一种数控冲床自动上下料设备的制作方法
1.本实用新型涉及数控冲床技术领域,具体为一种数控冲床自动上下料设备。
背景技术:
2.数控冲床是数字控制冲床的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件,在数控冲床进行工作时,需要对数控冲床进行自动上下料。
3.例如授权公告号为cn214768452u的一种数控冲床自动上下料设备,包括上料平台、输送平台、冲压平台和下料平台,所述输送平台连接在上料平台的前端右侧,所述上料平台的上表面横向安装有推动液压缸,所述推动液压缸的伸缩端右侧连接推板。虽然能够实现将冲压后的物料推动从冲压平台上移动至收料框架内,不需要人工下料,较为安全,但是在使用时,该设备通过移动推板将数控冲床本体中冲压完毕的零件推落到下料平台当中,完成数控冲床自动下料,而下料平台与数控冲床本体还存在一定的高度,在冲压完毕的零件在掉进下料平台的过程中,冲压完毕的零件的边缘容易出现掉落的痕迹,使冲压完毕的零件发生轻微的变形,影响冲压完毕零件的质量。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在影响冲压完毕零件的质量问题,而提出的一种数控冲床自动上下料设备。
5.为实现上述目的,本实用新型提供如下技术方案:
6.设计一种数控冲床自动上下料设备,包括底板和支柱,所述底板的底部固接有支柱,所述底板的表面安装有数控冲床本体,所述数控冲床本体的外壁固接有挡板,所述数控冲床本体的两端分别开设有进料口和出料口,所述底板的内部安装有传送带,所述底板的底部设有转动机构。
7.优选的,所述转动机构包括电机、往复丝杠和丝杠螺母,所述电机通过电机座固接在底板的底部,所述电机的输出轴固接有往复丝杠,所述往复丝杠通过轴承与一端的支柱转动连接,所述往复丝杠与丝杠螺母螺纹连接,所述丝杠螺母与滑槽滑动连接,所述滑槽开设在底板的内部,所述丝杠螺母的端部固接有齿条,所述齿条与一端的支柱滑动连接,所述齿条与齿轮,所述齿轮固接在销轴的外壁上。
8.优选的,所述销轴的外壁固接有曲杆,所述曲杆的端部固接有箱体。
9.优选的,所述销轴与l型杆转动连接,所述l型杆固接在一端支柱的外壁上。
10.优选的,所述底板的表面固接有液压杆,所述液压杆的端部固接有推板。
11.本实用新型提出的一种数控冲床自动上下料设备,有益效果在于:通过转动机构中的电机带动往复丝杠转动从而带动丝杠螺母在滑动中滑动,丝杠螺母带动齿条齿轮转动,齿轮带动销轴转动,销轴带动曲杆转动,曲杆带动箱体转动,当箱体转动到合适的高度,将箱体中冲压完毕的零件移动到一下步骤中,传送带、液压杆和推板组成数控冲床自动上
下料设备,设置让箱体转动,来改变冲压完毕的零件掉落的高度,使冲压完毕的零件在底处掉落到一下步骤中,有效的避免了冲压完毕的零件边缘出现掉落的痕迹,不会发生变形,也不会影响冲压完毕零件的质量。
附图说明
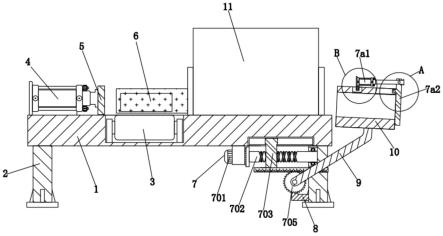
12.图1为本实用新型结构示意图;
13.图2为图1的俯视结构示意图;
14.图3为图1中转动机构的结构示意图;
15.图4为图1中a处放大结构示意图;
16.图5为图1中b处放大结构示意图。
17.图中:1、底板,2、支柱,3、传送带,4、液压杆,5、推板,6、挡板,7、转动机构,701、电机,702、往复丝杠,703、丝杠螺母,704、齿条,705、齿轮,7a1、挡门,7a2、伸缩杆,7s3、连接块,8、l型杆,9、曲杆,10、箱体,11、数控冲床本体。
具体实施方式
18.下面结合附图对本实用新型作进一步说明:
19.实施例1:
20.参照附图1-5:本实施例中,一种数控冲床自动上下料设备,包括底板1和支柱2,底板1的底部固接有支柱2,传送带3、液压杆4和推板组成数控冲床自动上下料设备,底板1的表面安装有数控冲床本体11,数控冲床本体11的外壁固接有挡板6,数控冲床本体11的两端分别开设有进料口和出料口,底板1的内部安装有传送带3,底板1的底部设有转动机构7,转动机构7包括电机901、往复丝杠902和丝杠螺母903,电机901型号根据实际需求选择,满足工作即可,电机901通过电机座固接在底板1的底部,电机901的输出轴固接有往复丝杠902,往复丝杠902通过轴承与一端的支柱2转动连接,往复丝杠902与丝杠螺母903螺纹连接,丝杠螺母903与滑槽滑动连接,电机701带动往复丝杠702转动从而带动丝杠螺母703在滑动中滑动,滑槽开设在底板1的内部,丝杠螺母903的端部固接有齿条904,齿条904与一端的支柱2滑动连接,齿条904与齿轮905相啮合,丝杠螺母703带动齿条704齿轮705转动,齿轮905固接在销轴的外壁上,齿轮705带动销轴转动,销轴的外壁固接有曲杆9,销轴带动曲杆9转动,曲杆9的端部固接有箱体10,曲杆9带动箱体10转动,当箱体10转动到合适的高度,停止电机701,将箱体10中冲压完毕的零件移动到一下步骤中,销轴与l型杆8转动连接,l型杆8固接在一端支柱2的外壁上,底板1的表面固接有液压杆4,液压杆4型号根据实际需求选择,满足工作即可,液压杆4为多级液压杆,将待被冲压的零件放到传送带3上,启动传送带3,传送带3带动待被冲压的零件移动,当待被冲压的零件移动到挡板6的位置时,停止传送带3,启动液压杆4,液压杆4带动挡推板5移动将,传送带3上的待被冲压的零件推进数控冲床本体1中,液压杆4收缩,推板5回到初始位置,启动数控冲床本体1对零件进行冲压,冲压完毕后,再次启动液压杆4,推板5将数控冲床本体1中冲压完毕零件推到箱体10中,液压杆4型号根据实际需求选择,满足工作即可,液压杆4的端部固接有推板5;
21.通过转动机构7中的电机701带动往复丝杠702转动从而带动丝杠螺母703在滑动中滑动,丝杠螺母703带动齿条704齿轮705转动,齿轮705带动销轴转动,销轴带动曲杆9转
动,曲杆9带动箱体10转动,当箱体10转动到合适的高度,将箱体10中冲压完毕的零件移动到一下步骤中,传送带3、液压杆4和推板组成数控冲床自动上下料设备,设置让箱体转动,来改变冲压完毕的零件掉落的高度,使冲压完毕的零件在底处掉落到一下步骤中,有效的避免了冲压完毕的零件边缘出现掉落的痕迹,不会发生变形,也不会影响冲压完毕零件的质量。
22.工作原理:
23.首先将待被冲压的零件放到传送带3上,启动传送带3,传送带3带动待被冲压的零件移动,当待被冲压的零件移动到挡板6的位置时,停止传送带3,启动液压杆4,液压杆4带动挡推板5移动将,传送带3上的待被冲压的零件推进数控冲床本体1中,液压杆4收缩,推板5回到初始位置,启动数控冲床本体1对零件进行冲压,冲压完毕后,再次启动液压杆4,推板5将数控冲床本体1中冲压完毕零件推到箱体10中,启动转动机构7,将箱体10中的零件移动到下一步骤中,挡板5回到初始位置,实现数控冲床自动上下料,传送带3、液压杆4和推板组成数控冲床自动上下料设备,具体的转动过程如下:
24.1.转动过程:
25.电机701接入外接电源,电机701带动往复丝杠702转动从而带动丝杠螺母703在滑动中滑动,丝杠螺母703带动齿条704齿轮705转动,齿轮705带动销轴转动,销轴带动曲杆9转动,曲杆9带动箱体10转动,当箱体10转动到合适的高度,停止电机701,将箱体10中冲压完毕的零件移动到一下步骤中,反方向转动电机701,箱体10回到初始位置。
26.实施例2:
27.参照附图1-5:本实施例中,转动机构7还包括挡门7a1、伸缩杆7a2和连接块7a3,挡门7a1通过销轴与箱体10转动连接,挡门7a1的端部通过销轴与伸缩杆7a2转动连接,伸缩杆7a2的端部固接有连接块7a3,连接块7a3通过销轴与箱体10转动连接,伸缩杆7a2带动挡门7a1转动,伸缩杆7a2带动连接块7a3转动,当箱体10转动到合适位置时,伸缩杆7a2型号根据实际需求选择,满足工作即可,启动伸缩杆7a2,伸缩杆7a2带动挡门7a1转动,伸缩杆7a2带动连接块7a3转动,挡门7a1被打开,箱体10中冲压完毕的零件进入到下一步骤中,伸缩杆7a2伸缩,挡门7a1回到初始位置,停止伸缩杆7a2,进而使在箱体10转动时,避免箱体10中冲压完毕的零件突然掉落出去。
28.工作原理:
29.当箱体10转动到合适位置时,启动伸缩杆7a2,伸缩杆7a2带动挡门7a1转动,伸缩杆7a2带动连接块7a3转动,挡门7a1被打开,箱体10中冲压完毕的零件进入到下一步骤中,伸缩杆7a2伸缩,挡门7a1回到初始位置,停止伸缩杆7a2,进而使在箱体10转动时,避免箱体10中冲压完毕的零件突然掉落出去。
30.虽然本实用新型已通过参考优选的实施例进行了图示和描述,但是,本专业普通技术人员应当了解,在权利要求书的范围内,可作形式和细节上的各种各样变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1