一种气体保护焊焊枪用水冷枪颈的制作方法
1.本实用新型属于工业机器人焊枪技术领域,具体的说是一种气体保护焊焊枪用水冷枪颈。
背景技术:
2.气体保护焊焊枪是保护气体通过喷嘴在焊接区形成厚而密的气体保护层隔绝空气,同时在电极(钨极或焊丝)与焊件之间引燃电弧,利用电弧热加热被焊金属和填充焊丝熔化,将被焊金属连接在一起,获得牢固的焊接接头;在焊接的过程中会产生大量的热量,若不及时将热量传递走,则焊枪将承受巨大的高温,焊枪在高温下变形,影响焊接,同时也会造成焊枪使用寿命降低。
3.现有的气体保护焊焊枪的冷却形式有气冷和水冷,水冷焊枪的冷却效率比气冷高,因此长时间持续焊接时通常选择水冷焊枪,焊枪的枪颈由于直接与导电咀连接,因此大量的热量传递到枪颈上,枪颈连接着导电咀与导电铜座,若不对枪颈进行扇热,枪颈长时间处于高温状态时,容易发生变形等问题,现有的焊枪使用水冷时,通过沿枪颈的轴线方向开设进水和回水通道,实现对枪颈的冷却,沿轴向方向开设的进水与回水通道(冷却循环通道)与枪颈的接触面有限,容易出现局部温度过高,使其散热效果差。
技术实现要素:
4.为了弥补现有技术的不足,本实用新型提出的一种气体保护焊焊枪用水冷枪颈。本实用新型主要用于解决现有水冷焊枪的枪颈在冷却过程中由于冷却循环通道中冷却液与枪颈的接触面积小而使其冷却效果差的问题。
5.本实用新型解决其技术问题所采用的技术方案是:本实用新型提供了一种气体保护焊焊枪用水冷枪颈,包括导丝管、连接杆、导电咀和保护咀;所述导丝管的一端套设有所述连接杆;所述连接杆一端固定连接所述导电咀;所述导电咀外套设所述保护咀;所述枪颈还包括连接套、导电铜座、管胚和枪颈水冷管;所述连接杆外套设所述连接套;所述保护咀固定连接在所述连接套上;所述导丝管的另一端设置有所述导电铜座;所述导丝管外套设所述管胚;所述管胚一端固定连接在所述导电铜座上;所述管胚的另一端固定连接在所述连接套上;所述连接杆固定连接在所述管胚上;所述管胚上套设有所述枪颈水冷管;所述枪颈水冷管一端连接在所述连接套与所述管胚之间;所述枪颈水冷管的另一端外套设枪颈绝缘套;所述枪颈绝缘套连接在所述导电铜座上;所述枪颈水冷管外套设所述锁紧环;所述锁紧环连接在所述枪颈绝缘套上;所述管胚的外圆柱面上设置有进水螺旋槽和出水螺旋槽;所述进水螺旋槽与所述出水螺旋槽靠近所述连接套一端通过环形连接槽连通;所述导电铜座上设置有进水孔和出水孔;所述进水孔与所述进水螺旋槽连通;所述出水孔与所述出水螺旋槽连通。
6.工作时,焊枪在焊接时会产生大量的热量,枪颈温度过高时,会影响枪颈的使用寿命,现有的焊枪使用水冷时,通过沿枪颈的轴线方向开设进水和回水通道,实现对枪颈的冷
却,沿轴向方向开设的进水与回水通道与枪颈的接触面有限,使其散热效果差;因此本实用新型通过在管胚表面开设进水螺旋槽与出水螺旋槽,并在管胚外套设枪颈水冷管,使得进水螺旋槽与出水螺旋槽形成进水螺旋通道与出水螺旋通道,环形连接槽形成连接通道,进水螺旋通道与出水螺旋通道的一端通过连接通道连通,另一端分别与进水孔和出水孔连通,在使用时,冷却液从进水孔进入依次经过进水螺旋槽、连接通道和出水螺旋槽后从出水孔回流,螺旋状的进水螺旋通道与出水螺旋通道增加了冷却液与枪颈的接触面积,提高了对枪颈散热性,同时螺旋状均匀的分布在管胚上,对管胚的冷却更加均匀,进而防止了枪颈局部局部温度过高,进而避免管胚因局部受热不均而造成管胚变形而影响焊接质量,提高了枪颈的使用寿命;枪颈水冷管通过四氟材质制得,因为四氟材质具有耐高温、抗酸抗碱、以及抗各种有机溶剂等特点,提高了枪颈冷水管的使用寿命,进而提高了枪颈的使用寿命。
7.优选的,所述导丝管与所述管胚之间留有间隙形成保护气通道;所述导丝管位于所述导电铜座一端设置有通气接头;所述通气接头固定连接在所述导丝管上;所述通气接头上沿圆周方向均匀间隔设置通气孔;所述通气孔与所述保护气通道连通。
8.工作时,弧焊焊接时,需要通气体对焊接过程中进行保护,气体一般会被压缩成液态后储存在管内使用,在使用的过程中,液态的气体变成气态需要吸收热量,因此变为气态的气体温度较低,气体通过通气孔进入保护气通道后从连接杆的分气孔排除,在保护咀的阻挡下从导电咀的出丝端排除对焊接进行保护,气体直接从枪颈通过对焊接处进行防护,使得通气结构简单紧凑,便于操作使用,同时温度较低的气体经过保护气通道时与枪颈内壁接触,能够带走管胚上部分热量,进而对枪颈进行保护,同时可以将管胚与导丝管隔离,避免管胚上的热量传递到导丝管上,避免导丝管变形影响导送焊丝。
9.作为本实用新型的第一种优选方案,所述枪颈水冷管与所述管胚之间留有0.2-0.4mm的间隙。
10.工作时,由于进水螺旋通道与出水螺旋通道螺距之间管胚的热量只能通过自身热传递传递到进水螺旋槽与出水螺旋槽表面,然后传递给冷却液,降低了散热效率;因此通过在枪颈水冷管与管胚之间设置间隙,当冷却液从进水孔进入后进水螺旋通道内时,部分冷却液从枪颈水冷管与管胚之间的间隙之间进入螺距之间的管胚表面,形成一层冷却液膜,因为枪颈水冷管与管胚之间的间隙为0.2-0.4mm,间隙量较小,相对冷却液的循环通道阻力大,因此冷却液主要在循环通道(进水孔、进水螺旋通道、连接通道、出水循环通道和出水孔形成的通道)的流动,只有部分从间隙通过,进而在保证了循环冷却的同时,使得胚表面均有冷却液,可以更加均匀的吸收管胚上的热量,增加了对管胚的散热效果,提高了对管胚的散热效率。
11.优选的,所述进水螺旋槽的螺旋槽口进行倒圆角处理。
12.工作时,通过将进水螺旋槽的螺旋槽口进行倒圆角处理,进而通过圆角对进入枪颈水冷管与管胚之间间隙的冷却液进行导向,减小了冷却液进入枪颈水冷管与管胚之间间隙的阻碍,有利于提高冷却液在枪颈水冷管与管胚之间间隙流动速度,进而提高了对进水螺旋槽与出水螺旋槽螺距之间的管胚的散热速度,增加了对管胚的散热效果,提高了对管胚的散热效率,提高了管胚的使用寿命,提高了枪颈的使用寿命。
13.优选的,所述枪颈水冷管内壁上沿圆周方向均匀间隔设置支撑凸起;所述支撑凸起的长度方向与枪颈水冷管轴线平行;所述支撑凸起的高度等于所述枪颈水冷管与管胚之
间的间隙距离。
14.工作时,因为枪颈水冷管是套设在管胚上,并且之间留有间隙,枪颈水冷管具有一定的柔软性,很难保证枪颈水冷管与管胚同轴,进而难以保证间隙的均匀性,进而导致管胚散热均匀性难以得到保证;因此通过在枪颈水冷管内壁上沿圆周方向均匀间隔设置支撑凸起,因为支撑凸起的高度与颈水冷管与管胚之间的间隙距离相等,进而支撑凸起与管胚外壁接触,进而对枪颈水冷管进行支撑,进而使得枪颈水冷管与管胚之间同轴,进而保证了枪颈水冷管与管胚之间间隙的均匀性,进而保证了对管胚进行均匀散热,提高了管胚的使用寿命,提高了枪颈的使用寿命。
15.作为本实用新型的第二种优选方案,所述枪颈水冷管内壁或所述管胚外壁上沿轴线方向上拉削出0.2-0.4mm深的条状凹痕;所述条状凹痕沿圆周方向均匀间隔设置。
16.工作时,通过在枪颈水冷管内壁或管胚外壁上沿轴线方向上拉削出0.2-0.4mm深的条状凹痕(管胚两端由于要与连接套和导电铜座连接,并且需要进行密封,因此管胚表面上的条状凹槽不能拉穿),进入进水螺旋通道的冷却液一部分可以通过条状凹槽流向出水螺旋凹槽,冷却液主要还是通过循环通道循环流动,进而增加了冷却液与管胚之间的面积,进而提高了冷却液对管胚的散热效果,提高了散热效率。
17.优选的,所述管胚内壁沿轴向拉削出0.5-0.8mm沟槽;所述沟槽沿圆周方向均匀间隔设置。
18.工作时,通过在管胚内壁沿轴向拉削出沟槽,增加了气体通过保护气通道时与管胚之间的接触面积,进而提高了对管胚的散热,进而延长了管胚的使用寿命,提高了枪颈的使用寿命;在细长的圆柱面上进行直槽加工,采用拉削的方式进行加工,不仅加工方便,而且一次性成型。
19.优选的,所述导丝管的外壁上螺旋缠绕导流条;所述导流条有四氟材质制得。
20.工作时,通过在导丝管的外壁上缠绕导流槽,进而导丝管穿过管胚内时,导流条与管胚内壁接触,使得保护气通道有直的变为螺旋形的,进而增加了气体在保护气通道内停留的时间,进而增加了气体与管胚内壁接触的时间,进而提高了对管胚的散热效果,进而延长了管胚的使用寿命,提高了枪颈的使用寿命;由于四氟材质具有耐高温等特点,提高了导流条的使用寿命。
21.本实用新型的有益效果如下:
22.1.本实用新型中通过在管胚表面开设进水螺旋槽与出水螺旋槽,并在管胚外套设枪颈水冷管,使得进水螺旋槽与出水螺旋槽形成进水螺旋通道与出水螺旋通道,环形连接槽形成连接通道,进水螺旋通道与出水螺旋通道的一端通过连接通道连通,另一端分别与进水孔和出水孔连通,在使用时,冷却液从进水孔进入依次经过进水螺旋槽、连接通道和出水螺旋槽后从出水孔回流,螺旋状的进水螺旋通道与出水螺旋通道增加了冷却液与枪颈的接触面积,提高了对枪颈散热性,同时螺旋状均匀的分布在管胚上,对管胚的冷却更加均匀,进而防止了枪颈局部局部温度过高,进而避免管胚因局部受热不均而造成管胚变形而影响焊接质量,提高了枪颈的使用寿命;枪颈水冷管通过四氟材质制得,因为四氟材质具有耐高温、抗酸抗碱、以及抗各种有机溶剂等特点,提高了枪颈冷水管的使用寿命,进而提高了枪颈的使用寿命。
23.2.本实用新型中弧焊焊接时,需要通气体对焊接过程中进行保护,气体一般会被
压缩成液态后储存在管内使用,在使用的过程中,液态的气体变成气态需要吸收热量,因此变为气态的气体温度较低,气体通过通气孔进入保护气通道后从连接杆的分气孔排除,在保护咀的阻挡下从导电咀的出丝端排除对焊接进行保护,气体直接从枪颈通过对焊接处进行防护,使得通气结构简单紧凑,便于操作使用,同时温度较低的气体经过保护气通道时与枪颈内壁接触,能够带走管胚上部分热量,进而对枪颈进行保护,同时可以将管胚与导丝管隔离,避免管胚上的热量传递到导丝管上,避免导丝管变形影响导送焊丝。
24.3.本实用新型中通过在枪颈水冷管与管胚之间设置间隙,当冷却液从进水孔进入后进水螺旋通道内时,部分冷却液从枪颈水冷管与管胚之间的间隙之间进入螺距之间的管胚表面,形成一层冷却液膜,因为枪颈水冷管与管胚之间的间隙为0.2-0.4mm,间隙量较小,相对冷却液的循环通道阻力大,因此冷却液主要在循环通道(进水孔、进水螺旋通道、连接通道、出水循环通道和出水孔形成的通道)的流动,只有部分从间隙通过,进而在保证了循环冷却的同时,使得胚表面均有冷却液,可以更加均匀的吸收管胚上的热量,增加了对管胚的散热效果,提高了对管胚的散热效率。
25.4.本实用新型中通过将进水螺旋槽的螺旋槽口进行倒圆角处理,进而通过圆角对进入枪颈水冷管与管胚之间间隙的冷却液进行导向,减小了冷却液进入枪颈水冷管与管胚之间间隙的阻碍,有利于提高冷却液在枪颈水冷管与管胚之间间隙流动速度,进而提高了对进水螺旋槽与出水螺旋槽螺距之间的管胚的散热速度,增加了对管胚的散热效果,提高了对管胚的散热效率,提高了管胚的使用寿命,提高了枪颈的使用寿命。
26.5.本实用新型中通过在枪颈水冷管内壁上沿圆周方向均匀间隔设置支撑凸起,因为支撑凸起的高度与颈水冷管与管胚之间的间隙距离相等,进而支撑凸起与管胚外壁接触,进而对枪颈水冷管进行支撑,进而使得枪颈水冷管与管胚之间同轴,进而保证了枪颈水冷管与管胚之间间隙的均匀性,进而保证了对管胚进行均匀散热,提高了管胚的使用寿命,提高了枪颈的使用寿命。
附图说明
27.下面结合附图对本实用新型作进一步说明。
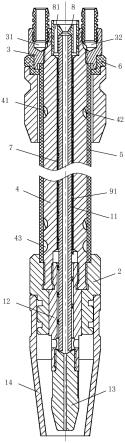
28.图1是本实用新型中水冷枪颈的整体结构示意图;
29.图2是本实用新型中水冷枪颈的内部结构示意图;
30.图3是本实用新型中水冷枪颈的截面示意图;
31.图4是本实用新型中水冷枪颈第一实施例的结构示意图;
32.图5是本实用新型中水冷枪颈第一实施例的截面示意图;
33.图6是本实用新型中水冷枪颈第二实施例的结构示意图;
34.图7是本实用新型中水冷枪颈第二实施例管胚的结构示意图;
35.图中:导丝管11、连接杆12、导电咀13、保护咀14、连接套2、导电铜座3、进水孔31、出水孔32、管胚4、进水螺旋槽41、圆角410、出水螺旋槽42、环形连接槽43、沟槽44、枪颈水冷管5、支撑凸起51、枪颈绝缘套6、保护气通道7、通气接头8、通气孔81、条状凹痕9、导流条91。
具体实施方式
36.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下
面结合具体实施方式,进一步阐述本实用新型。
37.如图1至图3所示,一种气体保护焊焊枪用水冷枪颈,包括导丝管11、连接杆12、导电咀13和保护咀14;所述导丝管11的一端套设有所述连接杆12;所述连接杆12一端固定连接所述导电咀13;所述导电咀13外套设所述保护咀14;所述枪颈还包括连接套2、导电铜座3、管胚4和枪颈水冷管5;所述连接杆12外套设所述连接套2;所述保护咀14固定连接在所述连接套2上;所述导丝管11的另一端设置有所述导电铜座3;所述导丝管11外套设所述管胚4;所述管胚4一端固定连接在所述导电铜座3上;所述管胚4的另一端固定连接在所述连接套2上;所述连接杆12固定连接在所述管胚4上;所述管胚4上套设有所述枪颈水冷管5;所述枪颈水冷管5一端连接在所述连接套2与所述管胚4之间;所述枪颈水冷管5的另一端外套设枪颈绝缘套6;所述枪颈绝缘套6连接在所述导电铜座3上;所述枪颈水冷管5外套设所述锁紧环;所述锁紧环连接在所述枪颈绝缘套6上;所述管胚4的外圆柱面上设置有进水螺旋槽41和出水螺旋槽42;所述进水螺旋槽41与所述出水螺旋槽42靠近所述连接套2一端通过环形连接槽43连通;所述导电铜座3上设置有进水孔31和出水孔32;所述进水孔31与所述进水螺旋槽41连通;所述出水孔32与所述出水螺旋槽42连通。
38.工作时,焊枪在焊接时会产生大量的热量,枪颈温度过高时,会影响枪颈的使用寿命,现有的焊枪使用水冷时,通过沿枪颈的轴线方向开设进水和回水通道,实现对枪颈的冷却,沿轴向方向开设的进水与回水通道与枪颈的接触面有限,使其散热效果差;因此本实用新型通过在管胚4表面开设进水螺旋槽41与出水螺旋槽42,并在管胚4外套设枪颈水冷管5,使得进水螺旋槽41与出水螺旋槽42形成进水螺旋通道与出水螺旋通道,环形连接槽43形成连接通道,进水螺旋通道与出水螺旋通道的一端通过连接通道连通,另一端分别与进水孔31和出水孔32连通,在使用时,冷却液从进水孔31进入依次经过进水螺旋槽41、连接通道和出水螺旋槽42后从出水孔32回流,螺旋状的进水螺旋通道与出水螺旋通道增加了冷却液与枪颈的接触面积,提高了对枪颈散热性,同时螺旋状均匀的分布在管胚4上,对管胚4的冷却更加均匀,进而防止了枪颈局部局部温度过高,进而避免管胚4因局部受热不均而造成管胚4变形而影响焊接质量,提高了枪颈的使用寿命;枪颈水冷管5通过四氟材质制得,因为四氟材质具有耐高温、抗酸抗碱、以及抗各种有机溶剂等特点,提高了枪颈冷水管的使用寿命,进而提高了枪颈的使用寿命。
39.如图1至图3所示,所述导丝管11与所述管胚4之间留有间隙形成保护气通道7;所述导丝管11位于所述导电铜座3一端设置有通气接头8;所述通气接头8固定连接在所述导丝管11上;所述通气接头8上沿圆周方向均匀间隔设置通气孔81;所述通气孔81与所述保护气通道7连通。
40.工作时,弧焊焊接时,需要通气体对焊接过程中进行保护,气体一般会被压缩成液态后储存在管内使用,在使用的过程中,液态的气体变成气态需要吸收热量,因此变为气态的气体温度较低,气体通过通气孔81进入保护气通道7后从连接杆12的分气孔排除,在保护咀14的阻挡下从导电咀13的出丝端排除对焊接进行保护,气体直接从枪颈通过对焊接处进行防护,使得通气结构简单紧凑,便于操作使用,同时温度较低的气体经过保护气通道7时与枪颈内壁接触,能够带走管胚4上部分热量,进而对枪颈进行保护,同时可以将管胚4与导丝管11隔离,避免管胚4上的热量传递到导丝管11上,避免导丝管11变形影响导送焊丝。
41.实施例一:
42.如图4和图5所示,所述枪颈水冷管5与所述管胚4之间留有0.2-0.4mm的间隙。
43.工作时,由于进水螺旋通道与出水螺旋通道螺距之间管胚4的热量只能通过自身热传递传递到进水螺旋槽41与出水螺旋槽42表面,然后传递给冷却液,降低了散热效率;因此通过在枪颈水冷管5与管胚4之间设置间隙,当冷却液从进水孔31进入后进水螺旋通道内时,部分冷却液从枪颈水冷管5与管胚4之间的间隙之间进入螺距之间的管胚4表面,形成一层冷却液膜,因为枪颈水冷管5与管胚4之间的间隙为0.2-0.4mm,间隙量较小,相对冷却液的循环通道阻力大,因此冷却液主要在循环通道(进水孔31、进水螺旋通道、连接通道、出水循环通道和出水孔32形成的通道)的流动,只有部分从间隙通过,进而在保证了循环冷却的同时,使得胚表面均有冷却液,可以更加均匀的吸收管胚4上的热量,增加了对管胚4的散热效果,提高了对管胚4的散热效率。
44.如图5所示,所述进水螺旋槽41的螺旋槽口进行倒圆角410处理。
45.工作时,通过将进水螺旋槽41的螺旋槽口进行倒圆角410处理,进而通过圆角410对进入枪颈水冷管5与管胚4之间间隙的冷却液进行导向,减小了冷却液进入枪颈水冷管5与管胚4之间间隙的阻碍,有利于提高冷却液在枪颈水冷管5与管胚4之间间隙流动速度,进而提高了对进水螺旋槽41与出水螺旋槽42螺距之间的管胚4的散热速度,增加了对管胚4的散热效果,提高了对管胚4的散热效率,提高了管胚4的使用寿命,提高了枪颈的使用寿命。
46.如图5所示,所述枪颈水冷管5内壁上沿圆周方向均匀间隔设置支撑凸起51;所述支撑凸起51的长度方向与枪颈水冷管5轴线平行;所述支撑凸起51的高度等于所述枪颈水冷管5与管胚4之间的间隙距离。
47.工作时,因为枪颈水冷管5是套设在管胚4上,并且之间留有间隙,枪颈水冷管5具有一定的柔软性,很难保证枪颈水冷管5与管胚4同轴,进而难以保证间隙的均匀性,进而导致管胚4散热均匀性难以得到保证;因此通过在枪颈水冷管5内壁上沿圆周方向均匀间隔设置支撑凸起51,因为支撑凸起51的高度与颈水冷管与管胚4之间的间隙距离相等,进而支撑凸起51与管胚4外壁接触,进而对枪颈水冷管5进行支撑,进而使得枪颈水冷管5与管胚4之间同轴,进而保证了枪颈水冷管5与管胚4之间间隙的均匀性,进而保证了对管胚4进行均匀散热,提高了管胚4的使用寿命,提高了枪颈的使用寿命。
48.实施例二:
49.如图6和图7所示,所述枪颈水冷管5内壁或所述管胚4外壁上沿轴线方向上拉削出0.2-0.4mm深的条状凹痕9;所述条状凹痕9沿圆周方向均匀间隔设置。
50.工作时,通过在枪颈水冷管5内壁或管胚4外壁上沿轴线方向上拉削出0.2-0.4mm深的条状凹痕9(管胚4两端由于要与连接套2和导电铜座3连接,并且需要进行密封,因此管胚4表面上的条状凹槽不能拉穿),进入进水螺旋通道的冷却液一部分可以通过条状凹槽流向出水螺旋凹槽,冷却液主要还是通过循环通道循环流动,进而增加了冷却液与管胚4之间的面积,进而提高了冷却液对管胚4的散热效果,提高了散热效率(图6中a为枪颈水冷管5内壁开设条状凹痕9的情况、图6中b为管胚4外壁开设条状凹痕9的情况)。
51.如图3、图5和图6所示,所述管胚4内壁沿轴向拉削出0.5-0.8mm沟槽44;所述沟槽44沿圆周方向均匀间隔设置。
52.工作时,通过在管胚4内壁沿轴向拉削出沟槽44,增加了气体通过保护气通道7时与管胚4之间的接触面积,进而提高了对管胚4的散热,进而延长了管胚4的使用寿命,提高
了枪颈的使用寿命;在细长的圆柱面上进行直槽加工,采用拉削的方式进行加工,不仅加工方便,而且一次性成型。
53.如图1至图6所示,所述导丝管11的外壁上螺旋缠绕导流条91;所述导流条91有四氟材质制得。
54.工作时,通过在导丝管11的外壁上缠绕导流槽,进而导丝管11穿过管胚4内时,导流条91与管胚4内壁接触,使得保护气通道7有直的变为螺旋形的,进而增加了气体在保护气通道7内停留的时间,进而增加了气体与管胚4内壁接触的时间,进而提高了对管胚4的散热效果,进而延长了管胚4的使用寿命,提高了枪颈的使用寿命;由于四氟材质具有耐高温等特点,提高了导流条91的使用寿命。
55.工作时,通过在管胚4表面开设进水螺旋槽41与出水螺旋槽42,并在管胚4外套设枪颈水冷管5,使得进水螺旋槽41与出水螺旋槽42形成进水螺旋通道与出水螺旋通道,环形连接槽43形成连接通道,进水螺旋通道与出水螺旋通道的一端通过连接通道连通,另一端分别与进水孔31和出水孔32连通,在使用时,冷却液从进水孔31进入依次经过进水螺旋槽41、连接通道和出水螺旋槽42后从出水孔32回流,螺旋状的进水螺旋通道与出水螺旋通道增加了冷却液与枪颈的接触面积,提高了对枪颈散热性,同时螺旋状均匀的分布在管胚4上,对管胚4的冷却更加均匀,进而防止了枪颈局部局部温度过高,进而避免管胚4因局部受热不均而造成管胚4变形而影响焊接质量,提高了枪颈的使用寿命;枪颈水冷管5通过四氟材质制得,因为四氟材质具有耐高温、抗酸抗碱、以及抗各种有机溶剂等特点,提高了枪颈冷水管的使用寿命,进而提高了枪颈的使用寿命。
56.上面结合附图对本实用新型的实施例进行了描述,但是本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本实用新型的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1