新能源汽车PTC发热芯铝管组件伺服自动压合设备的制作方法
新能源汽车ptc发热芯铝管组件伺服自动压合设备
技术领域
1.本实用新型涉及新能源汽车部件生产装备技术领域,尤其涉及一种新能源汽车ptc发热芯铝管组件伺服自动压合设备。
背景技术:
2.新能源汽车中需要采用ptc加热器作为空调等热源,ptc加热器是一种高效的加热器,其热导性好、温度均匀,具有长寿命、机械性能强、耐腐蚀等优点。随着新能源汽车市场的不断发展,ptc加热器使用量越来越大,制造工厂需要不断采用自动化设备提高生产效率,提高生产产能。
3.在ptc加热器生产制造过程中,通常是由人工将发热芯组件套入铝管中组成ptc发热芯铝管组件5(参见附图1-3中所示),ptc发热芯铝管组件5装配好后需要批量输送到自动压合设备中进行压合,避免发热芯组件从铝管中松脱。现有技术中通常采用半自动的压力机进行压合,压合过程需要人工在压力机模具中取放ptc发热芯铝管组件5,人工取放ptc发热芯铝管组件5生产效率较低,而且存在一定的操作风险,需要设计专用的自动压合设备进行自动上料及压合,才能进一步满足生产需求。
技术实现要素:
4.为了解决上述问题,本实用新型的目的在于提供一种新能源汽车ptc发热芯铝管组件伺服自动压合设备,能够在压合过程中将倍速链输送线随行载具中的ptc发热芯铝管组件自动吸取到压力机模具中,压好后再自动搬运输送回倍速链输送线随行载具上,吸取搬运操作稳定顺畅,能够可靠自动运行。
5.为实现上述目的,本实用新型采用以下技术方案:
6.新能源汽车ptc发热芯铝管组件伺服自动压合设备,包括伺服压力机、压合输送平台和旋转搬运机构,输送伺服压力机设于倍速链输送线一侧,所述旋转搬运机构设于所述倍速链输送线上,所述旋转搬运机构中设有水平旋转机构、升降吸盘机构和安装支架,所述升降吸盘机构用于将倍速链输送线随行载具上的发热芯铝管组件吸取搬运到所述压合输送平台中的定位模具中,所述压合输送平台用于将其上的定位模具及发热芯铝管组件推送到所述伺服压力机中进行压合,然后再将压合后的产品输送回倍速链输送线随行载具上。
7.进一步的,所述水平旋转机构包括伺服电动旋转台和旋转摆臂,所述伺服电动旋转台设于所述安装支架上,所述伺服电动旋转台带动所述旋转摆臂180度水平转动。
8.进一步的,所述升降吸盘机构包括升降气缸、吸盘支架和两排吸盘组件,所述升降气缸安装在所述旋转摆臂上,所述吸盘支架设于所述升降气缸上,两排所述吸盘组件安装在所述吸盘支架上,每两个所述吸盘组件对应吸取一个发热芯铝管组件。
9.进一步的,所述压合输送平台包括移动平板、两个导轨组件和推拉气缸,所述移动平板设于两个所述导轨组件上,所述移动平板通过连接件与所述推拉气缸相连,所述推拉气缸推动所述移动平板往复移动,所述定位模具设于所述移动平板上。
10.进一步的,所述压合输送平台上方设于辅助校正机构,辅助校正机构中设有校正上下气缸和校正夹爪,所述校正夹爪用于夹持校正所述定位模具中放置的发热芯铝管组件位置。
11.进一步的,所述伺服压力机为压合力可调的伺服电机驱动压力机。
12.所述旋转搬运机构下方的所述倍速链输送线上设有辅助顶升机构用于将倍速链输送线上的随行载具托起。
13.本实用新型具有如下有益效果:
14.1、本实用新型通过设置与伺服压力机专门配套的压合输送平台和旋转搬运机构,能够在压合过程中将倍速链输送线随行载具中的ptc发热芯铝管组件自动吸取到压力机模具中,伺服压力机能够根据设置的参数对发热芯铝管组件进行压合,压合好后再自动搬运输送回倍速链输送线随行载具上,吸取搬运操作稳定顺畅,能够可靠自动运行。
15.2、本实用新型旋转搬运机构中设置水平旋转机构和升降吸盘机构,压合输送平台中设置推拉气缸驱动是移动平板,通过旋转搬运机构和压合输送平台的组合运动,能够连续不断将倍速链输送线随行载具上的产品输送到伺服压力机中进行压合,然后再将压合后的产品输送回倍速链输送线随行载具上,整个压合过程自动运行,生产效率高。
16.3、本实用新型在伺服压力机前侧的压合输送平台上方设置辅助校正机构,利用辅助校正机构对压合前的发热芯铝管组件位置进行校正,避免出现歪斜后压合不良。
附图说明
17.图1为本实用新型新能源汽车ptc发热芯铝管组件伺服自动压合设备的主视示意图;
18.图2为本实用新型新能源汽车ptc发热芯铝管组件伺服自动压合设备的俯视示意图;
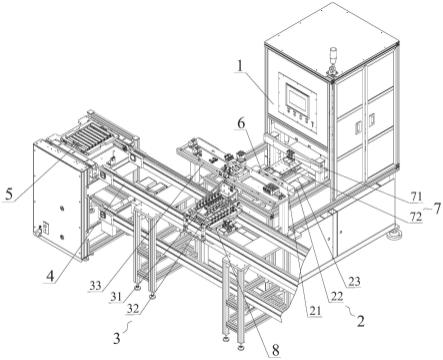
19.图3为本实用新型新能源汽车ptc发热芯铝管组件伺服自动压合设备的立体示意图;
20.图4为本实用新型旋转搬运机构的立体示意图。
21.附图标记说明:
22.1、伺服压力机;2、压合输送平台;21、移动平板;22、导轨组件;23、推拉气缸;3、旋转搬运机构;31、水平旋转机构;311、伺服电动旋转台;312、旋转摆臂;32、升降吸盘机构;321、升降气缸;322、吸盘支架;323、吸盘组件;33、安装支架;4、倍速链输送线;5、发热芯铝管组件;6、定位模具;7、辅助校正机构;71、校正上下气缸;72、校正夹爪;8、辅助顶升机构。
具体实施方式
23.以下结合附图和具体实施例对本实用新型做进一步详细说明:
24.参见图1-4所示,新能源汽车ptc发热芯铝管组件伺服自动压合设备,包括伺服压力机1、压合输送平台2和旋转搬运机构3,输送伺服压力机1设于倍速链输送线4一侧,所述伺服压力机1为压合力可调的伺服电机驱动压力机;所述旋转搬运机构3设于所述倍速链输送线4上,所述旋转搬运机构3中设有水平旋转机构31、升降吸盘机构32和安装支架33,所述升降吸盘机构32用于将倍速链输送线4随行载具上的发热芯铝管组件5吸取搬运到所述压
合输送平台2中的定位模具6中,所述旋转搬运机构3下方的所述倍速链输送线4上设有辅助顶升机构8用于将倍速链输送线4上的随行载具先托起便于升降吸盘机构32取放料;所述压合输送平台2用于将其上的定位模具6及发热芯铝管组件5推送到所述伺服压力机1中进行压合,然后再将压合后的产品输送回倍速链输送线4随行载具上。
25.所述水平旋转机构31包括伺服电动旋转台311和旋转摆臂312,所述伺服电动旋转台311设于所述安装支架33上,所述伺服电动旋转台311带动所述旋转摆臂312进行180度水平转动。
26.所述升降吸盘机构32包括升降气缸321、吸盘支架322和两排吸盘组件323,所述升降气缸321安装在所述旋转摆臂312上,所述吸盘支架322设于所述升降气缸321上,两排所述吸盘组件323安装在所述吸盘支架322上,每两个所述吸盘组件323对应吸取一个发热芯铝管组件5。
27.所述压合输送平台2包括移动平板21、两个导轨组件22和推拉气缸23,所述移动平板21设于两个所述导轨组件22上,所述移动平板21通过连接件与所述推拉气缸23相连,所述推拉气缸23推动所述移动平板21往复移动,所述定位模具6设于所述移动平板21上。
28.所述压合输送平台2上方设于辅助校正机构7,辅助校正机构7中设有校正上下气缸71和校正夹爪72,所述校正夹爪72连接有校正驱动气缸,所述校正夹爪72在校正驱动气缸推动下用于夹持校正所述定位模具6中放置的发热芯铝管组件5位置。
29.本实用新型工作时,辅助顶升机构8先将倍速链输送线4上的随行载具先托起(倍速链输送线4上设有预先阻挡定位随行载具的部件),旋转搬运机构3中的升降吸盘机构32从初始位置下降到吸料位置将倍速链输送线4随行载具上的多个发热芯铝管组件5吸起,水平旋转机构31带动升降吸盘机构32水平转动180度,然后再将发热芯铝管组件5放置到压合输送平台2上的定位模具6中,辅助校正机构7对发热芯铝管组件5位置进行校正后,压合输送平台2再将其上的定位模具6及发热芯铝管组件5推送到所述伺服压力机1中进行压合,最后再依序将压合后的产品输送回倍速链输送线4随行载具上。
30.以上所述仅为本实用新型的具体实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1