有效的增加装置整体的稳定性。
14.优选的,所述箱体的表面通过合页与活动门的一侧铰接连接,所述箱体的侧固定安装有操控块,所述操控块的输出端通过导线与内部电器元件相连接,通过操控块就可以对内部的电器元件进行开启和关闭。
15.优选的,所述定位孔的内壁直径与通孔的内壁直径相同,所述定位插块的外壁直径与通孔的内壁直径相同,所述定位插块的顶部固定安装有磁铁块,通过磁铁块和铁块相互之间的作用,促使定位插块的位置进行固定的目的。
16.优选的,所述垫板的数量有四个,四个所述垫板的形状大小均相等,所述垫板的顶部固定安装在基座的底部四角位置,通过垫板对装置整体的位置进行固定的作用。
17.本实用新型提供了一种蓄电池铸焊装置。具备以下有益效果:
18.(1)、本实用新型通过拉动限位板的位置,限位板就会在矩形板的内部进行滑动,就可以直接对定位插块进插入,定位插块的顶部就会通过通孔进入到定位孔的内部,定位插块的顶部通过磁铁块和矩形板的内壁进行磁吸,随后就可以直接对连接板和限位板的位置进行固定,有效的根据蓄电池的尺寸对矩形板进行调节的目的,解决了现有技术中的送料板的位置是固定大小,但是对于不同的蓄电池,其表面的尺寸是一样的,当蓄电池底部的储存大于送料板的时候,工作过程中,可能就会导致蓄电池发生晃动的情况,进而导致蓄电池铸焊不完全的问题。
19.(2)、本实用新型通过气缸通过输出端的伸缩杆带动底部的熔铅炉和上模板的位置进行下降,移动杆和长杆会带动套接块的位置进行移动,促使套接块在立柱的内部进行滑动,上模板只会上下位置进行移动,提高装置整体的稳定性能。
附图说明
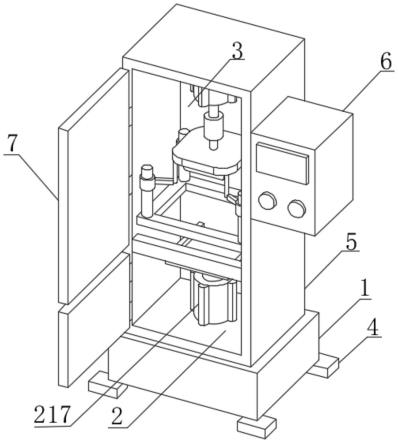
20.图1为本实用新型一种蓄电池铸焊装置整体结构机构示意图;
21.图2为本实用新型一种蓄电池铸焊装置工作组件和稳定组件的结构示意图;
22.图3为本实用新型一种蓄电池铸焊装置调节组件的结构示意图;
23.图4为本实用新型一种蓄电池铸焊装置图3中a的局部放大图。
24.图中:1基座、2调节机构、21调节组件、211限位板、212连接板、213通孔、214定位孔、215滑板、216定位插块、217伸缩缸、218矩形板、3加工机构、31工作组件、311气缸、312伸缩杆、313熔铅炉、314输铅管、41稳定组件、411上模板、412长杆、413套接块、414立柱、415框架板、416磨具座、417移动杆、4垫板、5箱体、6操控块、7活动门。
具体实施方式
25.如图1-4所示,本实用新型提供一种技术方案:一种蓄电池铸焊装置,包括基座1;
26.固定安装在基座1底部的垫板4,垫板4的数量有四个,四个垫板4的形状大小均相等,垫板4的顶部固定安装在基座1的底部四角位置;
27.固定安装在基座1顶部的箱体5,箱体5的表面通过合页与活动门7的一侧铰接连接,箱体5的侧固定安装有操控块6,操控块6的输出端通过导线与内部电器元件相连接;
28.活动安装在箱体5表面的活动门7;
29.以及设置在箱体5内侧底部位置的调节机构2;
30.箱体5的底部设置有调节组件21,调节组件21包括固定安装在箱体5的内侧底部的伸缩缸217,伸缩缸217的输出端安装有调节块,调节块的顶部固定安装有矩形板218,矩形板218的底部开设有通孔213,通孔213的内壁滑动安装有定位插块216,矩形板218的内壁滑动安装有滑板215,滑板215的数量有两个,两个滑板215以矩形板218中心轴位置对称设置,矩形板218的内壁固定安装有铁块,铁块位于定位插块216的正上方位置,滑板215的表面开设有定位孔214,滑板215的上表面固定安装有连接板212,连接板212的上表面固定安装有限位板211,定位孔214的内壁直径与通孔213的内壁直径相同,定位插块216的外壁直径与通孔213的内壁直径相同,定位插块216的顶部固定安装有磁铁块,通过拉动限位板211的位置,限位板211就会在矩形板218的内部进行滑动,就可以直接对定位插块216进插入,定位插块216的顶部就会通过通孔213进入到定位孔214的内部,定位插块216的顶部通过磁铁块和矩形板218的内壁进行磁吸,随后就可以直接对连接板218和限位板211的位置进行固定,有效的根据蓄电池的尺寸对矩形板218进行调节的目的,解决了现有技术中的送料板的位置是固定大小,但是对于不同的蓄电池,其表面的尺寸是一样的,当蓄电池底部的储存大于送料板的时候,工作过程中,可能就会导致蓄电池发生晃动的情况,进而导致蓄电池铸焊不完全的问题;
31.箱体5的内壁中心轴位置设置有稳定组件41,稳定组件41包括固定安装箱体5内壁的框架板415,框架板415的上表面固定安装有立柱414,立柱414的数量有四个,四个立柱414的表面滑动安装有套接块413,套接块413的侧壁固定安装有移动杆417,移动杆417的另一端顶部固定安装有长杆412,长杆412的顶部固定安装有上模板411,上模板411的底部固定安装有磨具座416,通过气缸311通过输出端的伸缩杆312带动底部的熔铅炉313和上模板411的位置进行下降,移动杆417和长杆412会带动套接块413的位置进行移动,促使套接块413在立柱414的内部进行滑动,上模板411只会上下位置进行移动,提高装置整体的稳定性能;
32.箱体5内壁顶部设置有工作组件31,工作组件31包括固定安装在箱体5内侧顶部的气缸311,气缸311的输出端安装有伸缩杆312,伸缩杆312的底部固定安装有熔铅炉313,熔铅炉313的底部固定安装有输铅管314。
33.工作原理:装置在进行使用的时候,将装置整体接通外接电源,随后就可以根据蓄电池的尺寸对矩形板218进行调节,调节的过程中,就可以直接拉动限位板211的位置,限位板211就会在矩形板218的内部进行滑动,滑动到合适位置之后,就可以直接对定位插块216进插入,定位插块216的顶部就会通过通孔213进入到定位孔214的内部,随后就可以直接对连接板218和限位板211的位置进行固定,随后就可以将需要进行加工的蓄电池安装到矩形板218的上表面,通过操控块6开启伸缩缸217,伸缩缸217带动顶部的蓄电池进行上升,移动到合适位置之后,就可以直接对气缸311进行开启,气缸311通过输出端的伸缩杆312带动底
部的熔铅炉313和上模板411的位置进行下降,在移动杆417和长杆412的作用下,促使套接块413在立柱414的内部进行滑动,通过上模板411底部的磨具座416对电池进行工作,熔铅炉303内部的铅会通过输铅管314对蓄电池进行工作,完成之后就可以通过伸缩缸217调节蓄电池的位置,对蓄电池进行取出,装置完成工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1