一种液压冲床夹持结构的制作方法
1.本实用新型涉及液压冲床领域,尤其涉及一种液压冲床夹持结构。
背景技术:
2.液压冲床是应用液压缸产生压缩力的冲床,液压冲床是应用帕斯卡原理:封闭系统的压力是定值。液压冲床中有一部分是活塞,有类似泵的作用。其截面积较小,产生较小的力,另一部分是面积较大的活塞,两者压力相同,面积较大的活塞其施力也较大。若泵和冲压的液压缸分开的话,只需要小直径的管连接泵和液压缸,较容易抵抗液体压力。
3.而在液压冲床的使用过程中使用者需要使用夹持结构对在液压冲床的过程过程中对冲压模具进行夹持固定,避免冲压模具在冲压的过程中导致位置发生偏移。
4.但现有的液压冲床夹持结构大多采取台虎钳或者平口钳式的夹持方式,但是在冲床的工作过程中容易造成台虎钳或者平口钳损坏,并且对于圆柱形的工件不能很好的对其进行夹持固定。
5.因此,有必要提供一种液压冲床夹持结构解决上述技术问题。
技术实现要素:
6.本实用新型提供一种液压冲床夹持结构,解决现有的液压冲床夹持结构大多采取台虎钳或者平口钳式的夹持方式,但是在冲床的工作过程中容易造成台虎钳或者平口钳损坏,并且对于圆柱形的工件不能很好的对其进行夹持固定的问题。
7.为解决上述技术问题,本实用新型提供的:一种液压冲床夹持结构,包括第一定位板,所述第一定位板的上表面的两侧均开设有第一调节槽,所述第一定位板的上表面的中间位置且位于两个所述第一调节槽的相对一面开设有螺杆安装槽,所述螺杆安装槽的内部转动安装有第一螺杆,所述第一定位板的上表面通过两个所述第一调节槽滑动安装有第二定位板,所述第二定位板的下表面的两侧均固定有第一定位块,两个所述第一定位块外部尺寸与两个所述第一调节槽的内部尺寸相适配,所述第二定位板的上表面的中间位置开设有圆柱形工件放置槽。
8.优选的,所述圆柱形工件放置槽的内部的中间位置螺纹连接有定位柱,所述第二定位板的内部两侧均螺纹连接有调节螺杆。
9.优选的,两个所述调节螺杆的一侧且位于圆柱形工件放置槽的内部均转动连接有圆弧夹具。
10.优选的,所述第二定位板的上表面的两侧均开设有限位槽,所述第二定位板上表面的两侧通过两个所述限位槽均滑动连接有夹板。
11.优选的,所述夹板外壁的两侧均卡合安装有轴承,所述第二定位板的上表面的四角均固定有定位角铁。
12.优选的,四个所述定位角铁的内部均螺纹连接有夹紧螺杆,四个所述夹紧螺杆通过轴承分别与两个所述夹板的两侧转动连接。
13.与相关技术相比较,本实用新型提供的一种液压冲床夹持结构具有如下有益效果:
14.本实用新型的有益效果为:在对圆柱形的工件进行冲压时将其放置与圆柱形工件放置槽的内部,根据不同内径的圆柱形工件进行更换不同外径的定位柱,将圆柱形工件放置进圆柱形工件放置槽的内部后通过转动两根调节螺杆使得两个圆弧夹具对圆柱形工件进行挤压固定,当圆柱形工件夹持固定后便可以通过冲床对其进行下压工作,在进行加工其他形状例如正方形或者长方形的工件时先在圆柱形工件放置槽的内部放置相同尺寸的填充件,之后在第二定位板的上表面放置工件,工件放置结束后通过转动四根夹紧螺杆进行移动两个夹板的位置对工件进行夹紧,待到工件固定结束后使用者需要对工件的位置进行调节时,只需要进行转动第一螺杆,通过转动第一螺杆可以通过进行调节第二定位板的左右位置方便对工件的位置进行调节。
附图说明
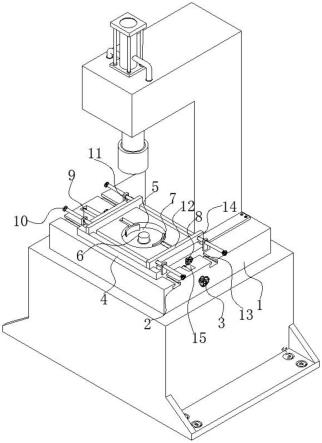
15.图1为本实用新型提供的一种液压冲床夹持结构的一种较佳实施例的结构示意图;
16.图2为图1所示第二定位板上表面结构示意图;
17.图3为图1所示第一定位板与第二定位板连接结构示意图。
18.图中:1、第一定位板;2、第一调节槽;3、第一螺杆;4、第二定位板;5、圆柱形工件放置槽;6、定位柱;7、圆弧夹具;8、调节螺杆;9、定位角铁;10、夹紧螺杆;11、限位槽;12、夹板;13、第一定位块;14、轴承;15、螺杆安装槽。
具体实施方式
19.下面结合附图和实施方式对本实用新型作进一步说明。
20.请结合参阅图1、图2和图3,其中图1为本实用新型提供的一种液压冲床夹持结构的一种较佳实施例的结构示意图;图2为图1所示第二定位板上表面结构示意图;图3为图1所示第一定位板与第二定位板连接结构示意图,一种液压冲床夹持结构,包括第一定位板1,第一定位板1的上表面的两侧均开设有第一调节槽2,第一定位板1的上表面的中间位置且位于两个第一调节槽2的相对一面开设有螺杆安装槽15,螺杆安装槽15的内部转动安装有第一螺杆3,第一定位板1的上表面通过两个第一调节槽2滑动安装有第二定位板4,第二定位板4的下表面的两侧均固定有第一定位块13,两个第一定位块13外部尺寸与两个第一调节槽2的内部尺寸相适配,第二定位板4的上表面的中间位置开设有圆柱形工件放置槽5。
21.圆柱形工件放置槽5的内部的中间位置螺纹连接有定位柱6,第二定位板4的内部两侧均螺纹连接有调节螺杆8。
22.两个调节螺杆8的一侧且位于圆柱形工件放置槽5的内部均转动连接有圆弧夹具7。
23.第二定位板4的上表面的两侧均开设有限位槽11,第二定位板4上表面的两侧通过两个限位槽11均滑动连接有夹板12,在对圆柱形的工件进行冲压时将其放置与圆柱形工件放置槽5的内部,根据不同内径的圆柱形工件进行更换不同外径的定位柱6,将圆柱形工件放置进圆柱形工件放置槽5的内部后通过转动两根调节螺杆8使得两个圆弧夹具7对圆柱形
工件进行挤压固定,当圆柱形工件夹持固定后便可以通过冲床对其进行下压工作。
24.夹板12外壁的两侧均卡合安装有轴承14,第二定位板4的上表面的四角均固定有定位角铁9。
25.四个定位角铁9的内部均螺纹连接有夹紧螺杆10,四个夹紧螺杆10通过轴承14分别与两个夹板12的两侧转动连接,在进行加工其他形状例如正方形或者长方形的工件时先在圆柱形工件放置槽5的内部放置相同尺寸的填充件,之后在第二定位板4的上表面放置工件,工件放置结束后通过转动四根夹紧螺杆10进行移动两个夹板12的位置对工件进行夹紧。
26.本实用新型提供的一种液压冲床夹持结构的工作原理如下;
27.第一步:在对圆柱形的工件进行冲压时将其放置与圆柱形工件放置槽5的内部,根据不同内径的圆柱形工件进行更换不同外径的定位柱6,将圆柱形工件放置进圆柱形工件放置槽5的内部后通过转动两根调节螺杆8使得两个圆弧夹具7对圆柱形工件进行挤压固定,当圆柱形工件夹持固定后便可以通过冲床对其进行下压工作。
28.第二步:在进行加工其他形状例如正方形或者长方形的工件时先在圆柱形工件放置槽5的内部放置相同尺寸的填充件,之后在第二定位板4的上表面放置工件,工件放置结束后通过转动四根夹紧螺杆10进行移动两个夹板12的位置对工件进行夹紧,待到工件固定结束后使用者需要对工件的位置进行调节时,只需要进行转动第一螺杆3,通过转动第一螺杆3可以通过进行调节第二定位板4的左右位置方便对工件的位置进行调节。
29.与相关技术相比较,本实用新型提供的一种液压冲床夹持结构具有如下有益效果:
30.在对圆柱形的工件进行冲压时将其放置与圆柱形工件放置槽5的内部,根据不同内径的圆柱形工件进行更换不同外径的定位柱6,将圆柱形工件放置进圆柱形工件放置槽5的内部后通过转动两根调节螺杆8使得两个圆弧夹具7对圆柱形工件进行挤压固定,当圆柱形工件夹持固定后便可以通过冲床对其进行下压工作,在进行加工其他形状例如正方形或者长方形的工件时先在圆柱形工件放置槽5的内部放置相同尺寸的填充件,之后在第二定位板4的上表面放置工件,工件放置结束后通过转动四根夹紧螺杆10进行移动两个夹板12的位置对工件进行夹紧,待到工件固定结束后使用者需要对工件的位置进行调节时,只需要进行转动第一螺杆3,通过转动第一螺杆3可以通过进行调节第二定位板4的左右位置方便对工件的位置进行调节。
31.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1