用于汽配件通风管套圈的焊接工装的制作方法
1.本实用新型涉及工装设备技术领域,具体涉及一种用于汽配件通风管套圈的焊接工装。
背景技术:
2.随着汽车工业技术水平不断进步,市场上汽车保有量不断增加,对于汽车整车安全性、稳定性和产能提出更高要求。参阅图9,现有一种汽配件套圈,包括前圈、后圈和中部径向内凹的连接部,用于保障汽车发动机机箱内进风管的连接稳定,由于发动机机箱内部的震动明显,薄壁的铸造件抗震效果较差,采用铸造工艺显然不合适,锻造工艺又难以实现,制造成本太高,所以我公司此前设计了连续模钣金翻边的弯折工艺制备套圈,质量和抗震强度均达标,由于是翻边弯折成型的套圈,最后成型件还留有一条缝隙,需要经过焊接来保证连接的可靠性,由于该套筒的结构呈圆柱形,在焊接过程中难以定位,焊接出现偏差将会影响焊缝质量,不合格的套圈装配到汽车上,将会导致车辆行驶过程中发生故障,影响安全驾驶,为此我们需要特别针对这类圆柱形的汽配件设计定位工装,以帮助批量化的套圈焊接缝隙,保证焊接定位准确,提高套圈的焊接合格率。
技术实现要素:
3.本实用新型目的:鉴于背景技术中圆柱形套圈在实施焊接时容易出现翻滚,难以定位,焊接出现偏差将会影响焊缝质量,不合格的套圈装配到汽车上,将会导致车辆行驶过程中发生故障的技术问题,我们设计一种用于汽配件通风管套圈的焊接工装,采用两侧卡块限定套圈的连接部,并借助压块同时按压定位套圈的前圈和后圈,可以同时将前圈的缝隙和后圈的缝隙压紧,再由左右两侧的钳块卡接前圈和后圈,充分保证对套圈全方位地定位装夹,保证焊接过程精确稳定,提高批量化套圈的焊接合格率。
4.为解决上述问题采取的技术方案是:
5.一种用于汽配件通风管套圈的焊接工装,包括对称固定在装夹台上的左侧钳架、右侧钳架、左侧钳块、右侧钳块、支撑底座,以及压块和锁止组件,还包括用于定位套圈两侧连接部的卡块,
6.所述左侧钳架包括底座部和倾斜部,所述底座固连在装夹台上,所述倾斜部正对套圈开设有穿套孔,所述穿套孔内穿套有左侧钳块,所述左侧钳块包括前圈钳口和后圈钳口,以分别正对套圈的前圈和后圈实施卡接,
7.所述右侧钳架亦包括底座部和倾斜部,所述底座固连在装夹台上,所述倾斜部正对套圈开设有穿套孔,所述穿套孔内穿套有右侧钳块,所述右侧钳块包括前圈钳口和后圈钳口,以分别正对套圈的前圈和后圈实施卡接,
8.所述支撑底座上端面中部开设有弧形曲面,以定位放置待焊接的套圈,所述弧形曲面两侧对称开设有定位槽,左右两侧的定位槽内分别放置有卡块,两侧的卡块相对面设置有套圈的连接部的正投影截面形状的仿形曲面,以卡接限位套圈,防止套圈在水平方向
滚动,
9.所述压块穿套在套圈内,下端面设置有弧形凸面,并由锁止组件水平按压在套圈内壁上,给套圈施加压力,促使前圈两侧拼接成的缝隙、后圈两侧拼接成的缝隙均精确定位、紧密贴紧,
10.所述压块后端通过销轴与固定在装夹台上的铰接座铰接,压块前端水平方向穿套配合有锁止杆,所述锁止杆与固定在装夹台上的锁止座卡接锁定。
11.进一步地,所述弧形曲面的截面所在圆的半径尺寸等于套圈的前圈和后圈的外壁截面所在圆的半径尺寸。
12.进一步地,所述前圈钳口的宽度尺寸等于套圈的前圈宽度尺寸,以精确限定套圈轴线位移动作。
13.进一步地,所述前圈钳口卡接在前圈拼接成的缝隙的左右两侧,所述后圈钳口卡接在后圈拼接成的缝隙的左右两侧。
14.进一步地,所述弧形凸面的截面所在圆的半径尺寸等于套圈内壁的截面所在圆的半径尺寸。
15.进一步地,所述锁止座前端设置有卡接凹槽,以配合锁止杆卡接定位锁止。
16.进一步地,所述锁止杆中部由压块内部设置的复位弹簧顶推,以便于按压锁止杆卡接牢靠,或发生弹性形变卸去锁止杆。
17.本实用新型的有益效果是:
18.该用于汽配件通风管套圈的焊接工装采用两侧卡块限定套圈的连接部,并借助压块同时按压定位套圈的前圈和后圈,可以同时将前圈的缝隙和后圈的缝隙压紧,再由左右两侧的钳块卡接前圈和后圈,充分保证对套圈全方位地定位装夹,保证焊接过程精确稳定,提高批量化套圈的焊接合格率。
附图说明
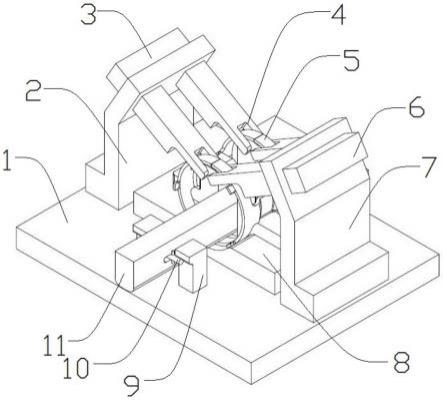
19.图1为本实施例用于汽配件通风管套圈的焊接工装的结构示意图;
20.图2为本实施例用于汽配件通风管套圈的焊接工装的正视图;
21.图3为本实施例用于汽配件通风管套圈的焊接工装的俯视图;
22.图4为本实施例用于汽配件通风管套圈的焊接工装的左视图;
23.图5为本实施例所述卡块的侧俯视图;
24.图6为图5中a处的局部放大图;
25.图7为本实施例所述卡块与套圈卡接的俯视图;
26.图8为图7中b处的局部放大图;
27.图9为本实施例所述套圈的结构示意图;
28.其中,1-装夹台,2-左侧钳架,3-左侧钳块,4-后圈钳口,5-套圈,6-右侧钳块,7-右侧钳架,8-支撑底座,9-锁止座,10-锁止杆,11-压块,12-右侧卡块,13-左侧卡块,14-铰接座,15-前圈钳口,16-销轴,17-卡接凹槽,18-复位弹簧,19-穿套孔,20-缝隙,21-仿形曲面,22-连接部,23-后圈,24-前圈,25-弧形凸面。
具体实施方式
29.下面将结合本实用新型的说明书附图,对本实用新型的技术方案以实施例的方式进行清楚、完整地描述。
30.请参阅图1-8,本实施例提出一种用于汽配件通风管套圈5的焊接工装,包括对称固定在装夹台1上的左侧钳架2、右侧钳架7、左侧钳块3、右侧钳块6、支撑底座8,以及压块11和锁止组件,还包括用于定位套圈5两侧连接部22的卡块。
31.具体地说,参阅图1和图2,所述左侧钳架2包括底座部和倾斜部,所述底座固连在装夹台1上,所述倾斜部正对套圈5开设有穿套孔19,所述穿套孔19内穿套有左侧钳块3,所述左侧钳块3包括前圈钳口15和后圈钳口4,以分别正对套圈5的前圈24和后圈23实施卡接。
32.同理,所述右侧钳架7亦包括底座部和倾斜部,所述底座固连在装夹台1上,所述倾斜部正对套圈5开设有穿套孔19,所述穿套孔19内穿套有右侧钳块6,所述右侧钳块6包括前圈钳口15和后圈钳口4,以分别正对套圈5的前圈24和后圈23实施卡接。
33.参阅图1和图2,所述支撑底座8上端面中部开设有弧形曲面,以定位放置待焊接的套圈5,所述弧形曲面两侧对称开设有定位槽,左右两侧的定位槽内分别放置有卡块,两侧的卡块相对面设置有套圈5的连接部22的正投影截面形状的仿形曲面21,以卡接限位套圈5,防止套圈5在水平方向滚动。
34.参阅图1和图2,所述压块11穿套在套圈5内,下端面设置有弧形凸面25,并由锁止组件水平按压在套圈5内壁上,给套圈5施加压力,促使前圈24两侧拼接成的缝隙20、后圈23两侧拼接成的缝隙20均精确定位、紧密贴紧。
35.参阅图4,所述压块11后端通过销轴16与固定在装夹台1上的铰接座14铰接,压块11前端水平方向穿套配合有锁止杆10,所述锁止杆10与固定在装夹台1上的锁止座9卡接锁定。所述锁止座9前端设置有卡接凹槽17,以配合锁止杆10卡接定位锁止,所述锁止杆10中部由压块11内部设置的复位弹簧18顶推,以便于按压锁止杆10卡接牢靠,或发生弹性形变卸去锁止杆10。
36.进一步的实施方案是,所述弧形曲面的截面所在圆的半径尺寸等于套圈5的前圈24和后圈23的外壁截面所在圆的半径尺寸。
37.进一步的实施方案是,所述前圈钳口15的宽度尺寸等于套圈5的前圈24宽度尺寸,以精确限定套圈5轴线位移动作。
38.进一步的实施方案是,参阅图1,所述前圈钳口15卡接在前圈24拼接成的缝隙20的左右两侧,所述后圈钳口4卡接在后圈23拼接成的缝隙20的左右两侧。
39.进一步的实施方案是,所述弧形凸面的截面所在圆的半径尺寸等于套圈5内壁的截面所在圆的半径尺寸。
40.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1