一种用于复合集流体焊接的焊接机构的制作方法
1.本实用新型属于复合集流体生产技术领域,具体涉及一种用于复合集流体焊接的焊接机构。
背景技术:
2.随着新能源行业的发展,锂电池的发展也日新月异,作为锂电池的核心部件,复合集流体也逐渐进入大众的视野,复合集流体由于具有“三明治结构”,因此可以降低锂电池的升温,降低锂电池热失控从而引发的安全风险,进而提高锂电池的安全性能。
3.然而复合集流体中以高分子材料作为基材层,在将极耳箔材与复合集流体通过超声波焊接时,基材层的高分子材料会由于受热熔融而易出现“挤出”的现象,此时导致出现高分子材料与焊接头粘连、高分子材料污染焊接头等现象,进而影响焊接质量,对复合集流体的生产效率也造成极大的影响。
4.同时,当前的焊接机构中,焊接机主体与焊接头之间多为固定连接,安装拆卸不方便,不易对焊接机构进行维修拆装,因此使用不便。
技术实现要素:
5.本实用新型的目的在于提供一种用于复合集流体焊接的焊接机构,以解决上述背景技术中提到的技术问题。
6.为了实现上述目的,本实用新型公开了一种用于复合集流体焊接的焊接机构,包括焊接机主体和焊接头,焊接头与焊接机主体连接,焊接头包括第一部分和第二部分,所述第二部分与所述焊接机主体连接,所述第二部分与所述第一部分的一端连接,且所述第一部分的宽度沿远离所述第二部分的方向递减,所述第一部分的外侧设置有不粘层,且所述不粘层至少包裹所述第一部分上远离所述第二部分的一端和所述第一部分上两端之间的外周区域。
7.进一步的,所述第一部分为圆台形,且所述第一部分较大圆形面与所述第二部分连接。呈圆台形结构的第一部分中包括两个圆形面,其中一个为较大圆形面,另一个为较小圆形面。
8.进一步的,所述第二部分的宽度小于所述第一部分较大圆形面的直径,且所述第二部分与所述第一部分同轴。
9.进一步的,所述焊接机主体抵接所述第一部分的较大圆形面,所述焊接机主体的宽度小于所述第一部分较大圆形面的直径,且所述焊接机主体与所述第一部分同轴。
10.进一步的,所述第一部分与所述第二部分一体成型,所述第一部分的曲面区域的母线与所述第一部分较大圆形面的夹角为30-45
°
。
11.进一步的,所述焊接头与焊接机主体之间可拆卸连接。其中,可拆卸连接方式可选择多种,例如卡扣连接、过盈连接、螺栓连接、插销连接、螺纹连接等,本实用新型中优选螺纹连接。
12.进一步的,所述第二部分为圆柱体形,所述焊接机主体的底部为空心圆柱形结构,所述第二部分的外径小于焊接机主体底部的空心圆柱形结构的内径;所述第二部分插入焊接机主体底部的空心圆柱形结构内部;在所述焊接机主体底部的空心圆柱形结构中,以及第二部分中设有位置对应且结构适配的螺纹孔,所述焊接机构还包括连接件,所述连接件穿过螺纹孔,且所述连接件具有与螺纹孔配合的螺纹,从而将焊接头可拆卸连接于焊接机主体上。
13.进一步的,在所述焊接机主体底部的空心圆柱形结构上,沿其周向设有多个第一螺纹通孔,相应地,在第二部分的外侧缘上,与第一螺纹通孔相对应的位置处设有多个螺纹盲孔,第一螺纹通孔与螺纹盲孔的数量相等,且结构相适配。
14.进一步的,在所述焊接机主体底部的空心圆柱形结构上,沿其径向的两侧端部各开设有一个第二螺纹通孔,两个第二螺纹通孔之间的连接线贯穿空心圆柱形结构的圆心;相应地,在第一部分上,沿第一部分的径向开设有第三螺纹通孔;两个第二螺纹通孔与第三螺纹通孔的位置对应,且结构相适配。
15.进一步的,在所述第一部分与不粘层之间,设有过渡层,所述过渡层为胶粘剂层,所述过渡层的厚度小于所述不粘层的厚度,所述不粘层为耐磨氟树脂层。
16.与现有技术相比,本实用新型的用于复合集流体焊接的焊接机构具有以下优点:
17.(1)本实用新型中,在焊接头中上设置不粘层,可防止高分子材料受热溢出并粘附在焊接头的表面,因此可避免对后续的焊接过程造成影响,因此所加工产品的良品率高,生产效率高。
18.(2)本实用新型中用于复合集流体焊接的焊接机构结构简单,易于实现,便于推广使用。
附图说明
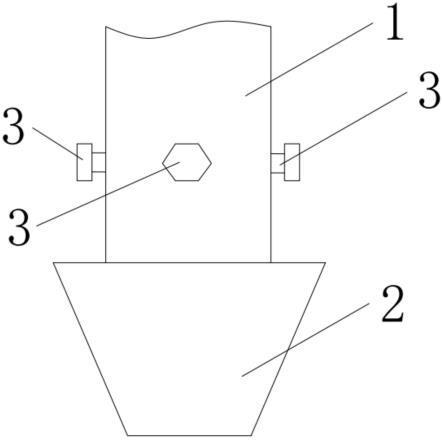
19.图1:实施例1中用于复合集流体焊接的焊接机构的局部结构示意图。
20.图2:实施例1中用于复合集流体焊接的焊接机构的局部剖视结构示意图。
21.图3:实施例1中用于复合集流体焊接的焊接机构的安装装配结构示意图。
22.图4:实施例2中用于复合集流体焊接的焊接机构的局部结构示意图。
23.图5:实施例2中用于复合集流体焊接的焊接机构的局部剖视结构示意图。
24.图6:实施例2中用于复合集流体焊接的焊接机构的安装装配结构示意图。
25.其中,1、焊接机主体;2、焊接头;3、第一紧固螺栓;4、第一部分;5、第二部分;6、第一螺纹通孔;7、螺纹盲孔;8、不粘层;9、第二紧固螺栓;10、螺帽;11、第二螺纹通孔;12、过渡层;13、第三螺纹通孔。
具体实施方式
26.下面通过具体实施例进行详细阐述,说明本实用新型的技术方案。
27.实施例1
28.一种用于复合集流体焊接的焊接机构,包括焊接机主体1、焊接头2,焊接机主体1的底部为空心圆柱形结构。
29.焊接头2包括一体成型的第一部分4和第二部分5,其中第一部分4为圆台形,第一
部分4的曲面区域的母线与第一部分4中较大圆形面的夹角为45
°
;第二部分5为圆柱体形,呈圆台形结构的第一部分4中包括两个圆形面,其中一个为较大圆形面,另一个为较小圆形面,第二部分5一体成型于第一部分4中较大圆形面的中心位置处。第二部分5的宽度小于第一部分4中较大圆形面的直径,且第一部分4和第二部分5同轴。
30.对于传统的宽度不变的焊接头,高分子材料在熔融后,在焊接头2的压力作用下会呈喇叭状向外扩散,导致高分子熔体外溢;该实施例1中焊接头2的第一部分4设计为宽度逐步变化的圆台形,可以在一定程度上阻止高分子熔体的外溢,并且在高分子熔体冷却回缩的过程中起到导向作用。同时,第一部分4和第二部分5同轴设置,还可以避免焊接过程中高分子熔体粘附在第二部分5上。
31.在第一部分4的外部设有不粘层8,不粘层8为耐磨氟树脂层,不粘层8的厚度为40μm。具体的,不粘层8包裹于第一部分4上远离所述第二部分5的一端和第一部分4上两端之间的外周区域;此处未对整个第一部分4的外部包裹上不粘层8,是因为当对整个第一部分4的外部都包裹上不粘层8时,第一部分4的整体强度会下降,导致超声波焊接时第一部分4会发生变形;该实施例1中对第一部分4的局部包裹上不粘层8,可同时兼顾焊接头2的强度和不粘特性。
32.第一部分4的外部设有过渡层12,过渡层12位于第一部分4和不粘层8之间,过渡层12的厚度小于不粘层8的厚度,过渡层12为胶粘剂层,用于将不粘层8牢牢地粘附在第一部分4的外部上。过渡层12的厚度为10μm。
33.第二部分5的外径小于焊接机主体1底部的空心圆柱形结构的内径,在焊接机主体1底部的空心圆柱形结构上,沿其周向均匀设有多个第一螺纹通孔6,相应地,在第二部分5的外侧缘上,与第一螺纹通孔6相对应的位置处设有多个螺纹盲孔7,第一螺纹通孔6与螺纹盲孔7的数量相等,且彼此结构相适配。
34.该实施例1中的用于复合集流体焊接的焊接头在组装时,首先将第二部分5插入焊接机主体1底部的空心圆柱形结构的内部,并使第一螺纹通孔6和螺纹盲孔7的位置相对,在每个第一螺纹通孔6内插入一个第一紧固螺栓3,并向内部拧紧,将焊接头2固定在焊接机主体1上。
35.组装完毕后,焊接机主体1的底部抵接第一部分4的较大圆形面,且焊接机主体1的宽度小于第一部分4的较大圆形面的直径,且焊接机主体1与第一部分4同轴,这样的设置方案可以起到限位作用,并能够避免熔融的高分子熔体粘附于焊接机主体1上。
36.当需要更换不同的焊接头2时,只需要松开第一紧固螺栓3,将第二部分5从焊接机主体1底部的空心圆柱形结构的内部取出,换上新的焊接头2再拧紧即可。
37.实施例2
38.该实施例2与实施例1中的用于复合集流体焊接的焊接头结构基本相同,不同之处仅在于:
39.在焊接机主体1底部的空心圆柱形结构上,沿其径向的两侧端部各开设有一个第二螺纹通孔11,两个第二螺纹通孔11之间的连接线贯穿空心圆柱形结构的圆心;相应地,在第二部分5上,沿第二部分5的径向开设有第三螺纹通孔13;
40.两个第二螺纹通孔11与第三螺纹通孔13的位置对应,且结构相适配。
41.该实施例2中的用于复合集流体焊接的焊接头在组装时,首先将第二部分5插入焊
接机主体1底部的空心圆柱形结构的内部,并使第二螺纹通孔11和第三螺纹通孔13的位置相对,在第二螺纹通孔11和第三螺纹通孔13内插入第二紧固螺栓9,并拧紧,在第二紧固螺栓9的尾部旋上螺帽10,即可。
42.该实施例2中,通过设置1个第二紧固螺栓9贯通连接焊接机主体1和焊接头2,连接方式更简单,同时也可确保连接强度。
43.当需要更换不同的焊接头2时,只需要松开第二紧固螺栓9,将第二部分5从焊接机主体1底部的空心圆柱形结构的内部取出,换上新的焊接头2再拧紧即可。
44.以上所述仅为本实用新型的较佳实施例,并不用于限制实用新型,凡在本实用新型的设计构思之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1