5G信号塔用工字型挂架及其激光焊接夹持工装的制作方法
5g信号塔用工字型挂架及其激光焊接夹持工装
技术领域
1.本实用新型涉及工装设备技术领域,具体涉及一种5g信号塔用工字型挂架及其激光焊接夹持工装。
背景技术:
2.伴随现在5g通讯网络的不断拓展,人口聚集城市已经布局架设了5g信号塔,为低延迟、响应快的通讯网络提供技术支撑,5g信号塔上安装的5g盒子数量较多,并且塔间距相比以往3g、4g信号塔的间距更小、密度更高,单座信号塔上便安装有多个5g盒子,而在大风大雨的环境下,其中某个5g盒子出现倾倒脱落的风险较大,导致整座5g信号塔通讯中断故障,为了保证5g盒子安装稳定,通讯可靠,5g盒子的安装稳定性尤为重要。我司特此研发设计一款辅助5g盒子与信号塔架稳定安装的设备,并且提供该设备的生产辅助工装。
技术实现要素:
3.本实用新型目的:鉴于背景技术中在恶劣环境下,部分5g盒子出现倾倒脱落的风险较大,导致整座5g信号塔通讯中断故障,需要保证通讯可靠,5g盒子的安装稳定性的技术需求,我们设计一种5g信号塔用工字型挂架及其激光焊接夹持工装,通过分体式设计的挂架,分别定位住5g盒子和信号塔架,并在以铆钉固连,两零件进行边封焊接后便更能保持极好的安全性、稳定性,同时还配备的激光焊接夹持工装,对于铆钉固连后的整体,可以针对定位孔抬升高度定位,避让底部的翻边,且借助手动夹夹持稳定,定位牢靠,便于实施激光焊接。
4.为解决上述问题采取的技术方案是:
5.一种5g信号塔用工字型挂架,包括通过铆钉固连的外框和定位架,
6.所述定位架一体设置有左定位面、右定位面和中间的固定在信号塔圆柱形塔杆上的锁紧架,所述左定位面和右定位面均对称设置有矩形孔,锁紧架中部设置有若干个内铆接孔,并与外框对应位置设置的锁紧孔通过铆钉连接,所述外框设置有定位5g盒子的上翻边和下翻边,前面板还设置有与矩形孔位置对应的定位孔,以及与内铆接孔位置对应的外铆接孔,且锁紧架和外框中部均设置有与塔杆锁紧咬合的牙槽。
7.进一步地,所述锁紧架侧面还设置有内通风槽,并与外框对应位置开设的外通风槽配合,给贴合固连在挂架上的5g盒子实施吹风散热。
8.进一步地,所述上翻边和下翻边均设置有与5g盒子连接的连接孔,并通过螺钉将5g盒子与外框的翻边固连。
9.进一步地,所述上翻边与前面板的弯折直角处还设置有若干个压槽,以加强上翻边与外框直角的结构强度。
10.针对5g信号塔用工字型挂架,我们还设计了一种激光焊接夹持工装,包括固定在装夹台四角的主手动夹、侧面的辅手动夹、支撑座和定位锥。
11.所述主手动夹的按压臂设置有可调间距的主按压杆,所述主按压杆下端设置有主
按压垫,所述辅手动夹用于按压定位架的侧边,以辅助定位架与外框缝隙对接,便于实施激光焊接,辅手动夹的按压臂设置有可调间距的辅按压杆,所述辅按压杆下端设置有辅按压垫,
12.所述支撑座固连在每个主手动夹内侧,并正对外框的前面板支撑定位,使得外框的上翻边和下翻边不与装夹台接触,
13.所述定位锥设置在支撑座上,并正对外框设置的定位孔定位限位外框。
14.本实用新型的有益效果是:
15.该5g信号塔用工字型挂架通过分体式设计的挂架,分别定位住5g盒子和信号塔架,并在以铆钉固连,两零件进行边封焊接后便更能保持极好的安全性、稳定性;
16.该5g信号塔用工字型挂架的激光焊接夹持工装可以针对定位孔抬升高度定位,避让底部的翻边,且借助手动夹夹持稳定,定位牢靠,便于实施激光焊接。
附图说明
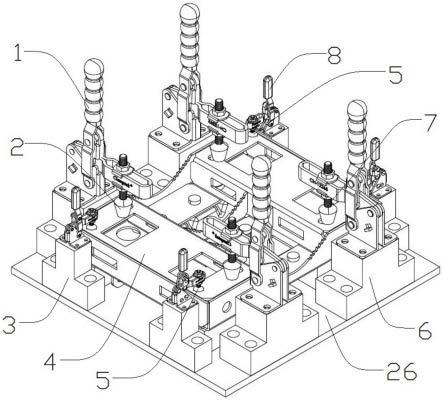
17.图1为本实施例所述挂架由激光焊接夹持工装装夹状态的结构示意图;
18.图2为本实施例激光焊接夹持工装的结构示意图;
19.图3为本实施例所述5g信号塔用工字型挂架的侧俯视图;
20.图4为本实施例所述5g信号塔用工字型挂架的侧仰视图;
21.图5为本实施例所述定位架的侧仰视图;
22.图6为本实施例所述外框的侧俯视图;
23.其中,1-主手动夹,2-主按压垫,3-第一支架,4-挂架,5-辅按压垫,6-第二支架,7-主按压杆,8-辅手动夹,9-支撑座,10-定位锥,11-外框,12-铆钉,13-右定位面,14-定位孔,15-下翻边,16-左定位面,17-矩形孔,18-内铆接孔,19-锁紧架,20-内通风槽,21-外通风槽,22-外铆接孔,23-压槽,24-上翻边,25-牙槽。
具体实施方式
24.下面将结合本实用新型的说明书附图,对本实用新型的技术方案以实施例的方式进行清楚、完整地描述。
25.请参阅图1-6,本实施例提出一种5g信号塔用工字型挂架4,包括通过铆钉12固连的外框11和定位架。
26.具体地说,参阅图3和图5,所述定位架一体设置有左定位面16、右定位面13和中间的固定在信号塔圆柱形塔杆上的锁紧架19,整体构成“工”字型,所述左定位面16和右定位面13均对称设置有矩形孔17,锁紧架19中部设置有6个内铆接孔18,并与外框11对应位置设置的锁紧孔通过铆钉12连接。
27.参阅图4和图6,所述外框11设置有定位5g盒子(图中未标识)的上翻边24和下翻边15,前面板还设置有与矩形孔17位置对应的定位孔14,以及与内铆接孔18位置对应的外铆接孔22,且锁紧架19和外框11中部均设置有与塔杆锁紧咬合的牙槽25,以便于充分锁紧挂架4,保证5g盒子的稳定性,抗风性能大大提升。
28.进一步的实施方案是,参阅图5,所述锁紧架19侧面还设置有内通风槽20,并与外框11对应位置开设的外通风槽21配合,给贴合固连在挂架4上的5g盒子实施吹风散热。
29.进一步的实施方案是,参阅图4,所述上翻边24和下翻边15均设置有与5g盒子连接的连接孔,并通过螺钉将5g盒子与外框11的翻边固连。
30.进一步的实施方案是,参阅图6,所述上翻边24与前面板的弯折直角处还设置有3个压槽23,以加强上翻边24与外框11直角的结构强度。
31.参阅图1和图2,针对5g信号塔用工字型挂架4,我们还设计了一款激光焊接夹持工装,包括固定在装夹台四角的主手动夹1、侧面的辅手动夹8、支撑座9和定位锥10。
32.所述主手动夹1的按压臂设置有可调间距的主按压杆7,所述主按压杆7下端设置有主按压垫2,所述辅手动夹8用于按压定位架的侧边,以辅助定位架与外框11缝隙对接,便于实施激光焊接,辅手动夹8的按压臂设置有可调间距的辅按压杆,所述辅按压杆下端设置有辅按压垫5。
33.所述支撑座9固连在每个主手动夹1内侧,并正对外框11的前面板支撑定位,使得外框11的上翻边和下翻边15不与装夹台接触。
34.参阅图2,所述定位锥10设置在支撑座9上,并正对外框11设置的定位孔14定位限位外框11。
35.在实施激光焊接时,焊头正对外框11与定位架之间的缝隙实施连续焊接,可依次抬起接近位置的主手动夹1或辅手动夹8,保证本挂架4时刻保持定位限位状态。
36.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1