一种铝箔餐盒加工模具的顶出结构的制作方法
1.本实用新型涉及铝箔餐盒生产加工技术领域,尤其涉及一种铝箔餐盒加工模具的顶出结构。
背景技术:
2.铝箔餐盒是使用比较广泛的一种餐具,铝箔餐盒的厚度一般在0.03mm-0.20mm之间,可分为有皱和无皱两种,也可分为一次性和重复使用两种。国内常常叫锡纸餐盒,实际上它是3系或8系为铝锭原材料,经过冷轧或热轧成厚度均匀,表面光滑,无针孔,无粉尘颗粒,无异味的铝箔母卷,经过专用设备和模具一次性全自动冷冲压成形的生产工艺。
3.现有技术中的铝箔餐盒冲压模具,不能将冲压成型的铝箔餐盒顶起,不便于工作人员取出挤压成型的铝箔餐盒,铝箔纸在被冲压时其上面的微细铝屑或铝粉尘可能会粘附在模具表面上,如果不能及时对这些粉尘进行清理,会影响下次铝箔餐盒的质量。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中冲压模具不能将冲压成型的铝箔餐盒顶起且不能及时对模具进行清扫的问题,而提出的一种铝箔餐盒加工模具的顶出结构。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种铝箔餐盒加工模具的顶出结构,包括下固定板及固定设置在所述下固定板上的下模板,还包括:开设在所述下模板内的凹模,其中,所述凹模内滑动设置有用于顶出铝箔餐盒的顶杆,所述顶杆上开设有用于吹扫凹模的喷嘴一;固定连接在所述下模板上的导向杆,其中,所述导向杆上滑动连接有上模板,所述上模板上固定连接有与凹模相配合的凸模,所述凸模内开设有用于顶出铝箔餐盒的喷嘴二;所述下固定板内设置供气组件,所述喷嘴一和喷嘴二均与供气组件相连通。
7.为了方便对喷嘴供气,优选地,所述供气组件包括设置在所述下固定板内的储气箱,其中,所述储气箱输出端固定连接有与喷嘴二相连通的管道一,所述管道一上固定连接有控制阀,所述喷嘴一通过管道二与控制阀相连通,所述导向杆内设置有对储气箱充气的充气组件。
8.为了方便对储气箱充气,进一步地,所述充气组件包括固定设置在所述导向杆内的气囊,其中,所述导向杆内开设有导向槽,所述上模板上固定连接有与导向槽滑动连接的推板,所述气囊两端分别与推板和导向槽固定连接,所述气囊上固定连接有进气管和排气管,所述排气管与储气箱相连通,且所述进气管和排气管上均固定连接有阀门。
9.为了使顶杆运动方向准确,优选地,所述下模板内开设有限位孔,所述顶杆通过弹簧弹性连接在限位孔内。
10.为了避免在餐盒上留有印痕,进一步地,所述顶杆顶面与凹模底面平齐。
11.优选地,所述下固定板顶部固定连接有支撑杆,所述支撑杆远离下固定板的一端固定连接有上固定板,所述上固定板顶部固定连接有液压缸,所述上模板固定连接在液压
缸输出端。
12.与现有技术相比,本实用新型提供了一种铝箔餐盒加工模具的顶出结构,具备以下有益效果:
13.1、该铝箔餐盒加工模具的顶出结构,通过在凹模内设置弹性顶杆,在凸模上开设喷嘴二,可以自动的将铝箔餐盒推出,实现自动脱模为工作人员拿取餐盒提供方便;
14.2、该铝箔餐盒加工模具的顶出结构,通过设置喷嘴一和喷嘴二,可以及时的对凹模和凸模进行吹扫,提高成型后餐盒的质量;
15.3、该铝箔餐盒加工模具的顶出结构,通过利用液压缸为上模板提供冲压力,可以保证铝箔餐盒被一次冲压成型,避免多次冲压使铝箔餐盒出现折皱,导致产品质量出现问题。
16.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本实用新型通过在凹模内设置弹性顶杆,在凸模上开设喷嘴二,可以自动的将铝箔餐盒推出,实现自动脱模为工作人员拿取餐盒提供方便;通过设置喷嘴一和喷嘴二,可以及时的对凹模和凸模进行吹扫,提高成型后餐盒的质量。
附图说明
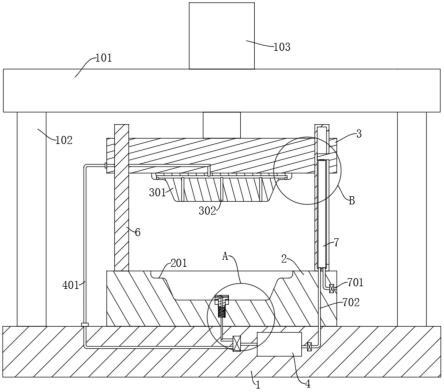
17.图1为本实用新型提出的一种铝箔餐盒加工模具的顶出结构的结构示意图一;
18.图2为本实用新型提出的一种铝箔餐盒加工模具的顶出结构的结构示意图二;
19.图3为本实用新型提出的一种铝箔餐盒加工模具的顶出结构图2中a部分的放大图;
20.图4为本实用新型提出的一种铝箔餐盒加工模具的顶出结构图2中b部分的放大图。
21.图中:1、下固定板;101、上固定板;102、支撑杆;103、液压缸;2、下模板;201、凹模;202、限位孔;3、上模板;301、凸模;302、喷嘴二;303、推板;4、储气箱;401、管道一;402、控制阀;403、管道二;5、顶杆;501、喷嘴一;502、弹簧;6、导向杆;601、导向槽;7、气囊;701、进气管;702、排气管。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
23.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.实施例:
25.参照图1-图4,一种铝箔餐盒加工模具的顶出结构,包括下固定板1及固定设置在下固定板1上的下模板2,还包括:开设在下模板2内的凹模201,其中,凹模201内滑动设置有用于顶出铝箔餐盒的顶杆5,下模板2内开设有限位孔202,顶杆5通过弹簧502弹性连接在限
位孔202内,在冲压时,顶杆5落到最底部时顶杆5的顶面与凹模201底面平齐,可以避免在餐盒上留有印痕,顶杆5上开设有用于吹扫凹模201的喷嘴一501;固定连接在下模板2上的导向杆6,其中,导向杆6上滑动连接有上模板3,上模板3上固定连接有与凹模201相配合的凸模301,凸模301内开设有用于顶出铝箔餐盒的喷嘴二302,喷嘴二302吹气可以将铝箔餐盒从凸模301上吹下;下固定板1内设置供气组件,喷嘴一501和喷嘴二302均与供气组件相连通,在使用时,当铝箔餐盒被挤压成型后,上模板3向上移动,顶杆5在弹簧502的作用下会将餐盒从凹模201中推出,此时餐盒可能会粘附在凸模301上,通过供气组件向喷嘴二302供气,可以将餐盒从凸模301上吹下,通过在凹模201内设置弹性顶杆5,在凸模301上开设喷嘴二302,可以自动的将铝箔餐盒推出,实现自动脱模为工作人员拿取餐盒提供方便,在餐盒被取走后,供气组件再次对喷嘴二302进行供气,喷嘴二302实现对凸模301表面吹扫,可以减少粉尘堆积在凸模301上,当喷嘴二302完成对凸模301吹扫后,供气组件停止对喷嘴二302进行供气,转而向喷嘴一501供气,此时,喷嘴一501可以对凹模201进行吹扫,通过设置喷嘴一501和喷嘴二302,可以及时的对凹模201和凸模301进行吹扫,提高成型后餐盒的质量。
26.供气组件包括设置在下固定板1内的储气箱4,储气箱4是带有弹性的橡胶囊,可以很好的收纳及自动排放存储的气体,其中,储气箱4输出端固定连接有与喷嘴二302相连通的管道一401,管道一401上固定连接有控制阀402,喷嘴一501通过管道二403与控制阀402相连通,导向杆6内设置有对储气箱4充气的充气组件,在使用时,当铝箔餐盒被挤压成型后,上模板3向上移动,顶杆5在弹簧502的作用下会将餐盒从凹模201中推出,此时餐盒可能会粘附在凸模301上,操控控制阀402使管道一401被开启,然后储气箱4中的一部分气体会进入喷嘴二302中然后喷出,可以将粘在凸模301上的餐盒吹下,在将餐盒吹下后,停止向喷嘴二302供气,等工作人员将餐盒取走后,再次向喷嘴二302供气,此时喷嘴二302可以对凸模301表面进行吹扫,防止粉尘粘附在凸模301的表面上,以至于越积越多,会导致冲压成型的餐盒存在缺陷,甚至出现破损,同样,等喷嘴二302将凸模301吹扫干净后,再次操控控制阀402将管道二403打开,管道一401处于关闭状态,此时储气箱4中的气体由管道二403进入喷嘴一501中,喷嘴一501对凹模201进行吹扫。
27.充气组件可以是气泵对储气箱4进行充气,或者采用打气筒手动对储气箱4进行充气,在这里充气组件设置为:固定设置在导向杆6内的气囊7,其中,导向杆6内开设有导向槽601,上模板3上固定连接有与导向槽601滑动连接的推板303,气囊7两端分别与推板303和导向槽601固定连接,气囊7上固定连接有进气管701和排气管702,排气管702与储气箱4相连通,且进气管701和排气管702上均固定连接有阀门,在使用时,当上模板3向下移动时,推板303会沿导向槽601向下挤压气囊7,气囊7中的空气就会经过排气管702进入储气箱4中存储起来,当完成对餐盒的冲压成型后,上模板3上升,推板303拉着气囊7,气囊7经过进气管701重新吸入空气,等待下次使用。
28.下固定板1顶部固定连接有支撑杆102,支撑杆102远离下固定板1的一端固定连接有上固定板101,支撑杆102主要用来支撑上固定板101,保证上固定板101不会在使用时发生移动,上固定板101顶部固定连接有液压缸103,上模板3固定连接在液压缸103输出端,在使用时,当铝箔纸覆盖在下模板2上后,启动液压缸103伸出,带着上模板3向着下模板2靠近,凸模301向着凹模201内挤压铝箔纸,最后铝箔餐盒被挤压成型,通过设置液压缸103,可
以为上模板3提供较大的冲击力,保证铝箔餐盒被一次冲压成型,避免多次冲压使铝箔餐盒出现折皱,导致产品质量出现问题。
29.本实用新型中,在使用时,当铝箔餐盒被挤压成型后,上模板3向上移动,顶杆5在弹簧502的作用下会将餐盒从凹模201中推出,此时餐盒可能会粘附在凸模301上,操控控制阀402使管道一401被开启,然后储气箱4中的一部分气体会进入喷嘴二302中然后喷出,可以将粘在凸模301上的餐盒吹下,在将餐盒吹下后,停止向喷嘴二302供气,等工作人员将餐盒取走后,再次向喷嘴二302供气,此时喷嘴二302可以对凸模301表面进行吹扫,防止粉尘粘附在凸模301的表面上,以至于越积越多,会导致冲压成型的餐盒存在缺陷,甚至出现破损,同样,等喷嘴二302将凸模301吹扫干净后,再次操控控制阀402将管道二403打开,管道一401处于关闭状态,此时储气箱4中的气体由管道二403进入喷嘴一501中,喷嘴一501对凹模201进行吹扫。
30.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1